В присиосоилешш согласии изобретению ДЛЯ механизированной заделки стыков чугунных водопроводных труб с целью равномерного уплотнения материала в стыках труб применена нажимная втулка, состоящая из двух равных частей, закрепленных в скользящем но стяжкам нажимном хомуте.
Наж,Ю1НОЙ хо.муг вместе с нажимной втулкой нередвигается с иомоптыо упирающихся в нее штоков гидравлических ирессов.
Для контроля создаваемого на нажимной втулке давления, обеснечивагощего качественную заделку стыков, на наиорном маслонроводе устанавливается манометр.
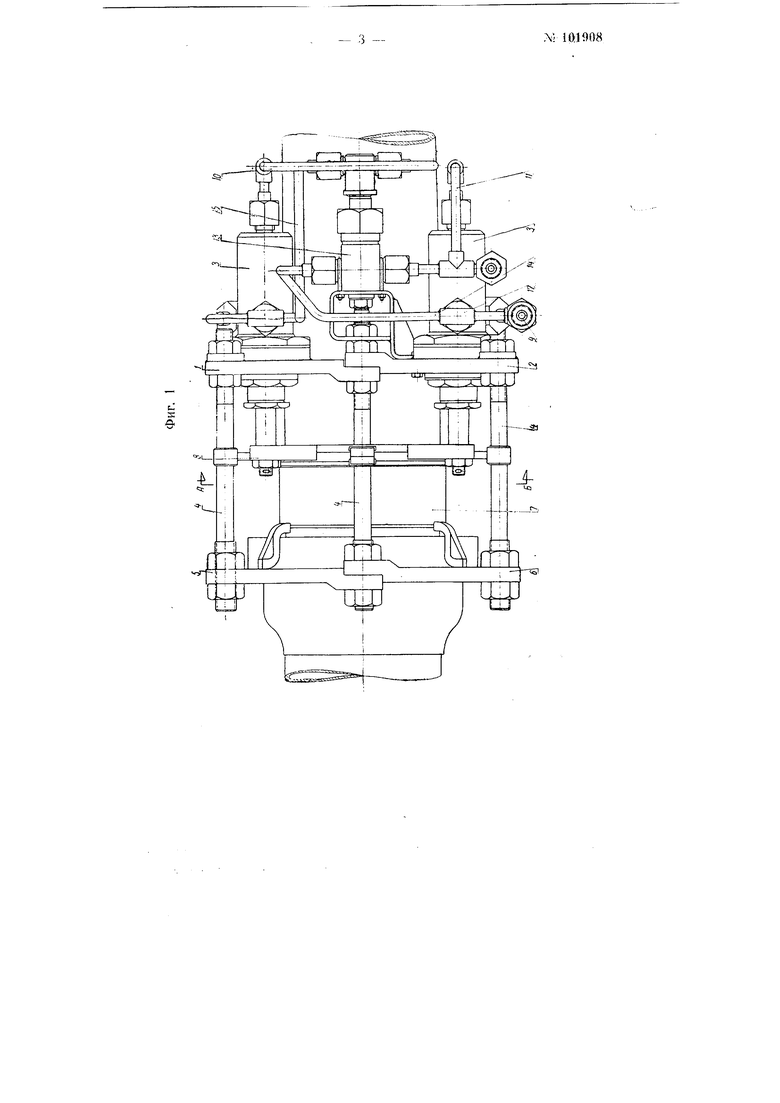
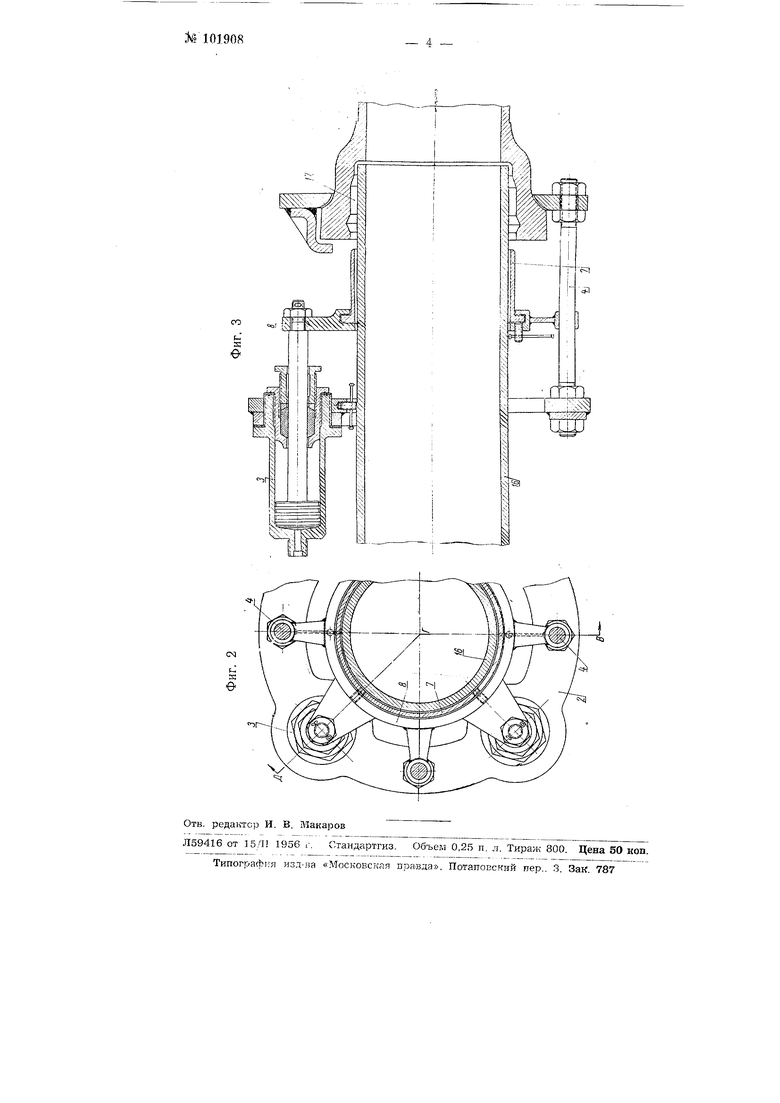
На фиг. 1 изображено предлагаемое црисиособленне в илане; на фиг. 2 - в поиеречном разрезе по линии (АБ) на фиг. 1; на фиг. 3 - в продольном разрезе но ЛИНИИ (ВГД) на фиг. 2.
