1 .11853
Изобретение относится к оптическому приборостроению и может быть использовано в производстве линзовых растров.
Цель изобретения - улучшение опти- 5 ческих характеристик растра путем исключения пробельных участков и повышения качества профиля линз.
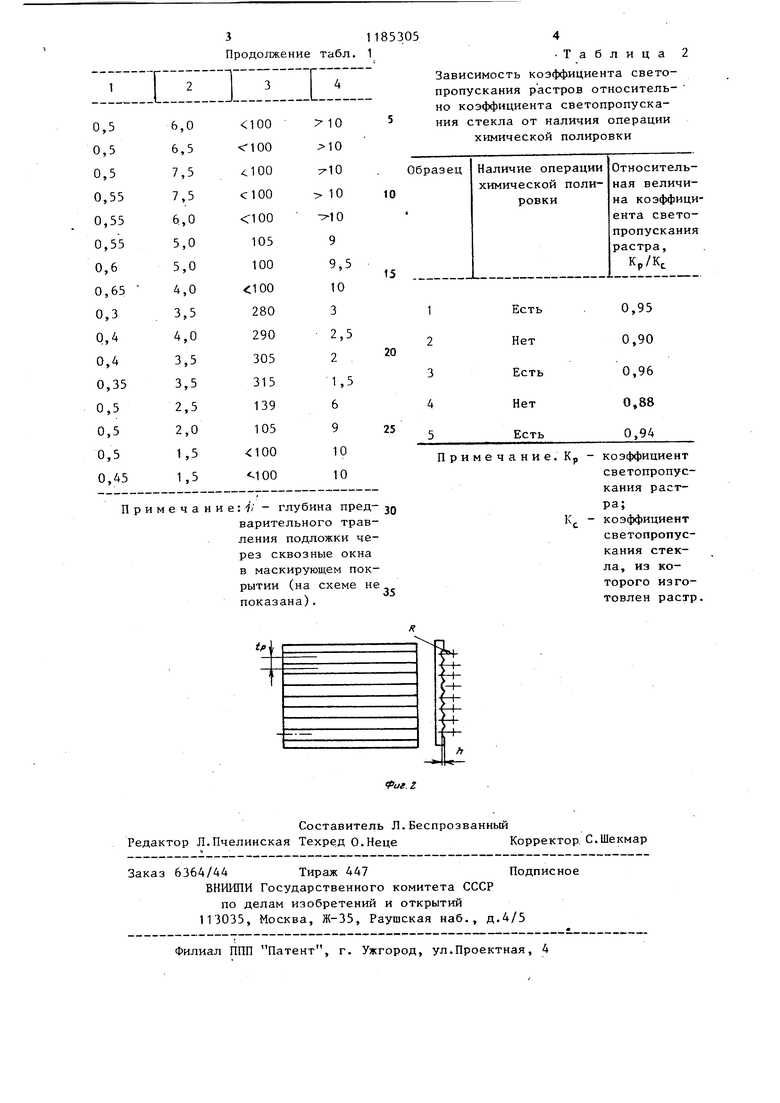
На фиг. 1 изображен исходный рисунок на фотошаблоне; на фиг. 2 - получаемый рельеф на подложке. Период t расположения сквозных полос шириной Ь на подложке 1 фотошаблона (фиг. 2) равен периоду tp образуемых линз на подложке растра, T.e.t tp (фиг. 2), причем пробельные участки между линзами не превышают 1 мкм. При травлгнии в жидкой фазе с маскирующим покрытием наибольшая скорость удаления материала подложки в центральной части полосы; по мере увеличения расстояния от центра к периферии скорость уменьшается. В результате протравленный на глубину рельеф имеет цилиндрическое или близко к цилиндрическому дно с несколько уменьшенными по сравнению с профилем линз радиусами. После удаления маскирующего покрытия 2 наибольшая скорость травления - у края полос и самих пробельных участков. Поэтому, при формировании в пленках маскирующего покрытия сквозных полос шириной ,Ь 0,1-0,5 периода растра и глубиной предварительного травления 2,5-5 высот профиля линз удается получить нужньй профиль с высотой линз h и высокими оптическими характеристиками: разрешаюш ей способностью и стабильным фокусным расстоянием по полю растра.
Требуемая глубина предварительного травления и ширина сквозных полос выбираются в указанных пределах в зависимости от периода растра и высоты профиля линз экспериментальным путем.
