1 .
Изобретение относится к строительству трубопроводов большого диаметра, касается соединения раструбных труб, выполняемрго запрессовкой в раструб уплотняемого материала, например пенькового шнура, с последующей заливкой самотвердеющей массой и предназначается для устройств, механизирующих заделку сты-ков раструбных труб.
Цель изобретения - повьшение эффективности опрессовки и обеспечение низких опрессовочных давлений.
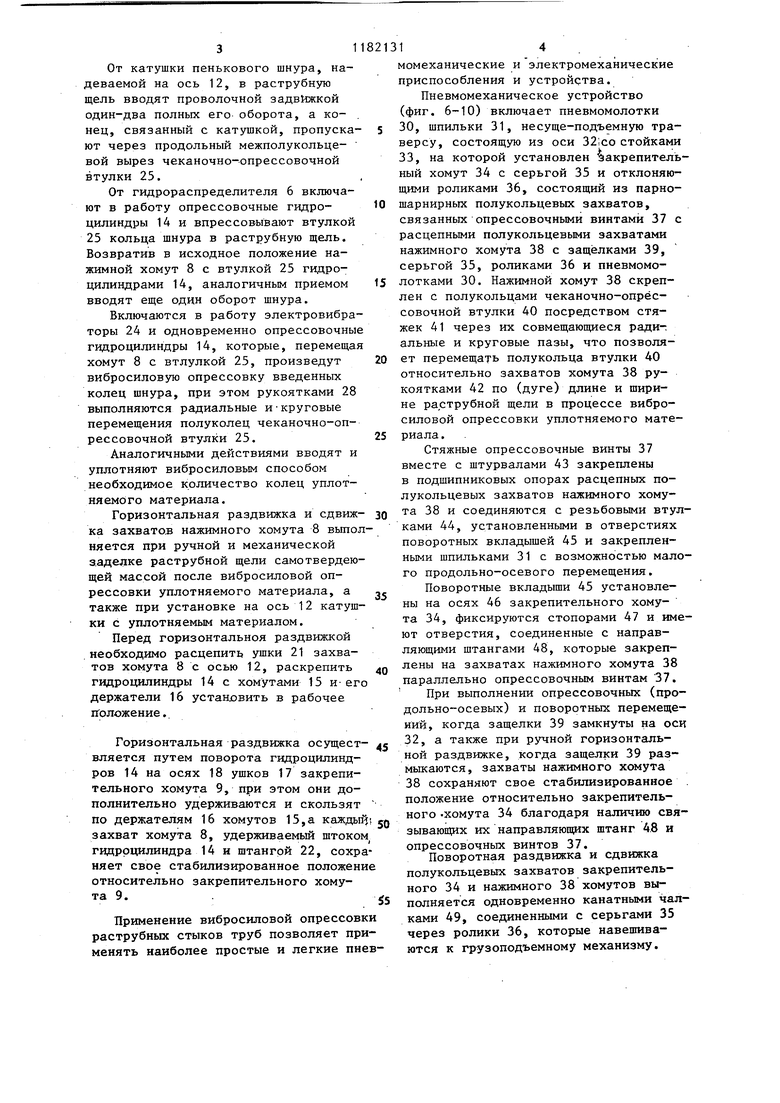
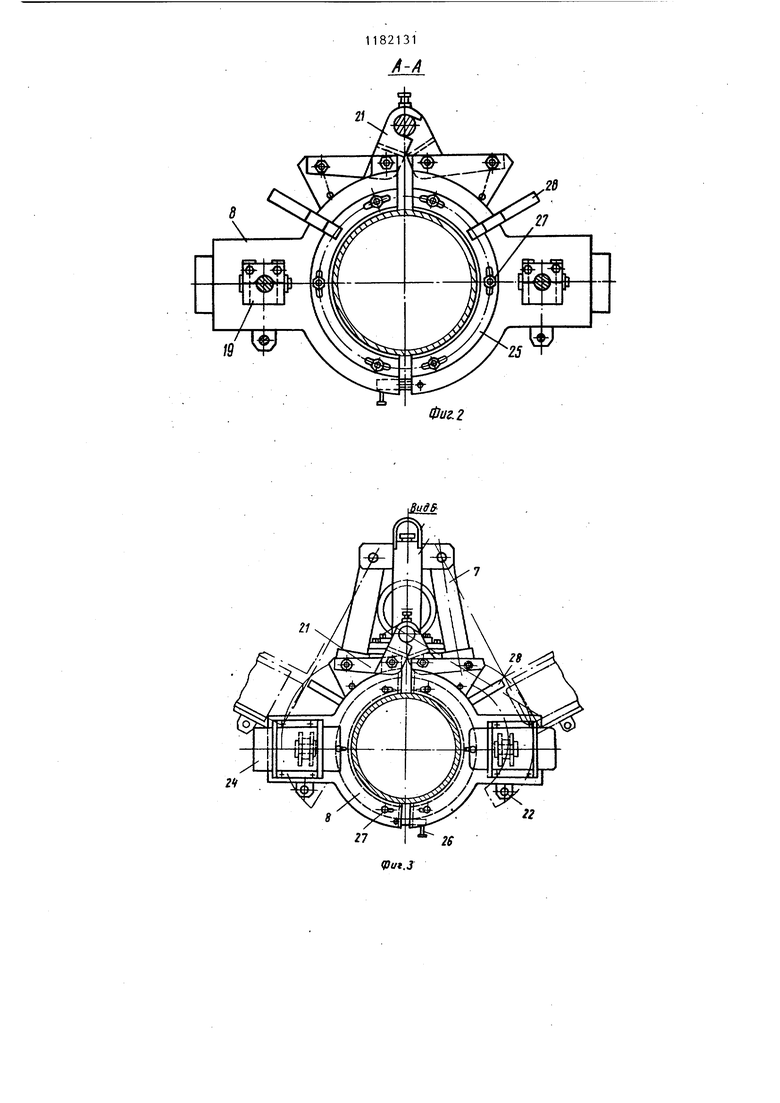
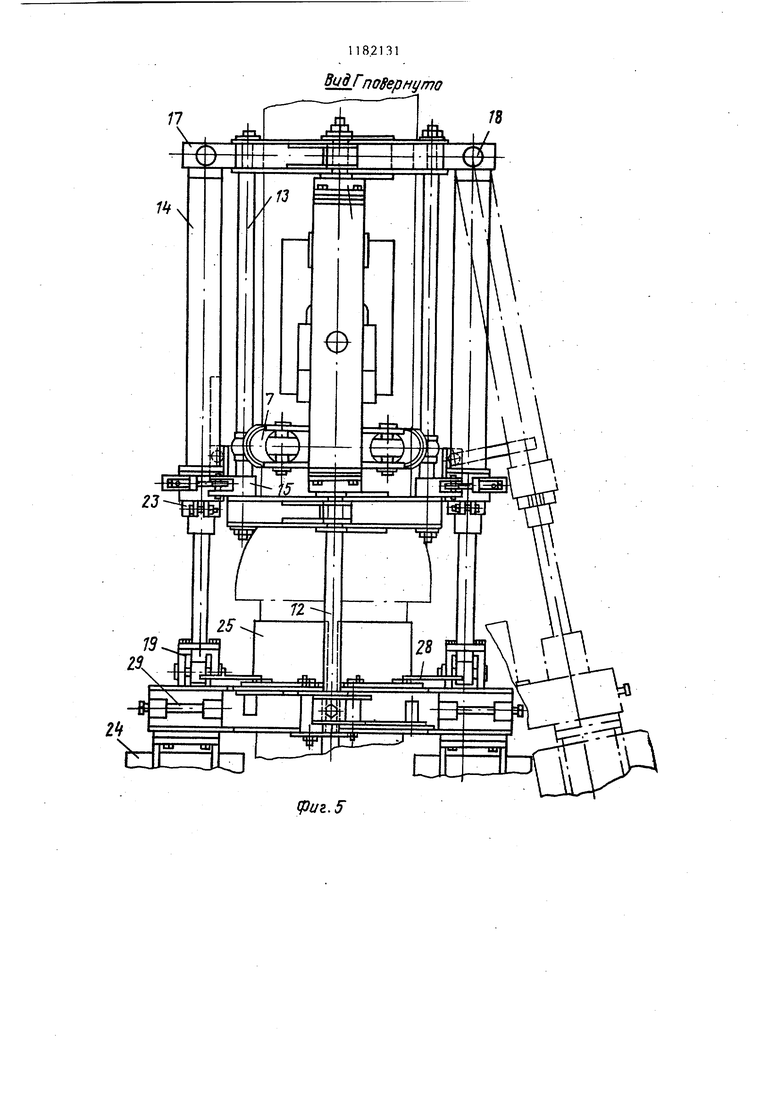
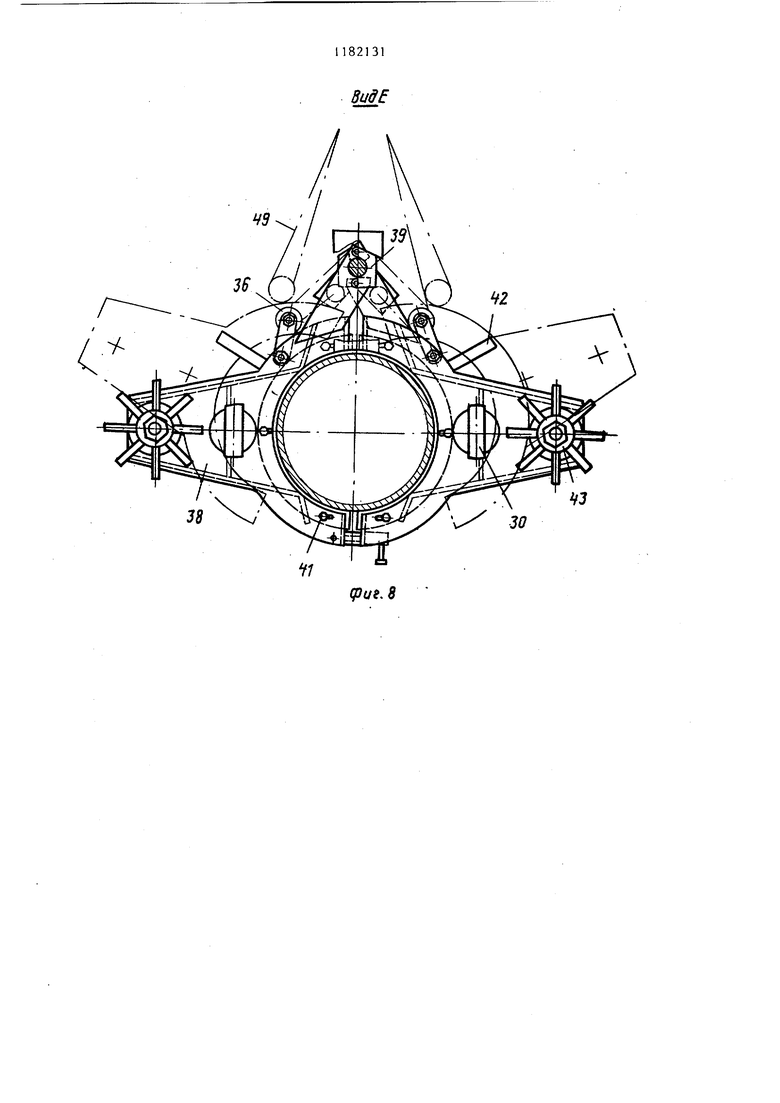
На фиг. 1 изображено устройство, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг.1; .на фиг. 5 - вид Г на фиг. 1j на фиг. 6 - пневмомеханическое устройство, общий вид; на фиг. 7 - разрез Д-Д на фиг. 6; на фиг. 8 - вид Е на фиг. 6; на фиг. 9 - вид Ж на фиг. 6; на фиг. 10 - вид И на на фиг. 6.
