Изобретение относится к технологии изготовления электрических машин и может быть использовано для крепления бандажных колец ротора электрической машины, в частности турбогенератора,и является дополнительным к авт. св. № 1037379.
Цель изобретения - снижение мощности технологического оборудования.
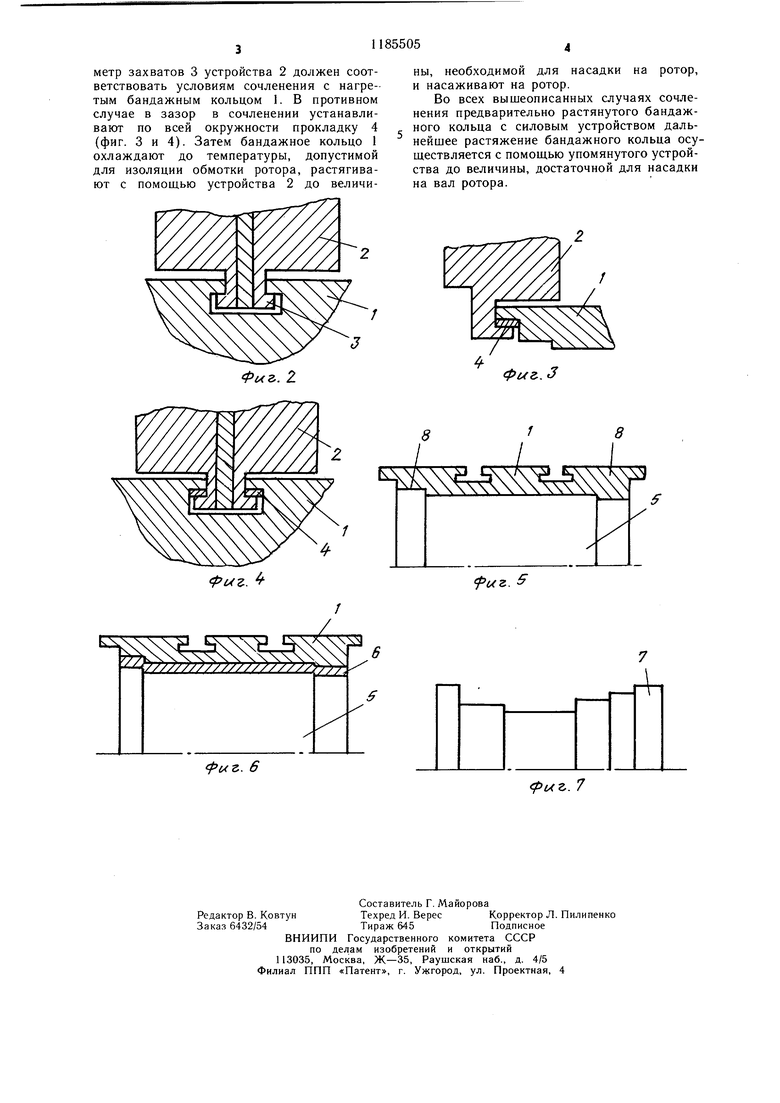
На фиг. 1 и 2 представлены варианты соединения бандажного кольца с захватами силового устройства; на фиг. 3 и 4 - варианты с прокладкой, установленной в соединении бандажного кольца с захватами силового устройства; на фиг. 5 - бандажное кольцо, насаженное на технологический цилиндр; на фиг. 6 - прокладка, установленная между бандажным кольцом и технологическим цилиндром; на фиг. 7 - технологический цилиндр, выполненный из дисков.
Способ установки бандажного кольца с натягом на ротор электрической машины, в частности турбогенератора, осуществляется следующим образом.
Бандажное кольцо 1 (фиг. I и 2) предварительно растягивают и в этом состоянии соединяют с силовым устройством 2, имеющим увеличенный диаметр захватов 3 с учетом растяжения бандажного кольца 1. Производят предварительное увеличение диаметра посадочной поверхности бандажного кольца до величины, при которой приращение диаметра составляет не более чем 90% приращения диаметра, необходимого для посадки на ротор. Затем бандажное кольцо фиксируют и растягивают с помощью силового устройства и насаживают на вал ротора, причем необходимая величина растяжения бандажного кольца с помощью силового устройства значительно меньше, чем при соединении с нерастянутым бандажным кольцом.
