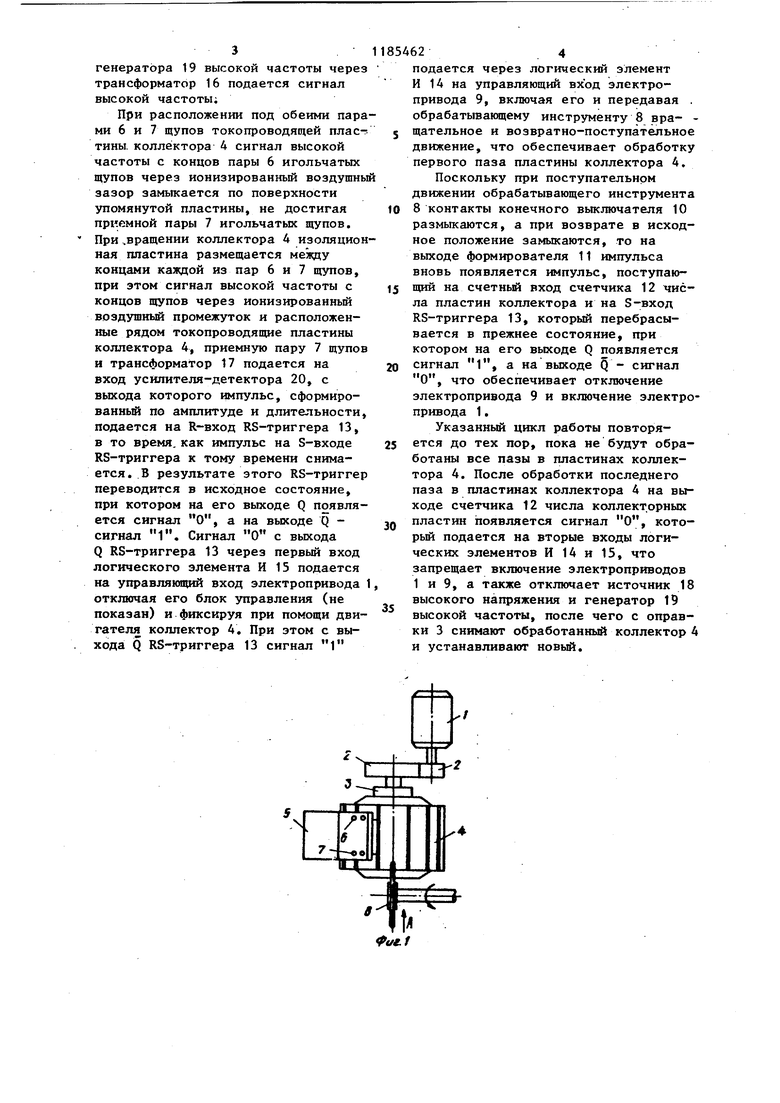
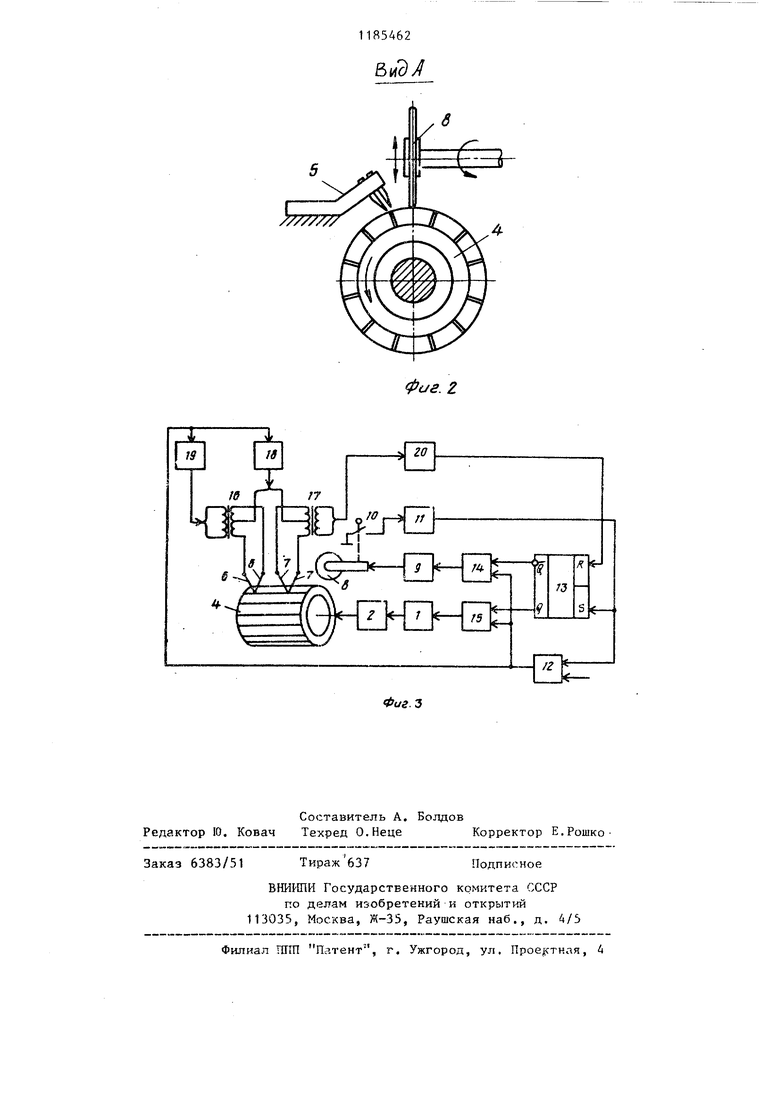
1 Изобретение относится к электромашиностроению, а именно к технологическому оборудованию для изготовл ния электрических машин. Цель изобретения - повьппение надежности и точности расположения па зов в пластинах коллектора за счет уменьшения износа рабочих элементов На фиг. 1 представлено устройств общий вид; на фиг. 2 - вид А на фиг. 1j на фиг. 3 - структурная схе устройства. Устройство для фрезерования пазо в пластинах коллектора электрически машин содержит механизм поворота ко лектора (фиг. 1), состоящий из элек ропривода 1, редуктора 2 и связанно с ним оправки 3 для установки и фик сации на нем коллектора 4. На корпу се устройства жестко закреплен датчик угла поворота (фиг. 1 и 2), состоящий из держателя 5, вьшолненного из изоляционного материала, на котором жестко закреплены две пары игольчатых щупов - передающая и приемная 7, концы которых располо жены над поверхностью коллектора с минимальным воздушным зазором, причем расстояние между концами щупов пары больше толщины изоляционной пластины коллектора 4. Концы пар 6 и 7 игольчатых щупов расположены на одной прямой, параллельной оси оправки 3. Над обрабатьгоаемой поверхностью коллектора 4, перпендикулярно его оси, с возможностью перемещения вдоль нее расположен обрабатывающий инструмент 8 (фиг. 2) который связан с электроприводом 9 его вращения и перемещения (фиг. 3) Обрабатывающий инструмент 8 механически связан с конечным выключате лем 10, контакт которого подключен к входу формирователя 11 импульсов, выход которого соединен со счетным входом счетчика 12 числа пластин коллектора и с S-входом RS-триггера 13, выходы Q и Q которого через первые входы логических элементов И 14 и 15 подключены соответственно к управляющим входам электроприводов 9 и 1. Передающая 6 и приемная пары игольчатых щупов через первичные обмотки согласующих трансформаторов 16 и 17 подключены к выходу источника 18 высокого напряжения. Вторичная обмотка согласующего транс форматора 16 подключена к выходу ге62нератора 19 высокой частоты, а вторичная обмотка согласующего трансформатора 17 подключена к входу усили-. теля-детектора 20, выход