Результаты экспериментальных измерений сведены в табл. 1 и 2.
Как видно из табл. 1, разнофокусность линз по полю растра увеличивается до 6-8% на предельных значениях ширины сквозных полос в маскирующем покрытии и глубины предварительного травления.
Таблица.
Зависимость оптических характе-. ристик линейных линзовых растров от глубины предварительного травления и ширина сквозных полос в маскирующем покрытии
0,05
2,5
103
8,5
0,2
4,0
240
4,0
0,3
4,0
250
3,0
0,4
5,0
120
0,4
5,5
115
5,5
0,5
105
10
31185305
Продолжение табл. 1
Таблица Зависимость коэффициента светопропускания растров относительно коэффициента светопропускания стекла от наличия операции химической полировки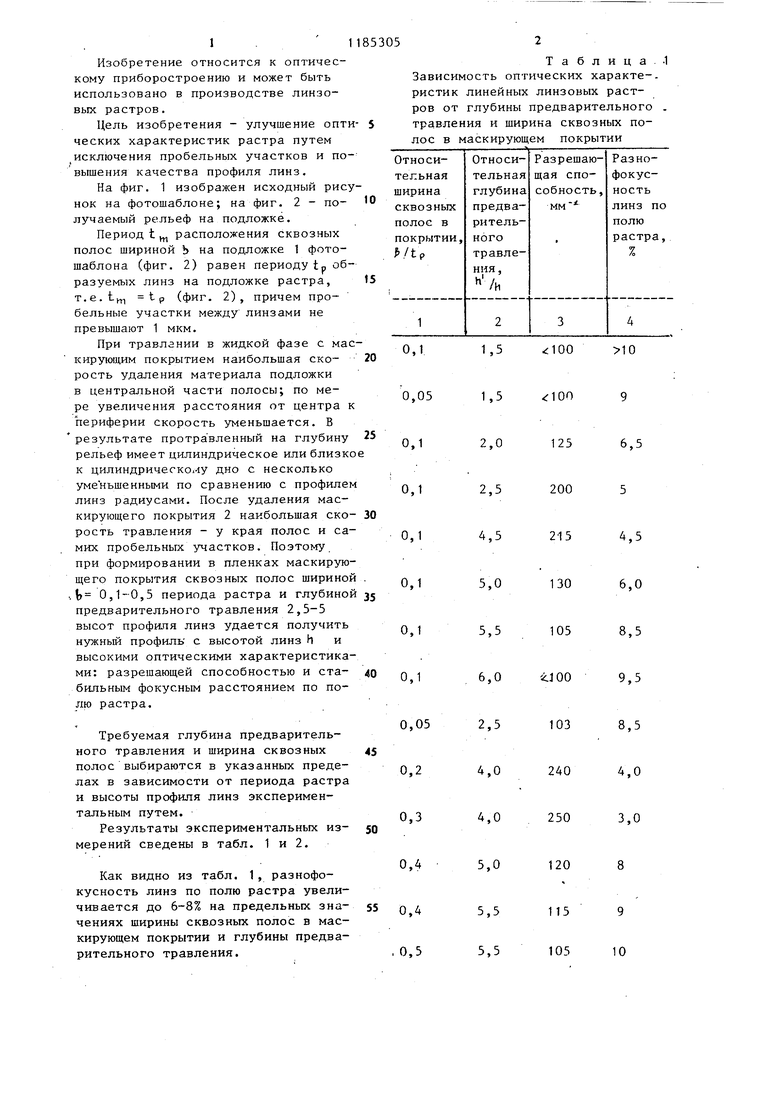
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления линзовых растров | 1981 |
|
SU1147699A1 |
| Способ изготовления линзовых растров | 1986 |
|
SU1368844A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1999 |
|
RU2164706C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1999 |
|
RU2164707C1 |
| Фотошаблон для контактной фотолитографии | 1988 |
|
SU1547556A1 |
| Просветный экран | 1985 |
|
SU1269081A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1997 |
|
RU2145111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ ПРЕЦИЗИОННЫХ ОПТИЧЕСКИХ ПРИЦЕЛЬНЫХ СЕТОК МЕТОДОМ ЛАЗЕРНОЙ АБЛЯЦИИ С ЗАПУСКОМ | 2015 |
|
RU2591034C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННОЙ РЕШЕТКИ ПИЛООБРАЗНОГО ТИПА | 2024 |
|
RU2841334C1 |