Устройство для механизированной заделки стыков содержит несущеподъемную траверсу 1 в виде сварной металлоконструкции с ушками 2 для на:вешивания к грузоподъемной машине и образует емкость маслобака, на котором закреплены гидропривод из электродвигателя 3, муфты 4, насоса 5, гидрораспределителя 6 и гидроцилинд.ры 7 поворотной раздвижки и сдвижки полукольцевых захватов хомута 8 и закрепительного хомута 9 с ушками 10, которые шарнирно установлены на осях 11 и 12, закрепленных на траверсе 1.
Закрепительный хомут 9, служащий .для сжимного обхвата трубы и закрепления всего устройства, состоит из двух пар парнотиарнирных полукольцевых захватов, которые скреплены между собой двумя стяжками 13, соединенными со штоками гидроцилиндров 7, и двумя корпусами опрессовочных гидроцилиндров 14 посредством хомутов 15 с держателями 16 и ушков 17 с осями 18, штоки которых соединены с фиксирующими ушками 19 нажимного хомута 8 Предусмотрены/ откидные болты 20.
Стабилизация положения захватов нажимного хомута 8 относительно захватов хомута 9 при выполнении опрессовочных и поворотных перемещений, когда ушки 21 сцеплены с направляющеудерживающей осью 12, а также при
821312
ручной горизонтальной раздвижке зах ватов, когда ушки 21 расцепляются с осью 12, осуществляется путем скрепления двух парношарнирных полуколь5 цевых захватов хомута 8 с расцепными ушками 21 штоками гидроцилиндров 14 через ушки 19 и направляющими штангами 22, закрепленными хомутами 23 на гидроцилиндрах 14 параллельно штокам.
0 Захваты нажимного хомута 8 с закрепленньми дебалансными электровибраторами 24, при сцепленных ушках 21 с осью 12, охватывают стыкуемую трубу с определенным круговым зазором и
5 ориентируют скрепленные с ними полукольца чеканочно-опрессовочной втулки 25 по раструбной щели при выполнении вибросиловых опрессовочных перемещений.
0 Нижние части передней пары полукольцевых захватов закрепительного хомута 9, а также захваты хомута 8 дополнительно стягиваются откидными болтами 20 и 26.
5 В щеках полукольцевых захватов нажимного хомута 8 выполнены сквозные радиальные пазы, совмещающиеся с круговыми пазамк закрепительных фланцев полуколец чеканочно-опрессоQ вочной втулки 25, которые совместно скреплены стяжками 27 и обеспечивают полукольцам втулки 23 малые радиальные и круговые перемещения в процессе вибросиловой опрессовки при ручном (постукиванием) воздейст5 ВИИ на их рукоятки 28.
Распорные болты 29 при стянутых болтами 26 захватах нажимного хомута 8 позволяют защемить цилиндрический конец трубы и |Сдвинут , его посредством опрессовочньрс гидроцилиндров 14 в нужную сторону.
Гидравлическое устройство (вибровозбудитель, колебаний) работает следующим образом.
С разведенными захватами нажимного 8 и закрепительного 9 хомутов устройство опускается посредством грузоподъемного механизма в траншею и устанавливается на раструбный стык уложенных труб.
От гидрораспределителя 6 работающего гвдропривода включают в работу гидроцилиндры 7, которые произведут одновременную поворотную сДвижку захватов нажимного 8 и закрепительного 9 хомутов. Производится скрепление захватов откидными болтами 26,
311
От катушки пенькового шнура, надеваемой на ось 12, в раструбную щель вводят проволочной задвИжкой один-два полных его оборота, а конец, связанный с катушкой, пропускают через продольный межполукольцевой вырез чеканочно-опрессовочной втулки 25.
От гидрораспределителя 6 включают в работу опрессовочные гидроцилиндры 14 и впрессовывают втулкой 25 кольца шнура в раструбную щель. Возвратив в исходное положение нажимной хомут 8 с втулкой 25 гидроцилиндрами 14, аналогичным приемом вводят еще один оборот шнура.
Включаются в работу электровибраторы 24 и одновременно опрессовочные гидроцилиндры 14, которые, перемещая хомут 8 с втлулкой 25, произведут вибросиловую опрессовку введенных колец шнура, при этом рукоятками 28 выполняются радиальные икруговые перемещения полуколец чеканочно-опрессовочной втулки 25.
