м
Изобретение относится к обработке металлов лавпением и может быть использовано для упрочнения методом поверхностного пп 1стического деформирования (ППД) рабочих поверхностей зубьев цитшдричесч ких зубчатых колес, преимущественно с эвоиьвентным профилем зубьев.
По основному авт. св. № 82928О известен червячный обкатник, имеющий дефо| лфующие боковые поверхности, выпейненные в виде непрерывных спиральновинтовых леигочек 1 .
Существенным недостатком Известного червячного обкатника является производительность обработки..
Цепь изобретения - увеличение производительности обработки.
Поставленная цель достигается тем, что червячный обкатник вьшопнен по меньшей мере с одной дополшггёльной спирально-винтовой ленточкой с одной или с кал&дой боковой стороны. Это позволяет Использовать червячный обкатник до износа спирально-винтовой упрочняющей ленточки, а после этого путем осевсяО переметения инструмента, осуществляемого механизмом осевых передвижек зубофрезерного станка, ввести в работу новую спиральновинтовую упрочняющую ленточку, затем аце одк1у и т.д. до износа всех упрочняющих ленточек. После износа всех спнраньно-винтовых упрочняющих ленточек инструмент перешлифовывают и используют снава в том же порядке. Увеличение производатепьностя обработки при этом достигается за счет резкого уменьшения затрат вспсллогателоьного времени,связанных со съ&лоил со станка изношенного инструмента, установки его для перешлифовки изношенных поверхностей, повторной установки на зубофрезерный станок и т.д.
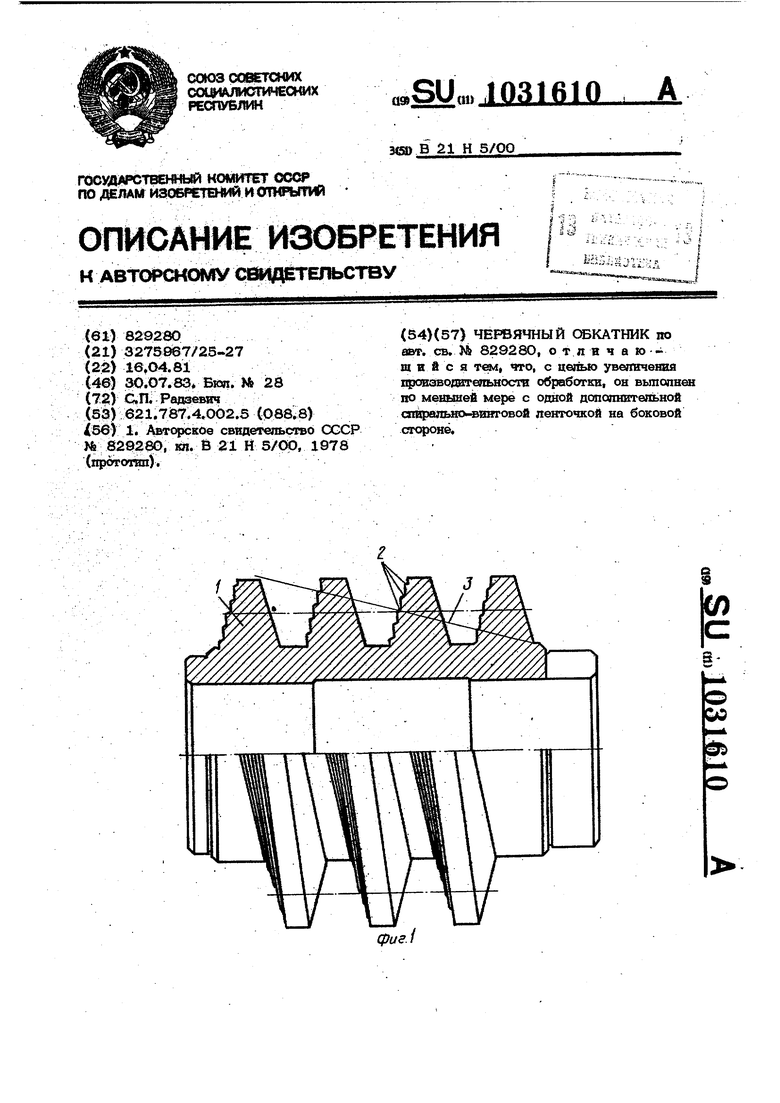
Па фиг, 1 показан червячный обкатник} на фиг. 2 - профяоть сечения его витков в увелкченном масштабе.
