Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения методом поверхностного пластического деформирования рабочих поверхностей зубьев цилиндрических зубчатых колес с эчольвентным профилем зубьев.
Целью изобретения является повышение производительности упрочнения путем увеличения давления в зоне упрочнения.
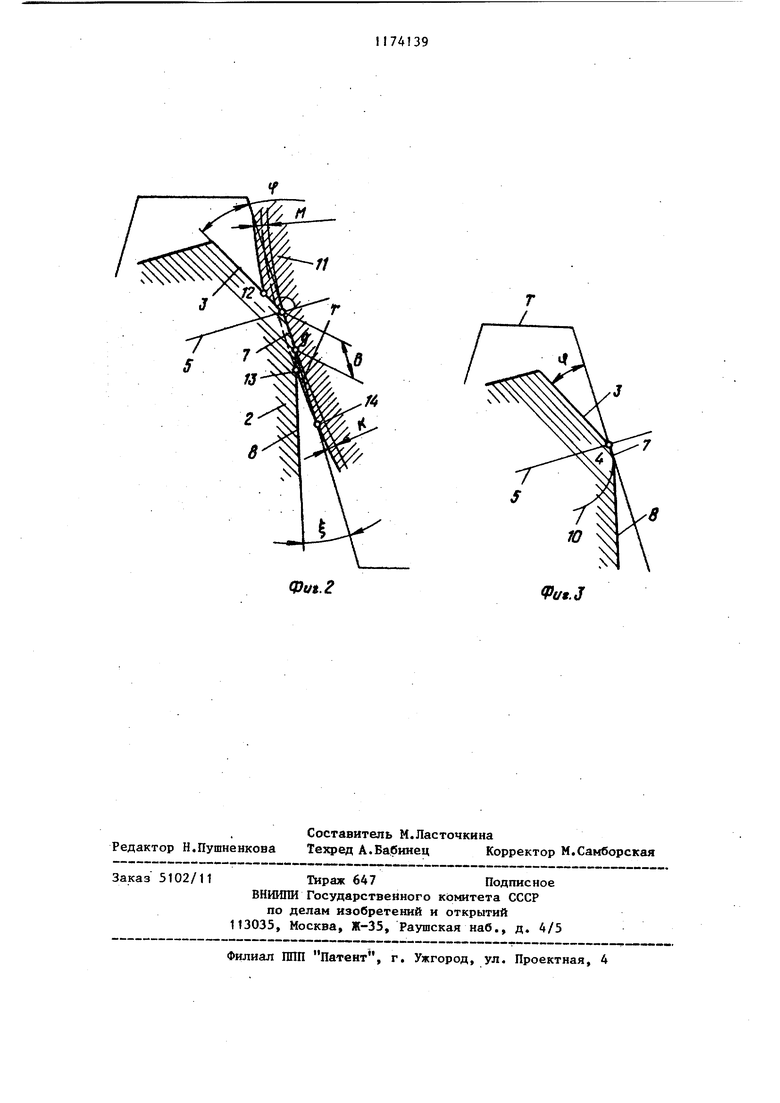
На фиг. 1 показан червячный обкатник, общий вид; на фиг. 2 - зона контакта червячного обкатника с обрабатываемым зубчатым колесом (в увеличенном масштабе) на фиг. 3 пример выполнения калибрунщей ленточки с выпуклым криволинейным профилем.
Червячный обкатник выполнен в виде червяка 1 с витками 2, на которых расположена спирально-винтовая упрочняющая ленточка 2 высотой Н. Упрочняющая ленточка 3 проходит через спирально-винтовую калибрующую кром- ку 4 под заборным углом Ср . Калибрующая кромка 4 расположена в месте пересечения боковых винтовых поверхностей исходного червяка обкатника п верхностью, образованной вращением вокруг оси инструмента прямой линии 5, нормальной боковой поверхности витков исходного червяка червячного обкатника. Линия 6 среза неполных виков червячного обкатника может быть параллельной прямой 5, хотя это требование не является обязательным. Червячный обкатник снабжен спиральновинтовой калибрующей ленточкой 7, которая проходит через спирально-винтовую калибрующую кромку 4 и лежит на боковой поверхности витков исходнго червяка червячного обкатника, а также выходной частью 8, угол профиля которой выполнен меньше угла о 1профиля витков исходного червяка (ил профиля зубьев его производящей рейки Т, что одно и то же) червячного обкатника на величину угла . При этом калибрующая ленточка 7 может
иметь как прямолинейный 4-9, так и выпуклый криволинейный 10 профиль. Для различных условий обработки зубчатых колес оптимальное значение ширины В спирально-винтовой калибрующей ленточки 7 должно находиться в пределах 0,05-0,45 модуля .червячного обкатника, величина узла должна находиться в пределах 2-40 , а кривизна К выпуклой криволинейной спирально-винтовой упрочняющей ленточки К 0-1,6 .
