(54) КОНР1ЧЕСКИЙ ЧЕРВЯЧНЫЙ ОВКАТНИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Червячный обкатник | 1983 |
|
SU1174139A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Червячный обкатник | 1981 |
|
SU1031610A2 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| Червячный обкатник | 1979 |
|
SU795677A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| Инструмент для упрочнения зубчатых колес | 1985 |
|
SU1328042A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU969395A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения методом поверхностного пластического деформирования (ППД) рабочих поверхностей цилиндрических зубчатых колес с эвольвентным профилем зубьев.
.Известен червячный обкатник, выполненный в виде конического червяка с расположенными на витках спирально-упрочняющими ленточками t lНедостатком известного обкатника является низкая производительность его при обработке зубчатых колес;
Наиболее близким к изобретению по технической сущности является конический обкатник, выполненный в виде двух соосных конических секций,, установленных на мпинделе меньшими основаниями одна к другой и разделенных мерной шайбой, на витках которых выполнены спирально-винтовые управляющие ленточки 2.
Недостатком прототипа является невозможность упрочнения зубчатых колес с продольной модификацией зубьев, а именно зубчатых колес с бочкообразныьш зубьями.
Цель изобретения - обеспечение возможности обработки зубчатых колес
с продольной модификацией зубьев,
а именно зубчатых колес с бочкообразными зубьями.
с Поставленная цель достигается
тем, что в коническом обкатнике, выполненном в виде двух соосных конических секций, разделенных мерной шайбой и установленных на шпинделе
Q меныоими основаниями одна к другой, на витках которых выполнены спирально-винтовые упрочняющие ленточки, угол при вершине конических секций выполнен равным или большим в пределах 5 удвоенного угла профиля
15 витков обкатника.
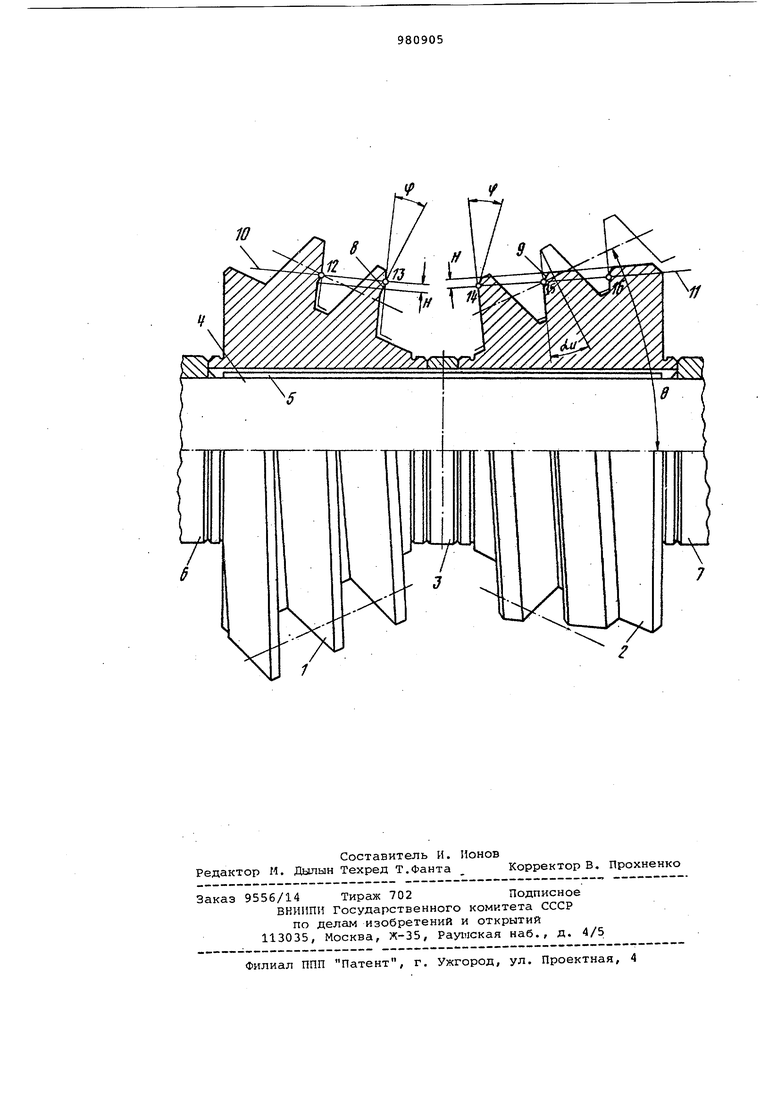
На чертеже показан конический «червячный обкатник, общий вид.
Конический червячный обкатник выполнен в виде двух соосных кони20ческих секций 1 и 2, обращенных друг к другу меньшими основаниями и разделенных мерной шайбой 3, толщина которой зависит от числа зубьев обрабатываемого зубчатого колеса.