которого соединен с R-входом RS-триггера 13. Выходы источника 18 высокого напряжения и генератора 19 высокой частоты, а также вторые входы логических элементов И 14 и 15 подключены к выходу счетчика 12 числа пластин коллектора. Устройство для фрезерования пазов в пластинах коллектора электрических машин работает следующим образом. После подачи напряжения счетчик 12 числа пластин коллектора автомати ески сбрасывается в нуль.. При этом обрабатывающий инструмент 8 находится в исходном состоя- НИИ, контакт конечного выключателя 10 замкнут, а формирователь 11 импульса вырабатывает импульс определенной длительности, поступающий на S-вход RS-триггера 12 и переводящий его в состояние, при котором на выходе Q появляется сигнал 1, q на выходе Q - О.. Поскольку с выхода счетчика 12 числа пластин коллектора на вторые входы логических элементов И 14 и 15 подается сигнал О, то сигнал 1 с выхода Q RS-триггера 13 не подается через логический элемент И 15 на управляющий вход электропривода 1, оставляя его выключенным. Далее на оправке 3 (фиг. 1) устанавливают и фиксируют коллектор 4, после чего нажатием кнопки Пуск на счетчик 12 числа коллекторных пластин подается сигнал, под действием которого на его выходе появляется сигнал 1, которым включается источник 18 высокого напряжения, генератор 19 высокой частоты и (через логический элемент И 15) электропривод 1, вращение которого передается через редуктор 2 по оправке 3 с насаженным на нее коллектором 4. При этом с выхода источника 18 высокого напряжения через первичные обмотки трансформатора 16 и 17 постоянное высокое напряжение подается на передающую 6 и приемную 7 пары игольчатых щупов, в результате чего воздух в зазоре между концами игольчатых щупов и поверхностью коллектора 4 ионизируется, обеспечивая их электрическую связь. На передающую пару 6 игольчатых щупов с 3 генератора 19 высокой частоты через трансформатор 16 подается сигнал высокой частоты; При расположении под обеими пара ми 6 и 7 щупов токопроводящей пластины, коллектора- 4 сигнал высокой частоты с концов пары 6 игольчатых щупов через ионизированный воздушны зазор замыкается по поверхности упомянутой пластины, не достигая приемной пары 7 игольчатых щупов. При ..