Известны различные способы изготов.тения тонкостенных сводчатых элементов сборного железобетона, которые требуют наличия несущих ноддерживающих их арок, либо нрименения подмостей и кружал (при этом возведение оболочек может производиться только на месте), либо применения жесткого контура.
Известен также способ изготовления тонкостенных криволинейных железобетонных элементов в виде цилиндрических и двоякой кривизны оболочек и скорлуп.
Такие элементы, не снабженные специальным жестким контуром, изготовляются на полигонах и монтируются в сооружении кранами без применения подмостей и кружал и не требуют поддерживающих арок, так как сами являются несущей конструкцией.
Для изготовления таких элементов применяют сложную в изготовлении криволинейную опалубку и специальное оборудование.
Предлагаемый способ изготовления тонкостенных сводчатых элементов сборного железобетона типа призматических складок не требует специального оборудования и обеспечивает возможность организации производства изделий в условиях любой стройплощадки.
Криволинейные элементы заменяются складчатыми, призматическими и бетонируются как обычная плоская железобетонная плита в плоской форме на виброплощадке или с применением поверхностной вибрации.
В плите предусматриваются узкие прогалины, делящие ее по длине на несколько частей, но не прерывающие арматуру. В результате получается ряд мелких плит, связанных между собой непрерывной арматурой.
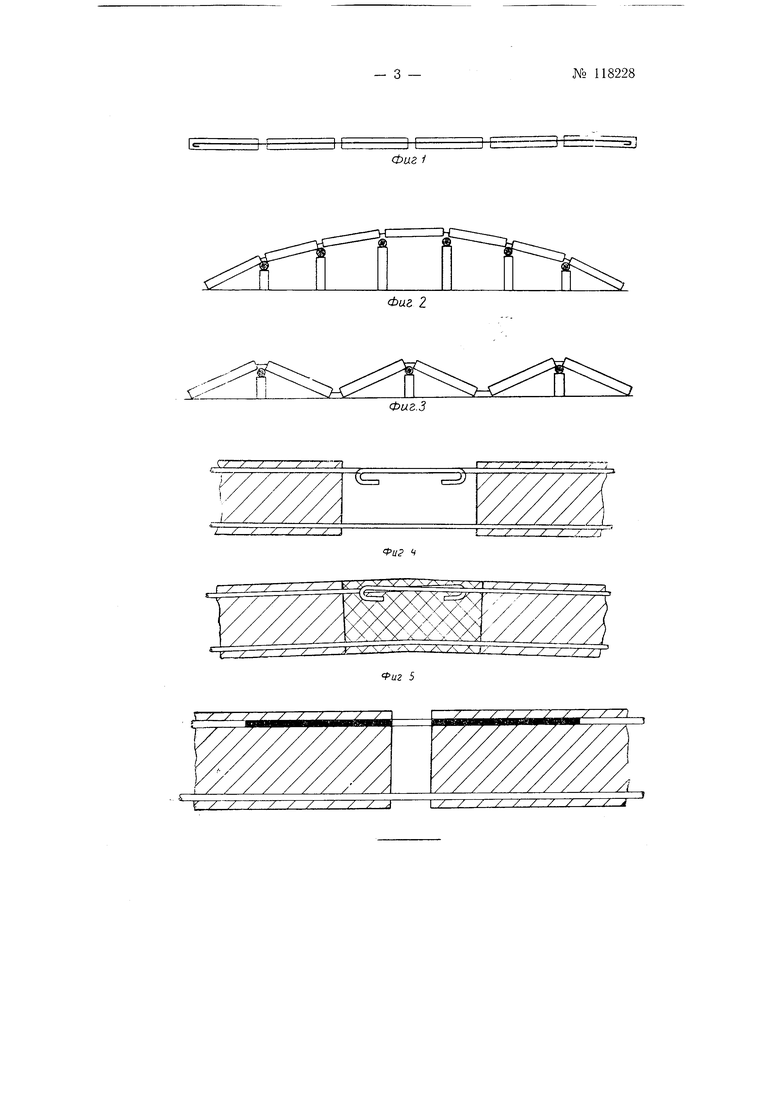
На фиг. 1 изображена схема плиты с прогалинами; на фиг. 2-схема укладки плиты на опоры; на фиг. 3 - схема образования пилообразной
№ 118228-- 2 -
складки; на фиг. 4 - концы верхнего ряда арматуры в месте прогалины до изгибания плиты; на фиг. 5 - концы верхнего ряда арматуры вместе прогалины после изгибания плиты; на фиг. 6 - схема покрытия верхнего ряда арматуры на участках, граничащих с арматурой.
Прогалины получаются при помощи узких перегородок, закладываемых в форму лишь на период бетонирования плиты.
После приобретения бетоном достаточной прочности плита извлекается при помощи крана из формы и укладывается для придания ей проектного складчатого очертания на ряд опор, расположенных таким образом, что они совпадают с прогалинами в плите, благодаря чему происходит изгнбанне плиты под собственным весом на участках гибкой арматуры в пределах каждой прогалины.
После омоноличивания прогалин быстротвердеющим цементным раствором и приобретения им достаточной прочности призматическая складка может быть поднята краном и уложена на место.
Изменяя взаимное расположение опор как в плане, так и по высоте, можно получить любые складчатые элементы, в том числе призматические складки.
Когда конструкция изделия требует двойного армирования по толщине, имеются два варианта решения.
В первом варианте верхний ряд арматуры выполняется прерывистым, состоящим из отдельных участков, снабженных в пределах каждой прогалины перепуском с крюками.
При такой конструкции каркаса, также как и при одиночном армировании, изгибанию будут подвергаться лишь лежащие в одной плоскости стержни нижнего ряда.
Концы стержней верхнего ряда, снабженные в каждой прогалине крюками, скрещиваются, сохраняя свою прямолинейность.
Во втором варианте верхний ряд арматуры также непрерывный и подвергается вытяжке в момент укладки плиты на опоры. Вытяжке верхняя арматура подвергается в пределах прогалин и соседних с ними участков арматуры.
Для исключения сцепления с бетоном участки арматуры, граничащие с прогалинами, покрывают слоем таких материалов как битум, парафин, тавот или солярка.
Изгибание в местах прогалин осуществляется под воздействием собственного веса плит или, в случае надобности, с помощью некоторого принудительного дожима.
Предмет изобретения
Способ изготовления тонкостенных сводчатых элементов сборного железобетона типа призматических складок и многогранных элементов,., вписанных в поверхность двоякой кривизны, отличающийся тем, что, с целью экономии арматуры и упрощения технологии производства, изделия формуют в виде плоских плит с прогалинами в местах перегиба и затем получают необходимую форму изделия путем изгибания плиты и омоноличивания щвов.
-H-FФиг i
.
Фиг.З
Г7 / / / / 7--71
-(ssr