| РЕЛЬЕФНЫЕ МИКРОСТРУКТУРЫ ПОВЕРХНОСТИ С ОПТИЧЕСКИМИ ЭФФЕКТАМИ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2428724C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЕЙНЫХ ЛИНЗОВЫХ РАСТРОВ преимущественно из оптического стекла, включающий нанесение на подложку маскирующего покрытия , формирование в маскирующем покрытии сквозных полос с периодом растра, травление материала подложки через сквозные полосы и удаление маскирующего покрытия, отличающийся тем, что, с целью улучшения оптических характеристик растра путем исключения пробельных участков и повьшения качества профиля линз, ширина СКВ.ОЗНЫХ полос составляет 0,1-0,5 периода растра, а травление проводят в два этапа, причем предварительное травление проводят в жидкой фазе через сквозные полосы на глубину 2,5-5 высот профиля линз, а после удаления маскирующего 5S покрытия проводят дополнительное С/) травление до глубины 1,2-1,5 упомянутой высоты, после чего растр подвергают химической полировке. / /7/ 777//////// Гш f//////// ////// /////////////// /////у///////// ///////7/////// /////////////// /////////////// 7 / f / / / / / / / /7 //////////////7.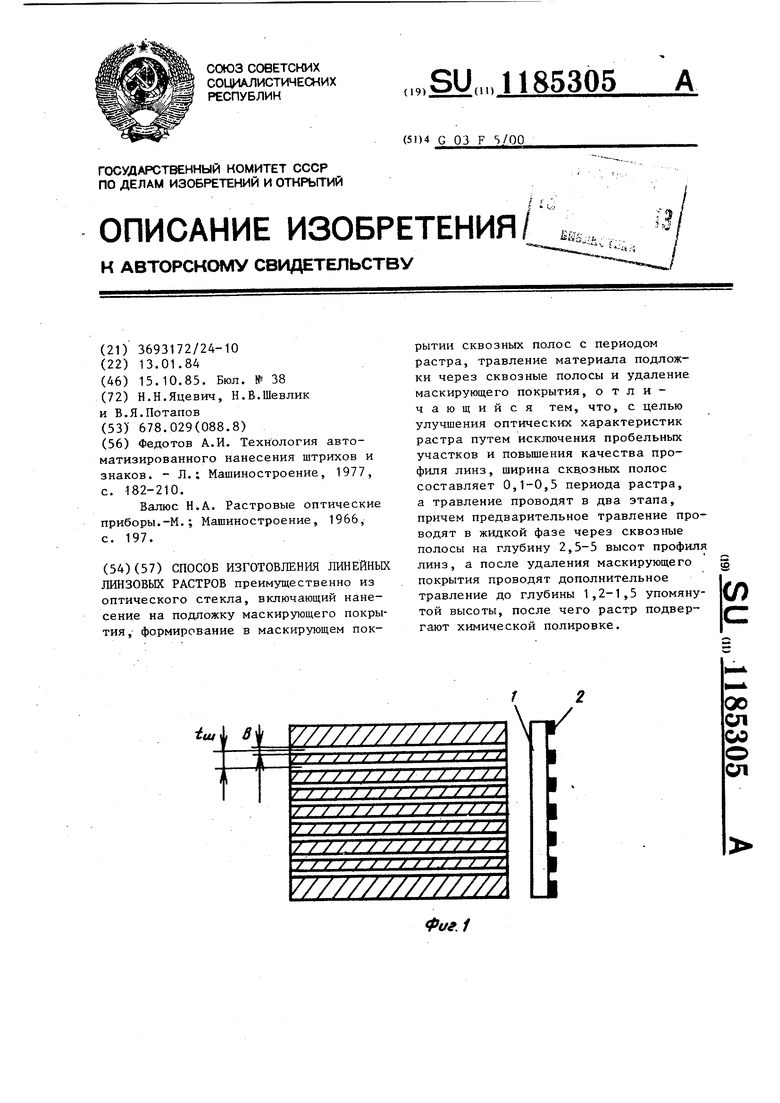
| Федотов А.И | |||
| Технология автоматизированного нанесения штрихов и знаков | |||
| -Л.; Машиностроение, 1977, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| Валюс Н.А | |||
| Растровые оптические приборы.-М.; Машиностроение, 1966, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