вращении коллектора 4 изоляцион ная пластина размещается меяаду концами каждой из пар 6 и 7 щупов, при этом сигнал высокой частоты с концов щупов через ионизированный воздушный промежуток и расположенные рядом токопроводящие пластины коллектора 4, приемную пару 7 щупов и трансформатор 17 подается на вход усйпителя-детектора 20, с выхода которого импульс, сформированный по амплитуде и длительности подается на R-вход RS-триггера 13, в то время, как импульс на S-входе RS-триггера к тому времени снимается. В результате этого RS-триггер переводится в исходное состояние, при котором на его выходе Q появляется сигнал О, а на выходе Q сигнал 1. Сигнал О с выхода Q RS-триггера 13 через первый вход логического элемента И 15 подается на управляющий вход электропривода отключая его блок з равления (не показан) и фиксируя при помощи двигателя коллектор 4, При этом с выхода Q RS-триггера 13 сигнал 1 24 подается через логический элемент И 14 на управляющий вход электропривода 9, включая его и передавая . обрабатывакяцему инструменту 8 вра- щательное и возвратно-поступательное движение, что обеспечивает обработку первого паза пластины коллектора 4, Поскольку при поступательном движении обрабатывающего инструмента 8 контакты конечного вьжлючателя 10 размыкаются, а при возврате в исходное положение замыкаются, то на выходе формирователя 11 импульса вновь появляется импульс, поступающий на счетный вход счетчика 12 числа пластин коллектора и на S-вход RS-триггера 13, который перебрасывается в прежнее состояние, при котором на его выходе Q появляется сигнал 1 , а на выходе Q - сигнал О, что обеспечивает отключение электропривода 9 и включение электропривода 1. Указанный цикл работы повторяется до тех пор, пока не будут обработаны все пазы в пластинах колпектора 4. После обработки последнего паза в пластинах коллектора 4 на выходе счетчика 12 числа коллекторных пластин появляется сигнал О, который подается на вторые входы логических элементов И 14 и 15, что запрещает включение электроприводов 1 и 9, а также отключает источник 18 высокого напряжения и генератор 19 высокой частоты, после чего с оправки 3 снимают обработанный коллектор 4 и устанавливают новый.
