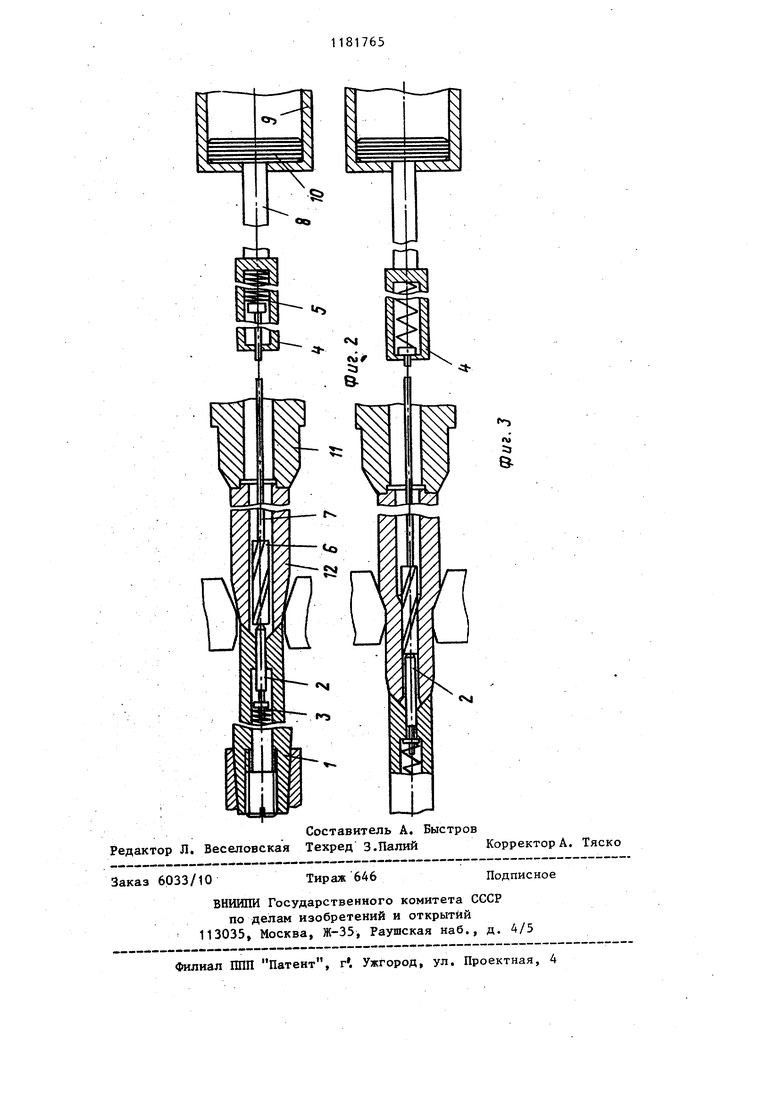
Изобретение относится к машиностроению,в частности к производству/ стволов спортивно-охотничьего оружия Целью изобретения является снижение трудоемкости и расширение диапазона типоразмеров получаемых изделий путем оптимизации схемы обработки цилиндрического и конического участков. На фиг, 1 представлено исходное положение инструментов и механизмов после загрузки заготовки; на фиг. 2 позиция, соответствующая началу обработки первого дульного сужения; на фиг. 3 - позиция, соответствующая окончанию обработки участка дульного сужения и началу обработки его второго участка. Устройство для осуществления способа состоит из подпорного 1, имеющего регулируемый упор 2, опирающийся на пружину 3, переходника 4 с упругим элементом 5, с помощью которого конусная оправка 6 на тяге 7 соединена со штоком 8 механизма выдвижения, включающего гидроцилиндр 9 и поршень 10, и поводкового центра 11. Размеры пружины 3 и упругого элемента 5 должны быть такими, чтобы после поджатия в начальный момент усилия их были равными. Оправка 6 выполнена с конусностью, большей конусного участка дульного сужения на величину вытяжки заготовки 12, зависящей от степени деформации. Заготовку 12 ствола перед началом обработки зажимают между подпорным 1 и поводковым 11 центрами радиально-обжимной машины. Упор 2 на подпорном центре под действием пружины 3 в этот момент находится в крайнем правом положении и гладкий конец упора 2 входит в канал заготовки 12 на величину обрезаемой прибыли (диаметр гладкого конца упора меньше диаметра дульного сужения на 1,0 мм. Затем оправку 6 вводят в канал заготовки 12 до упот. ра 2, при этом пружина 3 и упругий элемент 6 сжимаются под действием механизма вьщвижения оправки. Поршен 10 со штоком 8 гидродилиндра 9 занимают крайнее левое положение и сохра няют его до конца обработки всего ствола, а упругий элемент 5 аккумули рует энергию для перемещения оправки на участке обработки дульного