Предлагаемое изобретение относится к области черной металлургии, в частности к непрерывной разливке.
Целью предлагаемого изобретения является повышение стойкости роликов при гарантированном обеспечении качества слитка.
В подавляющем большинстве современных МНЛЗ оболочка слитка, выходящего из кристаллизатора, поддерживается системой роликов. Ролики работают в тяжелых условиях, контактируя с раскаленной поверхностью непрерывного слитка. Ресурс роликов невелик и в значительной мере определяется наружным охлаждением за счет попадания на них части воды, распыляемой форсунками системы вторичного охлаждения. По мере внедрения в практику непрерывной разливки трещиночувствительных марок стали происходит переход к мягким режимам вторичного охлаждения, характеризующимся уменьшением расхода воды на форсунки и даже отключением отдельных зон. Подобные тенденции отрицательно сказываются на ресурсе роликов.
Известен способ непрерывной разливки [1], согласно которому при скорости разливки более 0,2 от рабочей охлаждают водовоздушной смесью как слиток, так и бочки роликов. Факел формируется при истечении водовоздушной смеси из форсунки через два сопла. При снижении скорости разливки ниже указанного уровня расход воздуха уменьшают до 0,1-0,2 от рабочего, факел распадается на две струи, которые охлаждают только бочки роликов.
Как вторичное охлаждение отливаемой заготовки, так и охлаждение роликов производится при этом одними и теми же форсунками.
Отсутствие в данном случае специализированных форсунок, предназначенных только для охлаждения роликов, не позволяет раздельно регулировать интенсивность охлаждения роликов и слитка, что необоснованно сокращает возможности управления разливкой. Кроме того, из сопла неспециализированной форсунки, способной направлять факел на слиток, определенное количество воды попадает на слиток при любых режимах работы, что приводит к образованию трещин на слитке.
Наиболее близок к предлагаемому способ охлаждения непрерывного слитка, при котором охладитель подают двумя противоположно направленными факелами вдоль продольной оси слитка [2], реализованный в двух вариантах - подача охладителя под углом α=1-45° к его поверхности и параллельно поверхности слитка. Авторы [2] рекомендуют первый вариант для относительно жесткого режима вторичного охлаждения, а второй вариант - для мягкого режима при разливке трещиночувствительных сталей, когда охладитель должен попадать только на ролики, но не на слиток.
Существенное преимущество способа охлаждения роликов [2] по сравнению с [1] в том, что способ [2] предполагает использование (но только в отдельных зонах МНЛЗ) специализированных форсунок, охлаждающих только ролики при реализации второго варианта.
Однако при применении наружного охлаждения расположенных над слитком роликов на криволинейных, радиальных, наклонных и горизонтальных МНЛЗ даже второй вариант данного способа охлаждения не способен исключить попадание капель охладителя на слиток под действием силы тяжести, поскольку факел находится непосредственно над слитком.
Кроме того, способ [2] не предусматривает изменений интенсивности охлаждения роликов при замедлении скорости разливки, в то время как именно в переходных режимах при низких скоростях разливки в роликах имеет место наибольшая интенсивность термоциклирования и наибольшие градиенты температуры.
Также [2] не дает данных о необходимых и достаточных для охлаждения роликов размерах факелов форсунок, хотя при малых размерах факела излишне локализованное охлаждение усиливает изгибающие напряжения в ролике, а излишне большие размеры факела приводят к необоснованному расходованию охлаждающих сред.
