-к1
90
сд
со
4: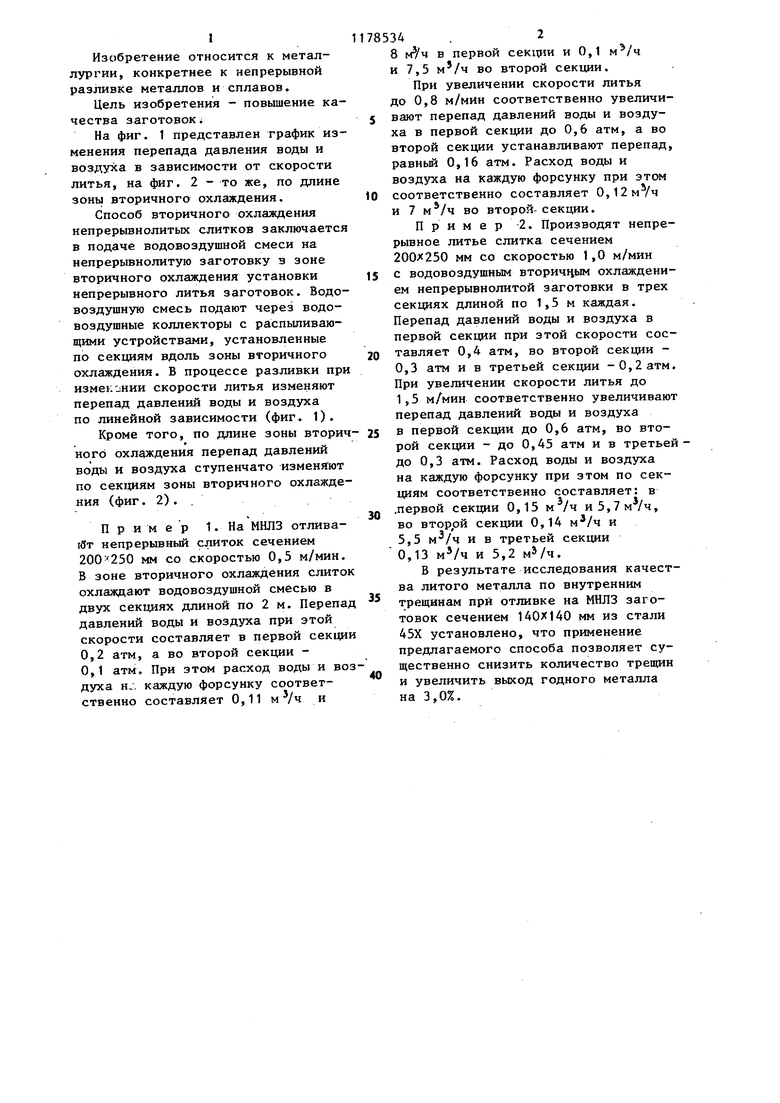
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ водовоздушного охлаждения заготовок на криволинейной машине непрерывного литья | 1990 |
|
SU1752497A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СИСТЕМА ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК ВОДОВОЗДУШНОЙ СМЕСЬЮ | 1984 |
|
RU1249780C |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| Система водовоздушного охлаждения машины непрерывного литья сортовых заготовок криволинейного типа | 1987 |
|
SU1447550A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2436654C1 |
| Способ вторичного охлаждения при непрерывной разливке металлов | 1986 |
|
SU1556810A1 |
СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК, 4Я 2,0 включающий подачу водовоздушной смеси в зоне вторичного охлаждения на формирующуюся заготовку.