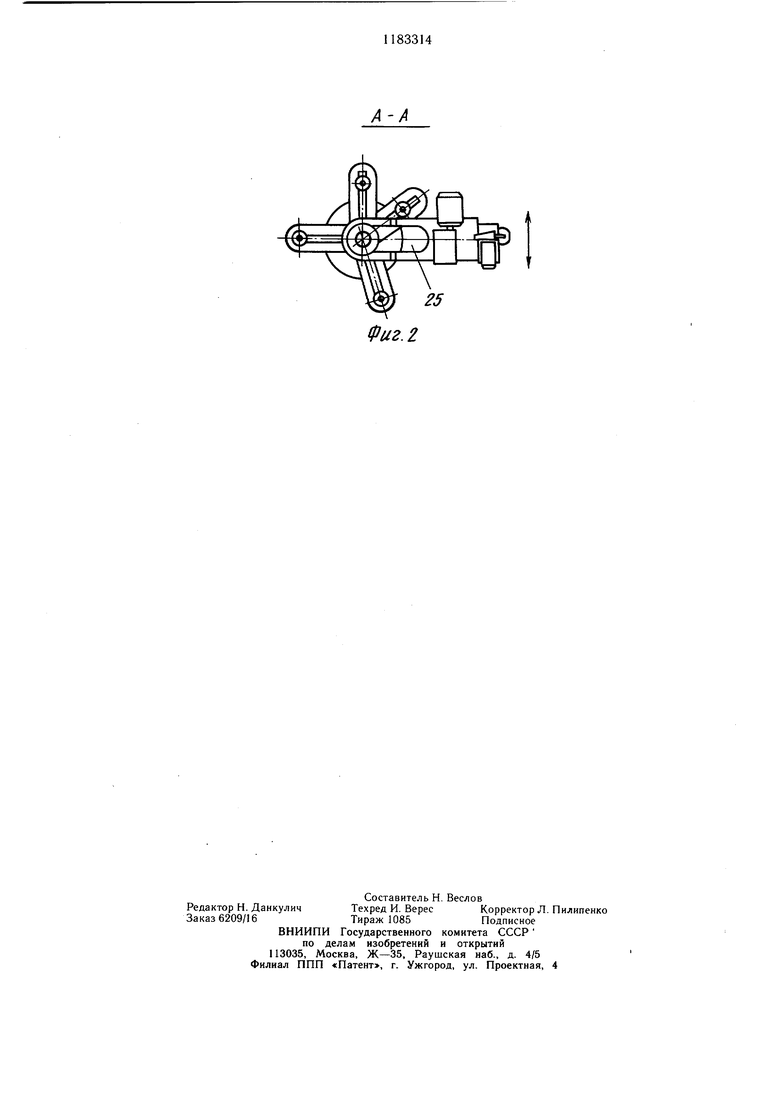
Изобретение относится к термической резке, а именно, к устройствам для механизированной резки заготовок и может найти применение для других видов резки, сварки, а также обдирочных работ по удалению оставшегося припуска после обрезки прибыли. Цель изобретения - повышение точности наведения резака в плоскость резания и уменьшение погрешности отделения прибылей отливок. На фиг. 1 показано устройство, обш.ий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит рабочий стол 1, имеюш.ий приводы 2 и 3 для поворота планшайбы 4 и ложемента 5, основание 6, на котором установлен механизм ориентации заготовки относительно резака, выполненный в виде поворотной консоли 7 с выдвижной штангой 8. На поворотной консоли 7 установлен привод 9 выдвижения штанги 8 и смонтирован потенциометрический датчик 10. На конце выдвижной штанги 8 смонтирована подвижная направляющая 11, а привод 12 ее углового перемеш,ения закреплен на поворотной консоли 7 соосно с выдвижной штангой 8. Подвижная направляющая снабжена приводами 13 и 14 для перемещения суппорта 15 с резаком 16 в плоскости 17 резания. Датчики 18 со щупами 19 для задания плоскости 17 резания установлены на подвижной втулке 20, которая имеет возможность перемещаться вдоль выдвижной штанги 8 при помощи привода 21. На ложементе 5 установлена заготовка 22, имеющая прибыль 23 с земляным стержнем 24. Для упрощения переустановки щупов на поверхность заготовки направляющая и суппорт резака имеют внутренний вырез 25. Устройство может быть выполнено в варианте расположения датчиков 18 со щупами 19 на одном конце выдвижной штанги 8, а на другом - подвижной направляющей 11 с приводом 12 ее углового перемещения относительно оси консоли 7, суппортом 15 и резаком 16. Устройство, работает следующим образом. После укладки заготовки 22 на ложемент 5, угол наклона которого устанавливается приблизительно перпендикулярно оси выдвижной штанги 8, производится переналадка щупов 19 датчиков 18 на каждую первую заготовку из одной серии или партии. При опускании датчиков 18 со щупами 19 на заготовку 22 происходит касание одного из щупов 19 поверхности заготовки 22. В момент касания щуп 19, за счет того, что он подпружинен, втягивается и замыкает контакт датчика 18 задания плоскости 17 резания. Привод 9 выдвижной штанги 8 останавливается, а приводы 2 и 3 рабочего стола 1 начинают вращать заготовку 22 в направлении противоположного щупа до соприкосновения с ним поверхности заготовки. Если в процессе ориентации заготовки все щупы отощли от поверхности заготовки 22 или наоборот, втянулись больще допустимого, то выдвижная щтанга 8 выдвигается на величину, устраняющую образовавшийся зазор, или втягивается на величину допуска, определяющего точность резания. После установки на поверхность заготовки 22 всех щупов на одинаковую длину ориентация заготовки автоматически прекращается. Расстояние от плоскости 17 резания до оси вращения поворотной