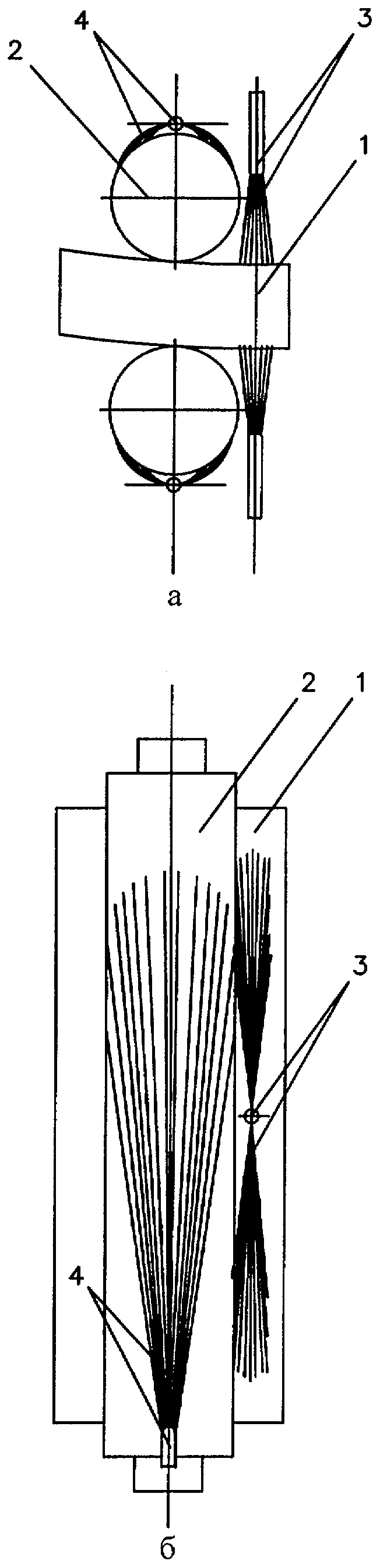
В данном изобретении предлагается способ охлаждения непрерывного слитка и роликов, при котором используются специализированные форсунки, работа которых никак не связана с работой форсунок вторичного охлаждения. При наружном охлаждении роликов предложенный способ дополнительно осуществляет вторичное охлаждение слитка путем контакта его с охлажденной поверхностью ролика. Факел охладителя направляют на бочку расположенного над слитком ролика вдоль образующей (см. чертеж), а на бочку расположенного под слитком ролика охладитель подают плоским факелом, плоскость которого проходит через образующую бочки ролика.
Факелам охладителя, охлаждающим расположенные над слитком ролики МНЛЗ, необходим наклон к образующей ролика в пределах 1-15°. Наклон менее 1° ведет к увеличению дальнобойности факела, сопровождающемуся выносом части охладителя за пределы ролика, при наклоне более 15° теряется дальнобойность факела и охладитель перестает попадать на наиболее нагретую центральную часть бочки ролика.
Плоский факел, охлаждающий расположенный над слитком ролик, имеет такой угол раскрытия, чтобы ширина факела в его конечной точке составляла 0,2-0,8 диаметра ролика. При факеле с шириной менее 0,2 диаметра ролика охлаждение носит локальный характер. В этом случае поверхность ролика при его вращении подвергается резким теплосменам, что приводит к его растрескиванию. Ширина факела более 0,8 диаметра ролика приводит к неполному прилипанию факела, попаданию части воды на слиток и образованию трещин.
Ширина пятна орошения факела, охлаждающего расположенный под слитком ролик, составляет 0,4-1,0 длины бочки. При ширине пятна орошения менее 0,4 длины бочки охлаждение носит локальный характер, изгибающие напряжения в ролике усиливаются и ресурс ролика сокращается. Факел с пятном орошения шире бочки ролика (т.е. более 1,0 длины) приводит к нецелесообразному расходованию охладителя.
При пуске МНЛЗ подача охладителя на расположенные над слитком ролики не может быть начата одновременно с началом вытягивания слитка. Вода, поданная на холодный ролик, стекает на слиток, что приводит к образованию трещин. Поэтому охлаждение расположенного над слитком ролика следует начинать не сразу после прохождения головной части слитка данного ролика, а с паузой продолжительностью 0,5-1,1 времени полного затвердевания слитка. При продолжительности паузы менее 0,5 времени полного затвердевания верхняя часть ролика не достигает температуры кипения воды, в результате испарения на ролике не происходит и вода стекает на слиток. При продолжительности паузы более 1,1 времени полного затвердевания ролик успевает чрезмерно разогреться и подача охладителя приводит к тепловому удару и снижению ресурса ролика.
Даже при минимальных расходах возможно накопление охладителя на поверхности слитка. Применение пульсирующего охлаждения является целесообразным для особо трещиночувствительных марок сталей. Оно может быть осуществлено путем снижения расхода меньше минимального значения, обеспечивающего устойчивое истечение; в таком режиме в коллекторе, подводящем охладитель, наблюдаются автоколебания, обеспечивающие пульсацию расхода.