Червячный обкатник работает следуюощм образом.
Упрочнение зубьев зубчатого коле,са 11 производится на зубофрезерных полуавтоматах, предназначенных для нарезания цилиндрических зубчатых колес. Для этого прямую 5 червячного обкатника совмещают с линией станочного зацепления, червячному обкатнику и обрабатьшаемому зубчатому колесу 11 придают согласованные между собой вращения вокруг собственных осей и перемещают их друг относительно друга вдоль оси вращения детали 11. При этом спирально-винтовая упрочняющая ленточка 3 на участке 4-12 деформирует слой металла толщиной М, производя тем самым упрочнение рабочих поверхностей зубьев колеса 11. Часть Деформируемого слоя толщиной К деформируется только упруго, поэтому выходная часть 8 контактирует с зубьями детали 11 на участке 9-13. Очевидно, что участок 9-13 существенно короче участка 9-14, по которому происходит контакт с деталью витков червячного обкатника известной конструкции. Этим достигается увеличение давлений в зоне упрочнения при неиз-, менном рабочем усилии и, как следствие, увеличение производительности обработки.
Применение червячного обкатника позволит увеличить производительность обработки зубчатых колес, особенно с высокой твердостью рабочих поверхностей зубьев.
Фи1.2
U9.3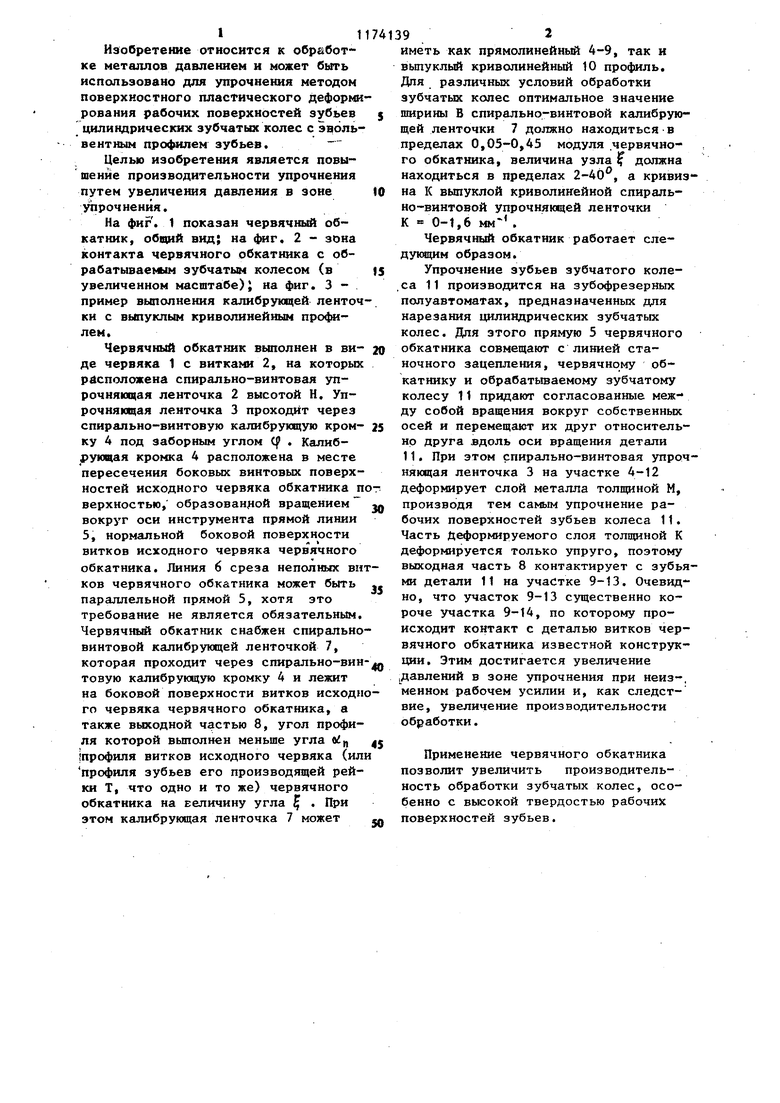