консоли 7 регистрируется при помощи потенциометрического датчика 10, расположенного на оси привода 9 выдвижной щтанги 8, и запоминающего устройства, находящегося в блоке 26 управления. Перемещение датчика 18 со щупами 19, закрепленных на втулке 20, вдоль выдвижной щтанги 8 осуществляется при помощи привода 22. При этом расстояние между плоскостью, задаваемой факелом резака, и плоскостью направляющей, обращенной к механизму ориентации, должно быть меньше длины щупов, чтобы не мещать процессу ориентации. После задания плоскости 17 резания перпендикулярно оси выдвижной щтанги 8 датчики 18 со щупами 19 не убираются, а выдвижная щтанга 8 под действием привода 9 втягивается, поднимая направляющую 11 с суппортом 15 и резаком 16 до заданного уровня плоскости 17 резания. Вслед за этим датчики 18 со щупами 19 поднимаются, включается факел резака 16 и при помощи приводов 12-14 производится обрезка прибыли 23 с земляным стержнем 24. Устройство позволяет повысить качество автоматизированной обрезки прибылей заготовок путем повыщения точности резки, а также осуществлять отрезку прибыли как поперечным перемещением факела .резака, так и круговым его вращением вокруг каждой прибыли заготовки.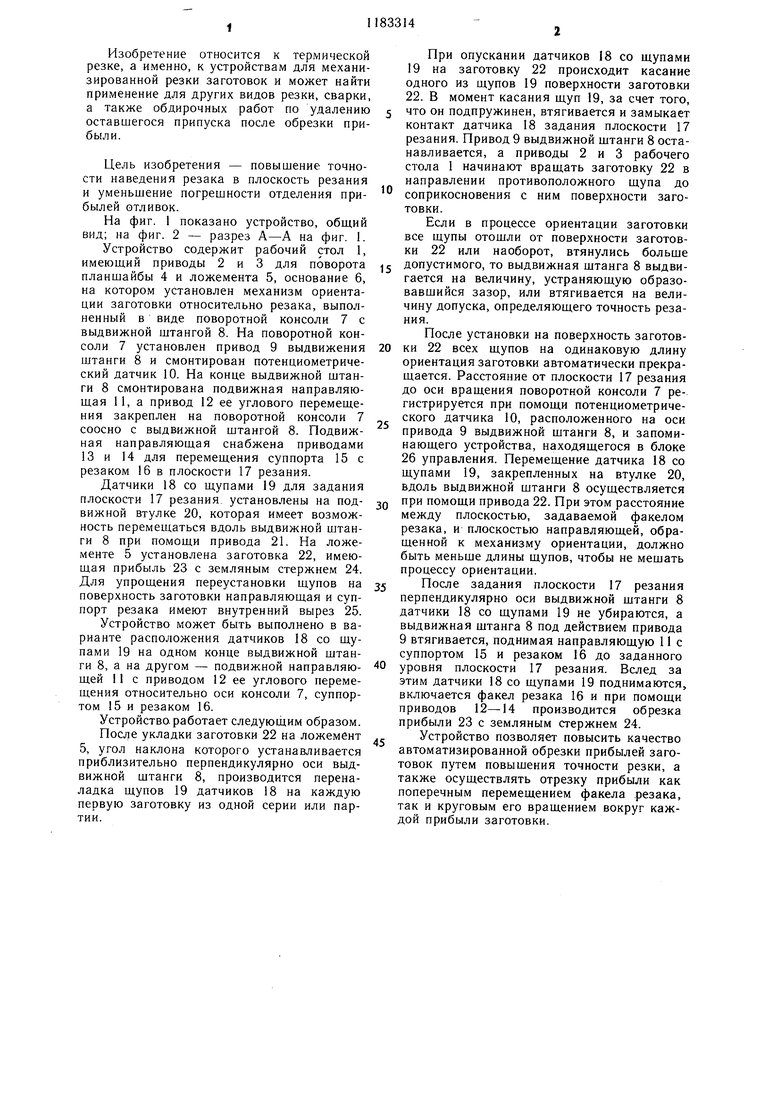
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения прибылей отливок | 1988 |
|
SU1523274A1 |
| Устройство для отделения литников от стальных отливок | 1980 |
|
SU893434A1 |
| Устройство для газовой резки качающимся резаком | 1979 |
|
SU860963A1 |
| Устройство для отрезки прибылей отливок | 1979 |
|
SU854630A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Устройство для стабилизации расстояния между резаком и разрезаемой деталью | 1985 |
|
SU1278139A1 |
| Копировальное устройство для управления исполнительным механизмом | 1977 |
|
SU721264A2 |
| УСТРОЙСТВО для РЕЗКИ ПРИБЫЛЕЙ | 1969 |
|
SU235935A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ГАЗОВОЙ РЕЗКИ ПРИБЫЛЕЙ ОТЛИВОК | 1973 |
|
SU397285A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРИБЫЛЕЙ ОТЛИВОК, содержащее смон тированные на основании рабочий стол с планшайбой и ложементом для заготовки, ме ханизм ориентации заготовки относительно резака, выполненный в виде поворотной консоли и ряда выдвижных щупов с датчиками, установленных на консоли и связанных с системой управления приводами рабочего стола и суппорта с резаком, смонтированного на подвижной направляющей, отличающееся тем, что, с целью повышения точности резания путем наведения резака в плоскость резания и уменьшения погрешности отделения прибылей отливок, подвижная направляющая с суппортом резака установлена на поворотной консоли механизма ориентации в плоскости, перпендикулярной оси консоли, а выдвижные щупы с датчиками закреплены на консоли с возможностью перемещения относительно консоли вдоль ее оси.
| Устройство для отделения литников от стальных отливок | 1980 |
|
SU893434A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