Подачу охладителя на расположенный под слитком ролик следует начинать непосредственно с началом вытягивания непрерывного слитка.
При остановке или замедлении вытягивания слитка прилегающая к его поверхности часть ролика испытывает растягивающие напряжения, а противоположная часть - сжимающие. В результате наблюдается термический изгиб роликов, также приводящий к их преждевременному выходу из строя. Наружное охлаждение роликов способно лишь усугубить эту ситуацию, поэтому при остановке разливки его следует выключать. Наружное охлаждение роликов должно быть прекращено при снижении скорости разливки до 0,4 от рабочей. При использовании наружного охлаждения на скорости ниже 0,4 рабочей наблюдается усиление термического изгиба роликов, приводящее к их растрескиванию.
В условиях отключения вторичного охлаждения на секциях МНЛЗ, оборудованных системой наружного охлаждения роликов, охлаждение непрерывного слитка происходит за счет контакта с охлажденной поверхностью ролика. При этом обеспечивается интенсивность охлаждения меньше, чем при минимально возможной интенсивности работы форсунок вторичного охлаждения, и исключается попадание воды на ребра слитка, что предотвращает образование трещин.
Технический результат предлагаемого изобретения - повышение ресурса роликов без увеличения пораженности слитка трещинами.
Способ охлаждения непрерывного слитка и роликов МНЛЗ реализуется следующим образом.
Пример 1. Сталь ст3 разливали в слябы сечением 250×1850 мм со скоростью 1,1 м/мин, время полного затвердевания составило 25 мин. Длина бочки ролика 2000 мм, диаметр 500 мм.
Вторичное охлаждение осуществлялось при среднем расходе воды 0,25 м3/ч на форсунку, давление распыляемого воздуха 2 атм.
Наружное охлаждение осуществлялось при среднем расходе воды 0,2 м3/ч на форсунку, давление распыляемого воздуха 2 атм.
Наружное охлаждение расположенных над слитком роликов осуществлялось форсунками, оси которых направлены вдоль образующих бочек над верхней точкой ролика под углом 7° к образующей. Ширина пятна орошения форсунок составляет 400 мм. Охлаждение расположенных под слитком роликов осуществляли форсунками, оси которых направлены нормально к образующим бочек, а ширина пятна орошения составила 1400 мм.
При пуске МНЛЗ форсунки расположенных над слитком роликов включали по истечении 16 мин после прохождения головной частью слитка под роликом, охлаждаемым данной форсункой. При снижении скорости разливки ниже 0,5 м/мин наружное охлаждение роликов отключали.
Средний ресурс роликов увеличен на 22%, доля отсортировки слябов по трещинам не изменилась.
Пример 2. Сталь марки 30ХГСА разливали в слябы сечением 200×1600 мм со скоростью 0,8 м/мин, время полного затвердевания составило 16 мин. Длина бочки ролика 1800 мм, диаметр 380 мм.
Вторичное охлаждение осуществлялось при среднем расходе воды 0,20 м3/ч на форсунку, давление распыляемого воздуха 2 атм.
Наружное охлаждение осуществлялось при среднем расходе воды 0,18 м3/ч на форсунку, давление распыляемого воздуха 2 атм.
Наружное охлаждение расположенных над слитком роликов осуществлялось форсунками, оси которых направлены вдоль образующих бочек над верхней точкой ролика под углом 10° к образующей. Ширина пятна орошения форсунок, расположенных над слитком роликов, составила 250 мм. Охлаждение расположенных под слитком роликов осуществляли форсунками, оси которых направлены нормально к образующим бочек, а ширина пятна орошения составила 1200 мм.
При пуске МНЛЗ форсунки расположенных над слитком роликов включали по истечении 18 мин после прохождения головной частью слитка под роликом, охлаждаемым данной форсункой. При снижении скорости разливки ниже 0,4 м/мин наружное охлаждение роликов отключали.
Средний ресурс роликов увеличен на 27%, доля отсортировки слябов по трещинам не изменилась.
Пример 3. Сталь марки 17ГС разливали в слябы сечением 200×1400 мм со скоростью 0,8 м/мин, время полного затвердевания составляет 16 мин. Длина бочки ролика 1850 мм, диаметр 400 мм.