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU969395A1 |
| Червячный обкатник | 1981 |
|
SU1031610A2 |
| Конический червячный обкатник | 1980 |
|
SU980905A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1979 |
|
SU795677A1 |
| Червячный обкатник | 1979 |
|
SU795678A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
1. ЧЕРВЯЧНЫЙ ОБКАТНИК, на витках которого боковые деформирующие поверхности выполнены в виде непрерывных спирально-винтовых ленточек, отличающийся тем, что, с целью повышения производительности путем увеличения давления в зоне упрочнения, он снабжен непрерывными спирально-винтовыми калибрующими ленточками, проходящими через спирально-винтовую кромку, образованную пересечением боковых поверхностей исходного червяка червячного обкатника поверхностью вращения нормали боковой поверхности исходного червяка червячного обкатника вокруг его оси,причем угол профиля витка на остальной части боковой -поверхности меньше угла профиля исходного червяка червячного обкатника на 2-40 . 2. Обкатник по п. 1, о т л и ч аю щ и и с я тем, что ширина спирально-винтовой калибрующей ленточки выбирается из предела 0,05-0,45 модуля червячного обкатника. в в 431 00 с&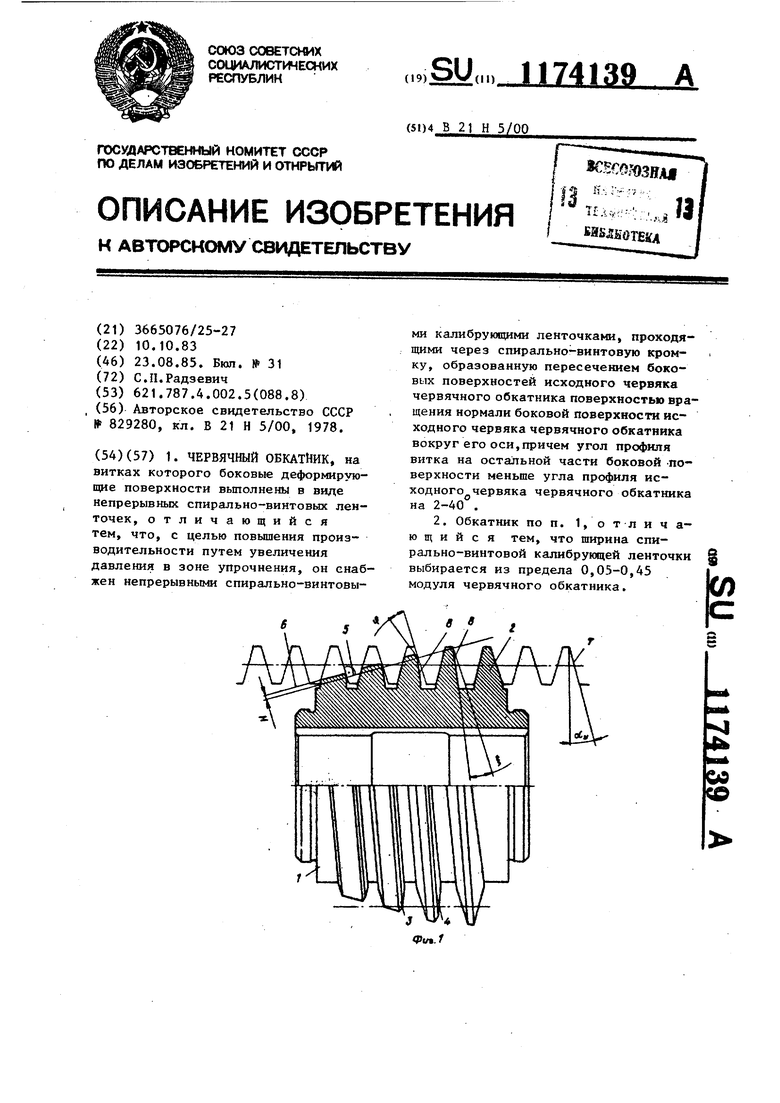
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