с регулированием расходов охладителя, и изменением доли воды в водовоздушной смеси,, отличающийся тем, что, с целью повьшения качества заготовок, при изменении скорости литья изменяют перепад давлений воды и воздуха по линейной зависимости, причем с увеличением скорости литья с 0,5 до 1,5 м/мин перепад, давлений увеличивают в пределах от 0,1 до 0,6 атму а по длине зоны вторичного охлаждения ступенчато снижают от 0,6 до 0,1 атм, сохраняя величину его постоянной в каждой секции.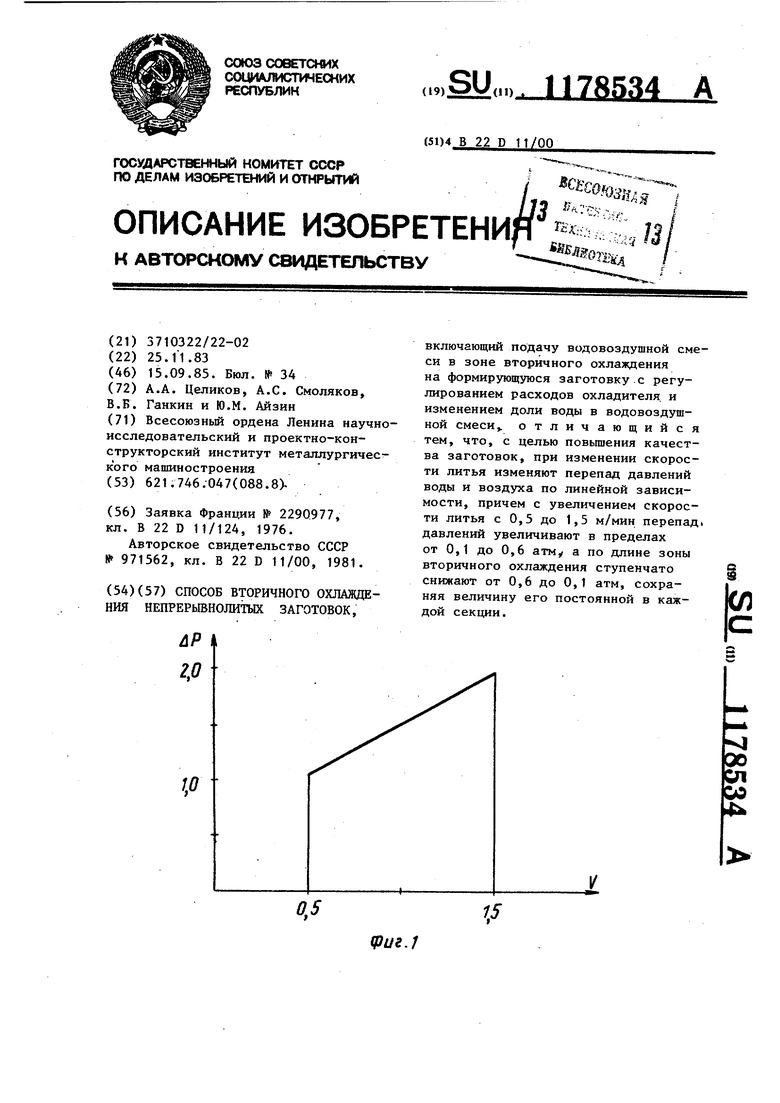
OS
15
дзиг.1
1
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов и сплавов.
Цель изобретения - повышение качества заготовок;
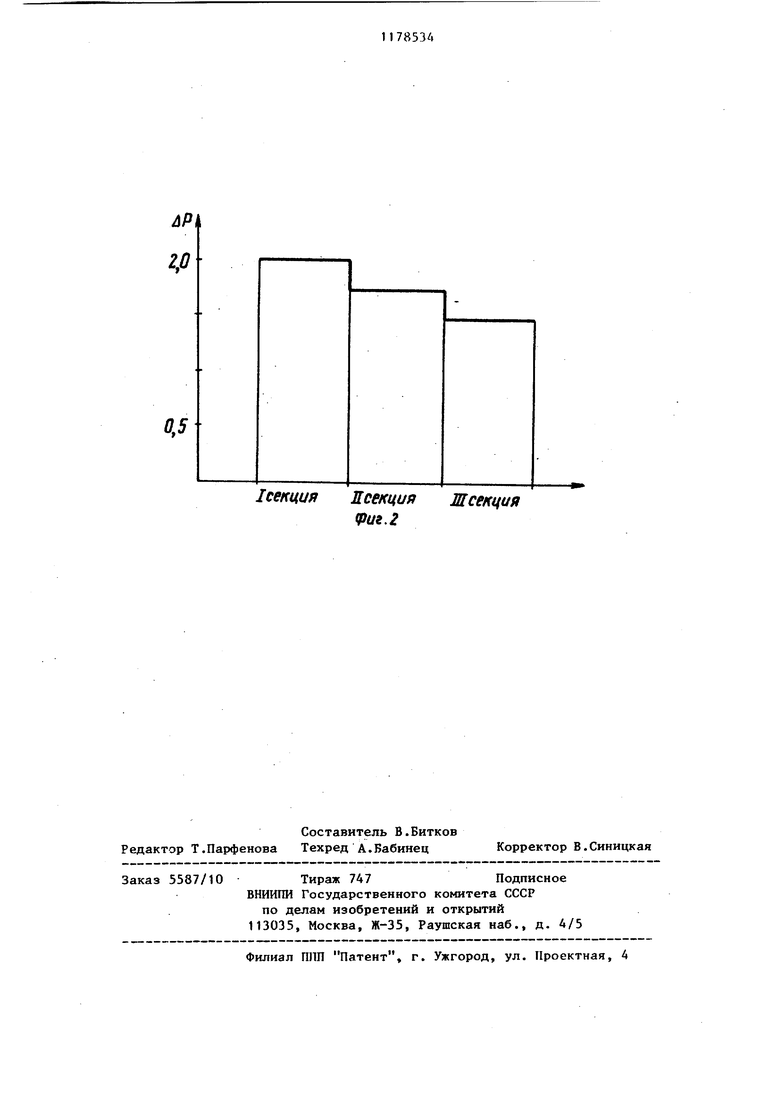
На фиг. 1 представлен трафик изменения перепада давления воды и воздуха в зависимости от скорости литья, на фиг. 2 - то же, по длине зоны вторичного охлаждения.