Аналогичными действиями вводят и уплотняют вибросиловым способом необходимое количество колец уплотняемого материала.
Горизонтальная раздвижка и сдвижка захватов нажимного хомута 8 выполняется при ручной и механической аадедке раструбной щели самотвердеющей массой после вибросиловой опрессовки уплотняемого материала, а также при установке на ось 12 катушки с уплотняемым материалом.
Перед горизонтальноя раздвижкой .необходимо расцепить ушки 21 захватов хомута 8 с осью 12, раскрепить гидроцилиндры 14 с хомутами 15 и-его держатели 16 установить в рабочее п оложение.
Горизонтальная раздвижка осуществляется путем поворота гидроцилиндров 14 на осях 18 ушков 17 закрепительного хомута 9, при этом они дополнительно удерживаются и скользят по держателям 16 хомутов 15,а каждый захват хомута 8, удерживаемый штоком гидррцилиндра 14 и штангой 22, сохраняет свое стабилизированное положени относительно закрепительного хомута 9. .
Применение вибросиловой опрессовк раструбных стыков труб позволяет применять наиболее простые и легкие пне14 .
момеханические и электромеханические приспособления и устройства.
Пневмомеханическое устройство (фиг. 6-10) включает пневмомолотки 30, шпильки 31, несуще-подъемную траверсу, состоящую из оси 32,со стойками 33, на которой установлен закрепительный хомут 34 с серьгой 35 и отклоняющими роликами 36, состоящий из парношарнирных полукольцевых захватов, связанных опрессовочными винтами 37 с расцепными полукольцевыми захватами нажимного хомута 38 с защёлками 39, серьгой 35, роликами 36 и пневмомолотками 30. Нажимной хомут 38 скреплен с полукольцами чеканочно-опрессовочной втулки 40 посредством стяжек 41 через их совмещающиеся радиальные и круговые пазы, что позволяет перемещать полукольца втулки 40 относительно захватов хомута 38 рукоятками 42 по (дуге) длине и ширине раструбной щели в процессе вибросиловой опрессовки уплотняемого материала .
Стяжные опрессовочные винты 37 вместе с штурвалами 43 закреплены в подшипниковых опорах расцепных полукольцевых захватов нажимного хомута 38 и соединяются с резьбовыми втулками 44, установленными в отверстиях поворотных вкладышей 45 и закрепленными шпильками 31 с возможностью малого продольно-осевого перемещения.
Поворотные вкладыши 45 установлены на осях 46 закрепительного хомута 34, фиксируются стопорами 47 и имеют отверстия, соединенные с направляющими штангами 48, которые закреплены на захватах нажимного хомута 38 параллельно опрессовочным винтам 37. При выполнении опрессовочных (продольно-осевых) и поворотных перемещений, когда защелки 39 замкнуты на оси 32, а также при ручной горизонтальной раздвижке, когда защелки 39 размыкаются, захваты нажимного хомута 38 сохраняют свое стабилизированное . положение относительно закрепительного .хомута 34 благодаря наличию связывающих их направляющих штанг 4.8 и
опрессовочных винтов 37.
Поворотная раздвижка и сдвижка
полукольцевых захватов закрепительного 34 и нажимного 38 хомутов выполняется одновременно канатными чалками 49, соединенными с серьгами 35 через ролики 36, которые навешиваются к грузоподъемному механизму.
Захваты хомутов 34 и 38, раскрепленные от накидных болтов 50, при подъеме грузоподъемным : механизмом раздвигаются канатными чалками 49, освобождая состыкованные трубы, а в опущенном состоянии канатные чалки 49 освобождают захваты и они смыкаются на стыке труб, затем скрепляются вновь болтами 50, при этом нажимной хомут 38, сцепленный с осью 32, охватьтает трубу с круго вым зазором и ориентирует полукольца чеканочно-опрессовочной втулки 40 по раструбной щели.
Пневмомеханическое (или электромеханическое) устройство (пневмовозбудитель колебаний) работа€ т следзпощим образом.