6102
Червячный обкатник 1 вьтопнен в виде 1Шлиндрического червяка , на одной или на каждой стороне профиля витков которого расположено несколько (два или более) спи- t рально-виктовых ленточек 2, Каждая спирально-винтовая упрочняющая ленточка 2 имеет ширкну Н и проходит под заборным углом Ч к профилю витка через спиральновинтовую калибрующую крсадку, образована пересечением боковых поверхностей витков инструмента 1 поверхностью врашения вокруг его оси прямой линии 3, нормальной боковой стороне профиля вигков инструмента и совпадающей в процессе обработки с линией станочного зацепления. На профиле витков имеются спирально-винтовые калибрующие ленточки шириной В, также проходящие через спиралыюы/еятавые калибрующие кромки. Для одновременной обработки противоположных сторон профиля зубьев детали спирально-винтовые упрочняющие ленточки могут быть вьтопненьт на сторонах профиля витков инструмшгга.
Упрочнение зубчатых колес червячным обкатником производится на зубофрезерном станке при согласованном вращении в станочном зацеплении инструмента и детали вокруг своих осей и перемещении их друг относительно друга в осевом нагфавлении детали. При износе одной спи- . {: ально-винтовой упрочняющей ленточки Ч1 вячный обкатник передвигают в его осеком направлении механизмом осевых передвижек станка и вводят в работу новую слирально-винговую упрочняющую ленточку, после чего обработка зубчатых колес продогокается в том же порядке. После износа всех спирально-винтовых упрочняющих ленточек червячный обкатник перешлифовывают и используют снова.
По сравнению с базовым объектом, в качестве которого принят прототип, червячный обкатник позволяет увеличить производитепьность обработки.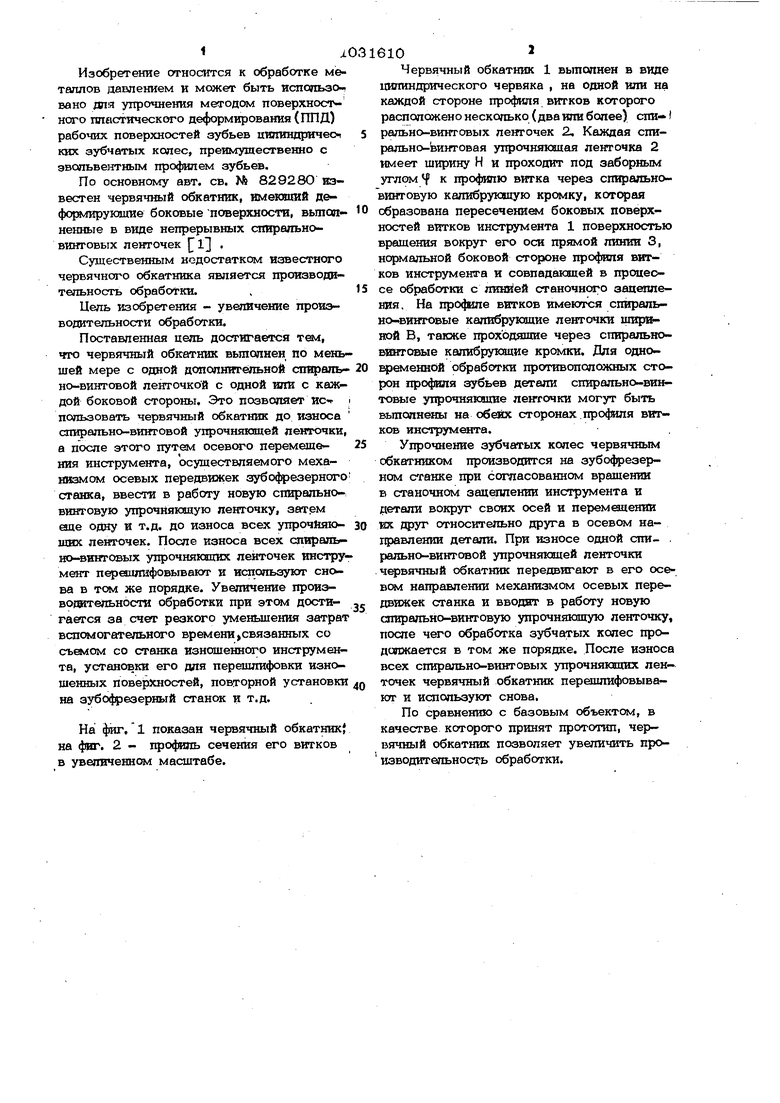
| название | год | авторы | номер документа |
|---|---|---|---|
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1983 |
|
SU1174139A1 |
| Конический червячный обкатник | 1980 |
|
SU980905A1 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Червячный обкатник | 1979 |
|
SU795677A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU969395A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU1055578A1 |
ЧЕРВЯЧНЫЙ СЖКАТНИК по авт, ев, N 629280, от л и ч а ю ш к и с я т®л, что, G цепьвэ увеличения провзвосшБтепьноств обртботки, он вьтопнен по меньшей мере с одной допошаггепьной епЕ впывэ-ФИнговой ленточкой на боковой сягоронё.