сужени Величина хода упругого элемента срответствует длине дульного сужения и должна быть не меньше величины очага деформации. Крайнее левое положение конусной оправки 6 при ее перемещении определяет размер основной части канала ствола и регулируется длиной тяги 7. При изготовлении дульного сужения, состоящего из двух сопрягающихся конических участков, пружина 3 воздействует на упор 2 усилием, равным усилию, развиваемому упругим элементом 5. Во время радиального обжатия заготовка 12 под действием поводкового центра 11 продвигается через зону деформации и перемещает подпорный центр 1 влево. В результате этого перемещения усилие пружины 3 на упор 2 уменьшается. Конусная оправка 6 под действием упругого элемента 5 и за счет уменьшения усилия пружины 3 перемещается влево со скоростью, прямо пропорциональной скорости подачи з.аготовки и определяемой зависимостью ОПр VH где ig заданн.ая конусность на данном участке дульного сужения; конусность оправки; скорость подачи заготовки. Перемещение оправки уменьшает энергию и усилие упругого элемента 5 с меньшей скоростью, чем пружины 3, Соотношение между скоростями изменения усилий пружины 3 и упругого элемента 5 равно коэффициенту удлинения детали от обжатия. К началу второго конусного участка дульного сужения упор 2 перемещается в крайнее правое положение и вследствие непрекращающегося движения заготовки 12 разобщается с оправкой 6. С этого момента оправка перемещается вместе с заготовкой, образуя второй конусный участок. Величина этого перемещения и, соответственно, длина второго участка дульного сужения устанавливаются и равны ходу упругого элемента 5 в переходнике 4. В данном случае скорость перемещения оправки на первом участке меньше скоррсти перемещения ее на втором участке. В случае же изготовления дульного сужения, состоящего из первого ци3линдрического и следующего коничес кого участков, регулируют усилие пружины 3, поджимая ее винтом 13 (установленное усилие