Грузоподъемный механизм, поднимая устройство канатными чалками 49, разводит захваты его хомутов 34 и 38 и затем опускает его на стык уложенных труб.
С момента упора стоек 33 траверсы в стыкуемые трубы и дальнейшем опускании чалок 49 с захватами происходит их смыкание.
Затем выполняется скрепление захватов хомутов 34 и 38 откидными болтами 50.
От катушкк пенькового шнура, надеваемой на ось 32, в раструбную щель вводят проволочной задвижкой один-два полных его оборота., а конец связанный с катушкой, пропускают через продольный межполукольцевой вырез чеканочно-опрессовочной втулки 40.
Вращением штурвалов 43 винтов 37 перемещают нажимной хомут 38 вместе с втулкой 40, которая проталкивает вглубь раструбной щели кольца пенькового шнура.
Включаются в работу пневмомолотки 30 (или электровибраторы) и виброколебания, передаваемые полукольцам втулки 40, перемещаемым при необходимости рукоятками 42 по длине и ширине раструбной щели, щэоизведут зачеканку периметра колец шнура и одновременно снимут опрессовочйОЙ давление от винтов 37 путем продольного сдвига резьбовых втулок 44 на закрепительных шпильках 31, поэтому необходимо совмещать передачу виброколебаний с опрессовочным давлением от винтов 37. Затем выводят нажимной хомут 38 с втулкой 40 из раструбной щели обратным вращением штурвалов 43 винтов 37 до необходимого положения и вновь вводят необходимое количество колец уплотняемого шнура и опрессовывают указанным вибросиловым способом.
Ручная горизонтальная раздвижка и сдвижка захватов нажимного хомута 38 выполняется при ручной или механической заделке раструбной щели самотвердеющей массой после вибросиловой опрессовки уплотняемого материала, а также при навешивании на ось 32 катушки с уплотняемым материалом.
Перед горизонтальной раздвижкой необходимо расцепить защелки 39 с осью 32 и вывернуть стопора 47 поворотных вкладьш1ей 45 закрепительного хомута 34.
Горизонтальная раздвижка осуществляется путем поворота захватов нажимного хомута 38 вместе с вкладьш1ами 45, соединенных винтами 37 и штангами 48 для стабилизации их взаимного положения на оси 46 закрепительного хомута 34.
Основные технико-экономические преимущества предлагаемого устройства заключаются в повьш1ении качества и надежности герметизации раструбного стыка при вибросиловой опрессовке, сокращении энергопотребления на заделку стыка в 5 раз за счет применения, при сочетании с виброуплотнением, механических опрессовочных узлов с низким опрессовочным давлением, сокращении металлоемкости устройств , применяюпщх механические опрессовочные узлы в сочетании с виброуплотнением, повьш1ении производительности в 10 раз за счет сокращения времени по заделке раструбного стыка, а также снижение стоимости заделки одного стыка в 7 раз.
/9
1182131 /-/
2В
Фиг. 2





УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЗАДЕЛКИ СТЫКОВ РАСТРУБНЫХ ТРУБ БОЛЬШИХ ДИАМЕТРОВ, содержащее хомут, -выполненный из двух шарнирно соединенных захватов, нажимную втулку, гидроцилиндры, соединенные с хомутом, отличающееся тем, что, с целью повышения эффективности опрессовки и обеспечения низких опрессовочных давлений, оно снабжено чеканочно-опрессовочной втулкой, вибро- или пневмовозбудителями колебаний и стяжками, при этом вибро- или пневмовозбудители расположены равномерно по периметру чеканочно-опрссовочной втулки, выполненной в виде двух полуколец, подвижно соединенных с захватами хомута, имеющими сквозные радиальные пазы, полукольца втулки выполнены с круговыми пазами, в которых установ(Л лены стяжки. 00 о :о
Budfповернуто
fpuz.S
I
43
и
и ,
36
фиъ. 3
ЩдИ
1182131
| ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ ЗАДЕЛКИ СТЫКОВ ЧУГУННЫХ ВОДОПРОВОДНЫХ ТРУБ | 0 |
|
SU190737A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