25 Конические секции 1 и 2 вместе с
шайбой 3 устанавливаются на шпиндель 4 зубофрезерного станка по шпонке 5 и поджимаются друг к другу шайбами б и 7. На витках-конических секций
30 1 и 2 выполнены спирально-винтовые упрочняющие ленточки 8 и 9 соответственно, имеющие высоту Н и наклоне ные к профилю витка исходного червя ка под заборным углом (f . Спиральновинтовые ленточки 8 и 9 проходят че рез спирально-винтовую калибрующую j poMKy, образованную в пересечении боковой поверхности витков исходног червяка поверхностью вращения вокру оси инструмента прямых линий 10 и 1 совпадающих в станочном зацеплении с линиями станочного зацепления. Спирально-винтовые калибрующие кром ки конических секций 1 и 2 пересекают плоскость чертежа в точках 12, 13 и 14, 15, 16 соответственно. Увеличение производительности уп . рочнения зубчатых колес коническим червячньм обкатником достигается за .счет того, что у него угол-б при ве Миине начального конуса выполнен на 0-5 болыие улроенного угла проф ляинструмента., т.е. у конического червячного обкатника Указанный диапазон изменения величи ы угла (& -С5 ) , равный О .,, 5° определен следующим образом. Угол (& - сС- связан с конструктивными параметрами инструмента и детали фо мулой sxnC ) где А.. - длительный диаметр инструмента в точке контакта с профилем зуба детали; li - стрела прогиба модифидированного зуба детали, обычно равная не более 0,1-0, 2 В - ширина обрабатываемого .-зуб чатого венца, Есди принять dyi -200 Mi-л, h 0,1 мм/ В 50 MMf то по формуле Г11 получим, что угол (& - ai- } 1 5 10 . . Если (& - cL - р ТО при помощи формулы (1) при тех же условиях найдем, что h О, т.е. в этом пред ложенном случае зубья детали не будут модиЛицированы в продольном направлении. Если ( € - о 5 , то при помощи формулы (1) при тех же условиях найдем, что h 7 0,3 мм. Зубчатые колеса с такой степенью продольной модификации зубьев применяются редко, а при дальнейшемI увеличении (б с) степень продольной модификации будет чрезмерно большой, в связи с чем дальнейшее увеличение этого уг ла не целесообразно. Выполнение условия 7 оСм позволяет наряду с упрощением,кинематики и увеличением производительности обработки обеспечить возможность упроч нения зубчатых колес с продольной модификацией зубьев. При одна коническая секция, например 1, профи лирует зубья детали как зубья цилиндричедкого зубчатого колеса с круговыми зубьями, кривизна которых в продольном направлении равна кривизне продольного профиля бочкообразного зуба. Аналогично профилирует противоположную сторону зубьев детали другая коническая секция, но с кривизной продольного профиля, равной и противоположно направленной кривизне продольного профиля зубьев спрофилированных первой конической секцией. Величина угла Q выбирается учетом конструктивных параметров инструмента и детали, исходя из требуемой степени продольной модификации зубьев (исходя из требуемой величины бочкообразности зубьев). Конический червячный обкатник можно использовать на зубофрезерных станках, серийно выпускаемых отечественной промышленностью, дая упрочнения зубчатых колес достаточно придать находящимся в станочном зацеплении инструменту и детали согласованного вращения вокруг своих осей. Обработку целесообразно производить с обильным охлаждением зоны упрочнения, например, мащинным маслом. Инструментом могут быть обработаны прямозубые колеса с шириной зубчатого венца В (10 ... 12)т, где m модель зубьев детали, количество которых составляет около 75% всех прямозу.фых колес, применяега.х в промышленности. Применение предложенного коничес-; кого червячного обкатника по сравнению с прототипом позволяет упростить кинематику и увеличить производитель ность упрочнения, а также дает воз.можность обрабатывать зубчатые колеса с продольной модификацией зубьев - зубчатые колеса с бочкообразньтми зубьями Формула изобретения Конический червячный обкатник, выполненный в виде двух соосных конических секций, разделенных мерной шайбой и установленных на шпинделе меньшими основаниями друг к другу, на витках которых выполнены спирально-винтовые упрочняющие ленточки , отличающийся тем, что, с целью обеспечения возможности обработки зубчатых колес с продольной модификацией зубьев, а именно зубчатых колес с бочкообразными зубьями, угол при вершине конических секций выполнен равным или большим в пределах- Б удвоенного угла профиля витков обкатника. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 795678, кл. В 21 Н 5/00, 1979. 2. Авторское свидетельство СССР по заявке № 2836116/25-27, кл. В 21 Н 5/00,.1980 (ПРОТОТИП).