больше усили упругого элемента 5 в 1,5-2,0 раза Во время радиального обжатия перво участка дульного сужения при таком соотношении усилий упор 2 под дейс вием пружины 3 не перемещается и ortpasKa 6 находится в исходном пол жении до тех пор, пока упор не зай мет свое крайнее правое положение в подпорном центре 1, т.е. скорост ее перемещения равна нулю. После этого упор начинает двигаться с центром, отрываясь от оправки. Обжатие конусного участка происход аналогично обжатию при изготовлени дульного сужения по первому вариан П р и м е р. Нарезной ствол калибра 4,5 мм целевой пневматическо винтовки МП-69-1. Ниже приведены основные парамет и характеристика конструктивных эл ментов. Конусная оправка (12 нарезов) Конусность0,03 Степень деформации заготовки, %40 Коэффициент удлинения детали (Л) 1,66 Заготовка ствола Длина заходной части, мм15 Длина обрезаемой прибыли, мм. , 20 Диаметр отверстия, мм6 Пружина упора оправки (сталь 65Г, 35 витков) Диаметр проволоки, мм1 65 Диаметр пружины, мм9 /утина в свободном состоянии, мм 100 Длина в сжатом состоянии, мм 45 Упор оправки Свободный ход 35 Вылет из подпорного центра18 Упругий злемент (сталь 65Г, 45 витков) Диаметр проволоки, мм1 Диаметр пружины, мм9 Длина в свободном состоянии, мм 1 Ход пружины, мм 60 Полученный ствол имеет канал с размерами по полям 4,48 мм, по нарезам 4,62 мм. Дульное сужение (на 0,05 мм по отношению к основному каналу) состоит из двух участков: цилиндрического длиной 5-6 мм и конического длиной 15-16 мм. Применение конусной, а не профильной оправки позволяет при необходимости изменять размеры дульного сужения, т.е. увеличивать или уменьшать диаметр и длину. Это достигается изменением начального положения оп- . равки за счет установки большего или меньшего вылета упора 2 из подпорного центра. Таким образом, способ и устройство для его осуществления позволяют получать канал ствола малокалиберного оружия с дульным сужением в виде двух сопрягающихся конических или цилиндрического и конического участка с регулировкой их размеров без изменения оправки.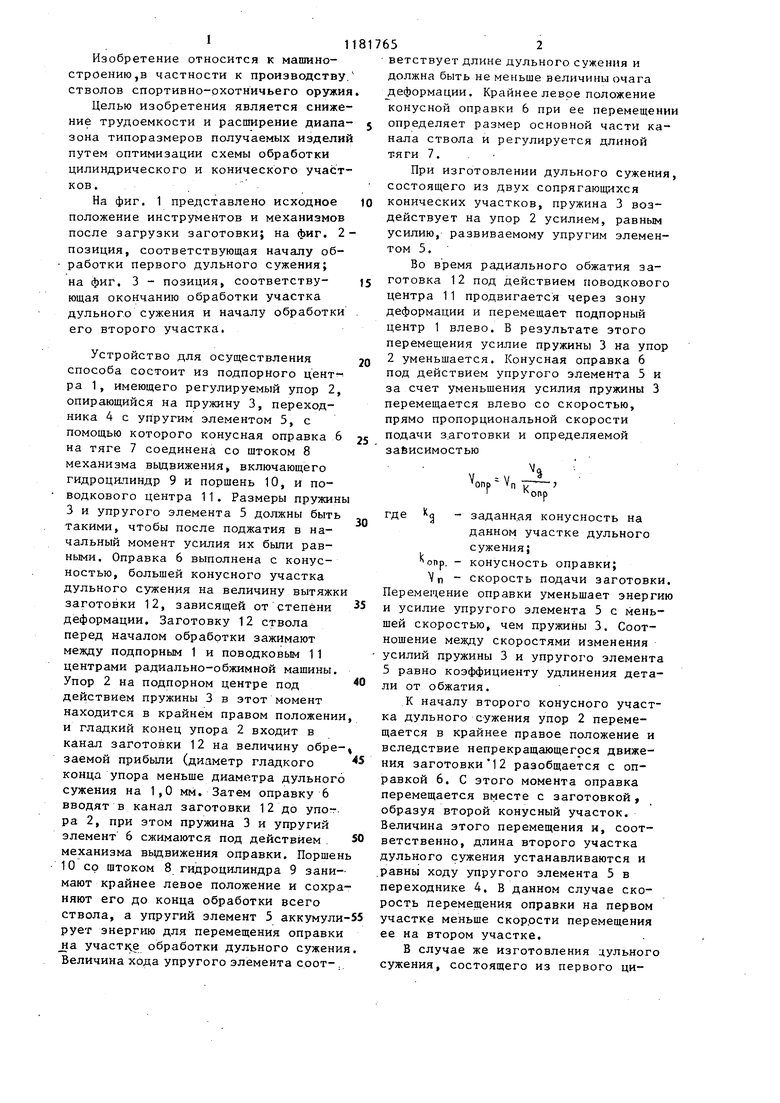