Ирнспособление состоит из разъемного хомута, выполненного в виде двух иолухомутов (1) и (2) (фиг. i), на которых укренлены гидравлическне нрессы (3). Полухомуты могут раздвигаться, вращаясь вокруг оси, расиоложенной сверху над трубой.
Полухомуты (1) и (2) соединены четырьмя стяжками (4) с упорными нолухомутами (5) и (6), закренляемыми на раструбе ранее уложенной трубы.
Уплотнение материала в стыке производится с помопЦ) нажимной втулки
(7), разрезанной вдоль на две равныечасти, закреилеиные в скользящем ио стяжкам (4) наясимном хомуте (8). Штоки прессов (3) ири выдвижении из цилиндров передвигают вдоль трубы най;имной хомут и наж.имную втулку, входящую в раструб.
Процесс установки приспособления в рабочее положение на трубе состоит в том, что полухомуты (1) и (2), (о) и (6) раздвигаются, опускаются на трубу и затем сдвигаются, охватывая ее. Одновремеино раздвигаются и затем соединяются прикрепленный j; стяаа ам СКОЛЬЗЯЩИЙ нажимной хомут и втулка.
Давление в цилиндрах нрессов осуществляется с помощью ручного плунж,ерного насоса, смонтированного на специальной тележке, вместе с бачком для маела и 1:раном-нерекл очателсм (H.I чертеже не показаны).
Подача масла от пасоса к цилиндра ; ирессов производится резиновым 1илангом через ниппели (9). К подающим трубкам (10) и (11) цилиндры присоединены непарно. Е одной паре цилиндров масло подается иеиосредственно после тройника (12), а к другой, пройдя через luapнирный двухнроходный кран (13).
Шарнирный кран создает возможность поворота масляных трубок нри раскрыти) полухомутов.
При двияхении поршней ирессов вперед масло, находящееся перед иими i; цилиндрах. 15ы;кимается но трубка :
(14) я (15) к реанковому шлангу в масляный бачок, .установленный на тележке. Для движения нажимного патрубка в обратном направлении масло под давлением подается R цилиндры прессов перед поршнями и отодвигает их назад. В это же время масло, находившееся в цилиндрах за иоршнями, выжимается в оачок. Для перемены направления движения масла в системе служит двухпроходиый кран-переключатель.
Изменение положения ручки крана «рабочий ход - «обратный ход меняет наиравлеиие движения поршней прессов и нажимного патрубка.
Заделка стыка с помощью описанного приспособлени5 производится следуюидим образом: на гладкий конец чугунной трубы (16) (фиг. 2 и о) навивается прядь конопатки и без уплотнения вручную вводится в раструбную ш;ель (17).
Затем включают масляные насосы и нажимная втулка, иередвигаясь вперед, проталкивает вглубт щели конопатку и уплотняет ее.
После этого в щель вводят асбестоцемеятную смесь и также уплотняют при помощи втулки.
Установленный на нано 1Н011 масляной труб);и манометр (на чертеже не пока: ан) позволяет вести контроль над давлением, с которым производится запрессовка уплотняющего стык материала.
По окончании запрессовки стыка приспособление снимается с трубопровода и переносится па следующее стыковое соединение, где все операцпи повто)Я11)Т|я л описанном вытие порядке.
Предмет и :i о б )) е т ( н и я
1.Приспособление для механизированной заделки стыков чугунных водопроводных труб с применением гидравлических прессов, отличающееся тем, что, с целью равпомерпого уплотнения материала в стыках труб, применена нажимная втулка, состоящая из двух равных частей, закрепленных в скользящем по стяжкам нажимном хомуте.
2.Приспособлепие по и. 1, о т л ичающееся тем, что нажимной хомут передвигается упирающимися в него штоками гидравлических прессов.
3.Приспособление ио ни. 1 и 2, о тл и ч а ю щ е е с я тем, что для контроля создаваемого давления па нажимной втулке, обеспечивающего качественную заделку стыков, на иапорпом маслопроводе устанав.чивается манометр.
(M
s в