ВиЭ/
s
фиг. Z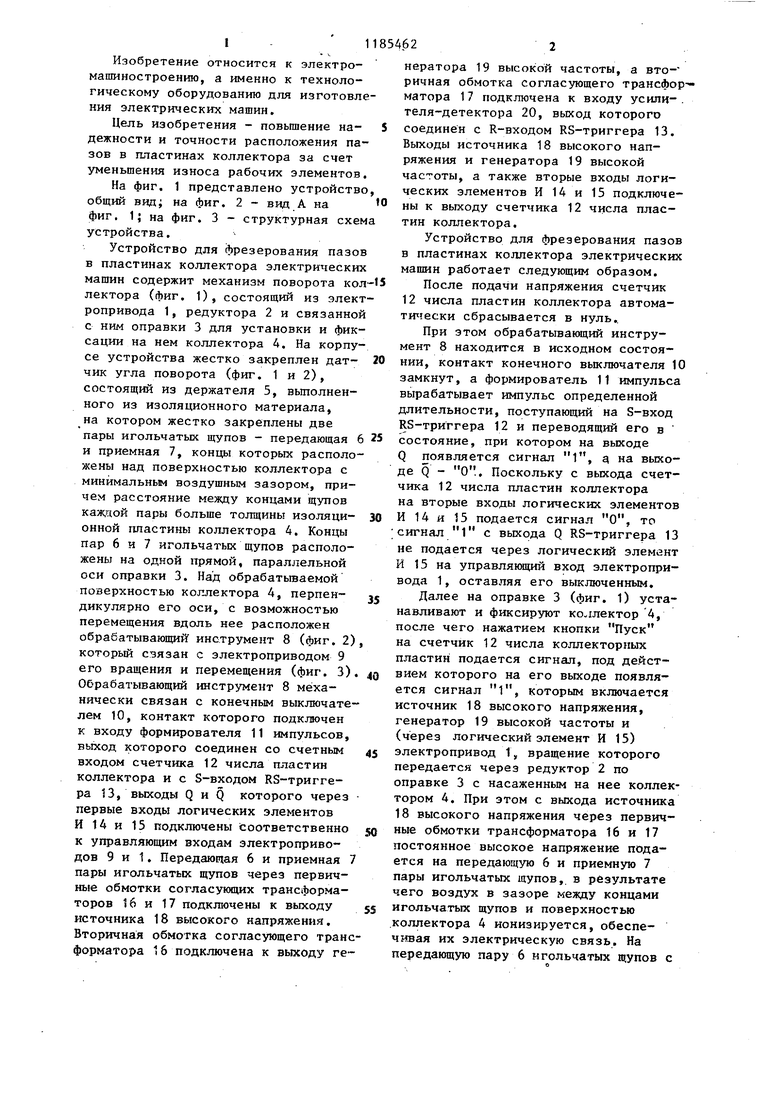
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки коллекторов электрических машин | 1986 |
|
SU1379848A1 |
| Устройство для обработки коллекторов электрических машин | 1989 |
|
SU1714779A1 |
| Электропривод | 1990 |
|
SU1830611A1 |
| Следящий электропривод для разметки шкал | 1984 |
|
SU1228071A1 |
| СИСТЕМА ВОЗБУЖДЕНИЯ СИНХРОННОГО ГЕНЕРАТОРА С ФОРСИРОВКОЙ И КОРРЕКТОРОМ ПАРАЛЛЕЛЬНОЙ РАБОТЫ | 2023 |
|
RU2811685C1 |
| Устройство для управления плечом транзисторного @ -фазного мостового инвертора | 1984 |
|
SU1239808A1 |
| Устройство для обработки коллекторов электрических машин | 1979 |
|
SU886119A1 |
| РЕЛЕ ВРЕМЕНИ | 2002 |
|
RU2208259C1 |
| Электропривод переменного тока | 1991 |
|
SU1815788A1 |
| Установка для определения коэффициента трения | 2016 |
|
RU2659179C1 |
УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЛАСТИНАХ КОЛЛЕКТОРА ЭЛЕКТРтЕСКИХ МАШИН, содержащее механизм поворота коллектора с приводом и оправкой для установки коллектора, обрабатывающий инструмент, связанный с конечным выключателем, привод его вращения и переме-щения вдоль оси коллектора, датчик угла поворота коллектора, выполненный в виде двух игольчатых щупов, электрически связанных с системой управления, концы которых расположены на прямой, параллельной оси оправки, и счетчик числа пластин коллектора, отличающееся тем, что, с целью повышения, надежности и точности расположения пазов в пластинах коллектора за счет уменьшения износа рабочих элементов, оно снабжено источником высокого напряжения, генератором высокой частоты, усилителем-детектором, формирователем импульса, RS-триггером, двумя логическими элементами И и двумя согласующими трансформаторами,датчик угла повороте коллектора содержит два дополнительных щупа,щупы соединены попарно,расстояние между концами щупов каждой пары составляет не менее толщины изоляционной пластины коллектора, при этом пары щупов соединены через первичные обмотки трансформаторов с источником высокого напряжения, вторичная обмотка (.0 одного из которых соединена с выходом генератора высокой частоты, в- оричная обмотка другого - с входом С усилителя-детектора, вькод которого подключен к R-входу RS-триггера, S-вход которого связан со счетным входом счетчика числа пластин коллектора, а через формирователь имОо ел пульса - с конечным выключателем, выходы Q и Q RS-триггера соединены через одни входы логических элементов И с приводами механизма поворота коллектора и обрабатываю ющего инструмента соответственно, другие входы лоп-гческих элементов И, входы источника высокого напряжения и генератора высокой частоты соединены с выходом счетчика числа пластин коллектора.
| Устройство для фрезерования пластин коллекторов электрических машин | 1978 |
|
SU691968A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки коллекторов электрических машин | 1979 |
|
SU886119A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