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нарезных каналов стволов спортивно-охотничьего оружия и устройство для его осуществления | 1990 |
|
SU1752474A1 |
| Способ изготовления ствола | 2017 |
|
RU2676936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2493932C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2013 |
|
RU2532797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2586726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2015 |
|
RU2591824C1 |
| Способ анодно-гидравлической обработки внутренних поверхностей | 1979 |
|
SU891301A1 |
| Поводковый центр радиально-обжимной машины (РОМ) | 2016 |
|
RU2657952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2017 |
|
RU2652924C1 |
1. Способ Изготовления каналов стволов спортивно-охотничьего оружия путем радиального обжатия полой заготовки на оправке, перемещаемой относительно заготовки, отличающийся тем, что, с целью снижения трудоемкости и расширения диапазона типоразмеров получаемых изделий, перемещение оправки относительно заготовки производят со скоростью, определяемой по зависимости сп ны ре пе по щ сн по а на уо.и«а« onpV -r при к опр ) г КОПР I скорость перемещения оправки; скорость подачи заготовки: заданная максимальная конусность участка канала; конусность оправки; Л - коэффициент удлинения детали. 2. Устройство для осуществления особа по п. 1, содержащее подпорй центр, оправку, соединенную посдством тяги с приводом ее осевого ремещения, а также радиально расложенные бойки, отличаюееся тем, что подпорный центр абжен подпружиненным упором, тяга дпружинена в осевом направлении, оправка выполнена с конической ружной поверхностью.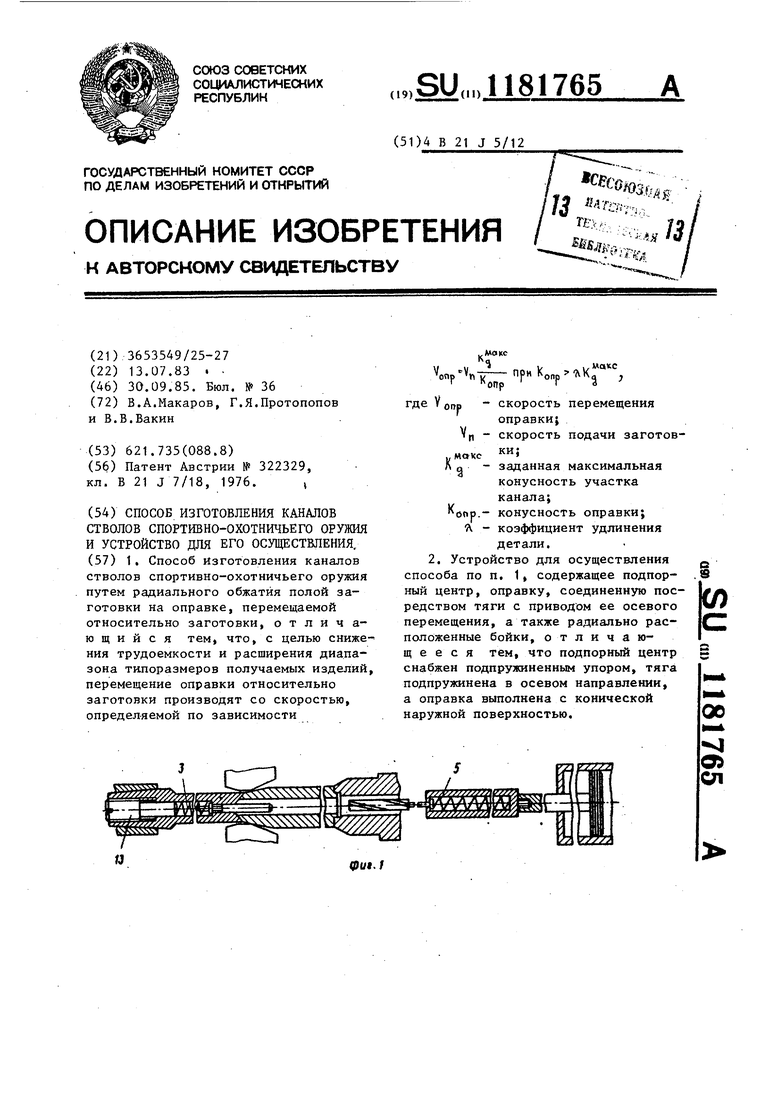
| СПОСОБ ПОЛУЧЕНИЯ ?ЯС-(ДИАЛКИЛКАРБАМОИЛ)ФОСФИТОВУГЛЕВОДОВ | 0 |
|
SU322329A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