Вторичное охлаждение осуществлялось при среднем расходе воды 0,16 м3/ч на форсунку, давление распыляемого воздуха 2 атм.
Наружное охлаждение осуществлялось при среднем расходе воды 0,16 м3/ч на форсунку, давление распыляемого воздуха 2 атм.
Наружное охлаждение расположенных над слитком роликов осуществлялось форсунками, оси которых направлены вдоль образующих бочек над верхней точкой ролика под углом 5° к образующей. Ширина пятна орошения форсунок, расположенных над слитком роликов, составила 320 мм. Охлаждение расположенных под слитком роликов осуществляли форсунками, оси которых направлены нормально к образующим бочек, а ширина пятна орошения составила 1150 мм.
При пуске МНЛЗ форсунки расположенных над слитком роликов включали по истечении 14 мин после прохождения головной частью слитка под роликом, охлаждаемым данной форсункой. При снижении скорости разливки ниже 0,6 м/мин наружное охлаждение роликов отключали.
Средний ресурс роликов увеличен на 24%, доля отсортировки слябов по трещинам не изменилась.
Охладитель подают при скорости разливки более 0,4 от рабочей непосредственно на ролики.
На чертеже приведен предлагаемый способ подачи охладителя на ролик и приведены обозначения: 1 - слиток; 2 - ролик; 3 - форсунка и факел вторичного охлаждения; 4 - форсунка и факел охлаждения ролика; 5 - рама роликовой секции (на виде сверху не показана).
Источники информации
1. А.с. SU 1513721 А1, 28.09.87. Ю.Е.Кан, В.И.Лебедев, Ю.М.Айзин, О.Н.Ермаков, В.М.Жарков, В.П.Нехаев, М.Н.Анюхин. Способ непрерывной разливки металлов.
2. А.с. SU 1168324 А, 06.07.83. А.А.Целиков, А.С.Смоляков, Ю.М.Айзин, В.Б.Ганкин, В.Е.Рудоман. Способ охлаждения непрерывного слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033299C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2481919C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
Предлагаемое изобретение относится к черной металлургии, в частности к непрерывной разливке. В способе форсунки охлаждения роликов не связаны с работой форсунок вторичного охлаждения слитка. Подачу охладителя на ролики, расположенные над слитком, начинают по истечении 0,5-1,1 времени полного затвердевания слитка после прохождения головной частью слитка под роликом. Охлаждение роликов, расположенных под слитком, начинают непосредственно с началом вытягивания непрерывного слитка. При остановке или при снижении скорости разливки до 0,4 от рабочей наружное охлаждение роликов прекращают. На ролики, расположенные над слитком, охладитель подают вдоль бочки ролика под углом 1-15° к образующей. Ширина пятна орошения составляет 0,4-0,8 диаметра ролика. На ролики, расположенные под слитком, охладитель подают плоскими факелами, плоскости которых проходят через образующие бочки роликов. Ширина пятна орошения составляет 0,4-1,0 длины бочки ролика. Обеспечивается повышение стойкости роликов и снижение трещин в слитке. 1 з.п. ф-лы, 1 ил.
1. Способ наружного охлаждения роликов машин непрерывного литья заготовок и непрерывного слитка, включающий подачу охладителя на поверхность роликов и слитка, отличающийся тем, что охладитель подают непосредственно на ролики при скорости разливки более 0,4 от рабочей, причем на ролики, расположенные над слитком, охладитель направляют на бочки роликов вдоль образующей бочки в верхней точке ролика под углом 1-15° к образующей, при этом ширина пятна орошения составляет 0,4-0,8 диаметра ролика, и охлаждение начинают по истечении 0,5-1,1 времени полного затвердевания слитка после прохождения под роликом головной части слитка, а на ролики, расположенные под слитком, охладитель подают плоскими факелами, плоскости которых проходят через образующие бочки роликов, при этом ширина пятна орошения составляет 0,4-1,0 длины бочки ролика и охлаждение начинают одновременно с началом вытягивания слитка.
2. Способ по п.1, отличающийся тем, что охлаждение роликов, расположенных над слитком, осуществляют пульсирующим потоком охладителя.
| Способ охлаждения непрерывно-литого слитка (его варианты) | 1983 |
|
SU1168324A1 |
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| Способ непрерывной разливки металла | 1978 |
|
SU789217A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