Способ вторичного охлаждения непрерывнолитых слитков заключается в подаче водовоздушной смеси на непрерывнолитую заготовку в зоне вторичного охлаждения установки непрерывного литья заготовок. Водовоздушную смесь подают через водовоздушные коллекторы с распыливающими устройствами, установленные по секциям вдоль зоны вторичного охлаждения. В процессе разливки при измен-;нии скорости литья изменяют перепад давлений воды и воздуха по линейной зависимости (фиг. 1).
Кроме того, по длине зоны вторичного охлаждения перепад давлений воды и воздуха ступенчато изменяют по секциям зоны вторичного охлаждения (фиг. 2). .
Пример 1. На МНЛЗ отливаiSr непрерывный слиток сечением 200-250 мм со скоростью 0,5 м/мин. В зоне вторичного охлаждения слиток охлаждают водовоздушной смесью в двух секциях длиной по 2 м. Перепад давлений воды и воздуха при этой скорости составляет в первой секции 0,2 атм, а во второй секции 0,1 атм. При зтом расход воды и воздуха HJ. каждую форсунку соответственно составляет 0,11 м ч и
8 м/ч в первой сек1щи и 0,1 и 7,5 м/ч во второй секции.
При увеличении скорости литья до 0,8 м/мИн соответственно увеличивают перепад давлений воды и воздуха в первой секции до 0,6 атм, а во второй секции устанавливают перепад, равньй 0,16 атм. Расход воды и воздуха на каждую форсунку при этом
0 соответственно составляет 0, и 7 во BTopoii- секции.
Пример 2. Производят непрерывное литье слитка сечением 200X250 мм со скоростью 1,0 м/мин
5 с водовоздушным вторичным охлаждением непрерывнолитой заготовки в трех секциях длиной по 1,5 м каждая. Перепад давлений воды и воздуха в первой секции при зтой скорости составляет 0,4 атм, во второй секции 0,3 атм и в третьей секции -0,2 атм. При увеличении скорости литья до 1,5 м/мин соответственно увеличивают перепад давлений воды и воздуха
5 в первой секции до 0,6 атм, во второй секции - до 0,45 атм и в третьей до 0,3 атм. Расход воды и воздуха на каждую форсунку при зтом по секциям соответственно составляет: в
Q .первой секции 0,15 м /ч и5,, во второй секции 0,14 и 5,5 и в третьей секции 0,13 м/ч и 5,2 .
В результате исследования качества литого металла по внутренним
трещинам при отливке на МНЛЗ заготовок сечением 140X140 мм из стали 45Х установлено, что применение предлагаемого способа позволяет существенно снизить количество трещин и увеличить выход годного металла на 3,0%.
АР
г.о
Хсекция Жсекция Шсекция ui,2
| СПОСОБ ОЧИСТКИ ВОДНЫХ СТОКОВ, ПОЧВЫ И СЫПУЧИХ МАТЕРИАЛОВ ОТ ТОКСИЧНЫХ ВЕЩЕСТВ И МИКРООРГАНИЗМОВ | 2004 |
|
RU2290977C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ непрерывной разливки металлов | 1981 |
|
SU971562A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