Если захваты 3 внешнего силового устройства рассчитаны на сочленение с нерастянутым бандажным кольцом, тот при сочленении с растянутым бандажным кольцом в образуюшиеся зазоры устанавливают по всей окружности жесткие прокладки 4 из жесткого материала, например из стали (фиг. 3 и 4).
Бандажное кольцо 1 (фиг. 5), насажденное с натягом на технологический цилиндр 5, сочленяют с силовым устройством 2, растягивают с помощью упомянутого устройства, снимают с технологического цилиндра 5 и насаживают на ротор.
Если бандажное кольцо 1 насаживают на технологический цилиндр 5 путем нагрева, то затем его охлаждают до температуры, допустимой для изоляции обмотки ротора и после этого сочленяют с внещним силовым устройством 2 для дальнейшего растяжения и насадки на ротор.
Бандажное кольцо 1 может насаживаться на технологический цилиндр с помощью силового устройства 2. В этом случае, после насадки бандажного кольца 1 и разгрузки силового устройства 2, образуется зазор в сочленении указанного устройства и бандажного кольца. В этот зазор устанавливают по всей окружности прокладку 4 из жесткого материала (фиг. 3 и 4), бандажное кольцо 1 растягивают силовым устройством 2, снимают с технологического цилиндра 5 и насаживают на ротор.
0 При растяжении бандажного кольца 1 в несколько последовательных этапов оно насаживается с натягом на технологический цилиндр при помощи силового устройства 2, которое затем разгружается. В образовавщийся зазор в сочленении упомянутого устройства 2 и бандажного кольца 1 устанавливают по всей окружности прокладку 4 (фиг. 3 и 4), затем бандажное кольцо 1 снова растягивают силовым устройством 2 до образования зазора с технологическим
Q цилиндром 5, в который устанавливают по всей окружности прокладку 6 из жесткого материала (фиг. 5 и 6). После разрузки силового устройства 2 в зазор в сочленении между ним и бандажным кольцом 1 устанавливают по всей окружности прокладку 4
5 большей толщины (фиг. 3 и 4). Затем бандажное кольцо 1 опять растягивают силовым устройством 2 до появления зазора с технологическим цилиндром 5 и т. д. Операция повторяется до тех пор, пока растяжение бандажного кольца не станет достаточным для насадки на ротор. Первую насадку бандажного кольца на технологический цилиндр можно производить при помощи нагрева.
Возможен способ, при котором бандажное кольцо 1 сначала насаживают с натягом на технологический цилиндр 5 (фиг. 5). Затем технологический цилиндр 5 нагревают и за счет своего теплового расширения он растягивает бандажное кольцо 1 В растянутом состоянии бандажное кольцо
0 1 сочленяют с силовым устройством 2, растягивают далее с помощью этого устройства, снимают с технологического цилиндра 5 и насаживают на ротор.
Технологический цилиндр 5 выполнен из
дисков 7 различного диаметра и различной толщины. Профиль технологического цилиндра 5 может быть таким, что посадка бандажного кольца с натягом на технологический цилиндр будет осуществляться только по поверхностям 8 посадки бандаж0 ного кольца на ротор (фиг. 5).
В случае насадки бандажного кольца 1 на ротор без использования технологического цилиндра 5 бандажное кольцо 1 нагревают до температуры, соответствующей увеличению диаметра, что составит не более
5 чем 90% приращения диаметра, необходимого для посадки на ротор. В нагретом состоянии бандажное кольцо 1 сочленяют с силовым устройством 2 (фиг. 1 и 2). Диаметр захватов 3 устройства 2 должен соответствовать условиям сочленения с нагретым бандажным кольцом I. В противном случае в зазор в сочленении устанавливают по всей окружности прокладку 4 (фиг. 3 и 4). Затем бандажное кольцо 1 охлаждают до температуры, допустимой для изоляции обмотки ротора, растягивают с помощью устройства 2 до величины, необходимой для насадки на ротор, и насаживают на ротор.
Во всех вышеописанных случаях сочленения предварительно растянутого бандажного кольца с силовым устройством дальнейшее растяжение бандажного кольца осуществляется с помощью упомянутого устройства до величины, достаточной для насадки на вал ротора.
г. 2
8
8
р1/г.
uz. 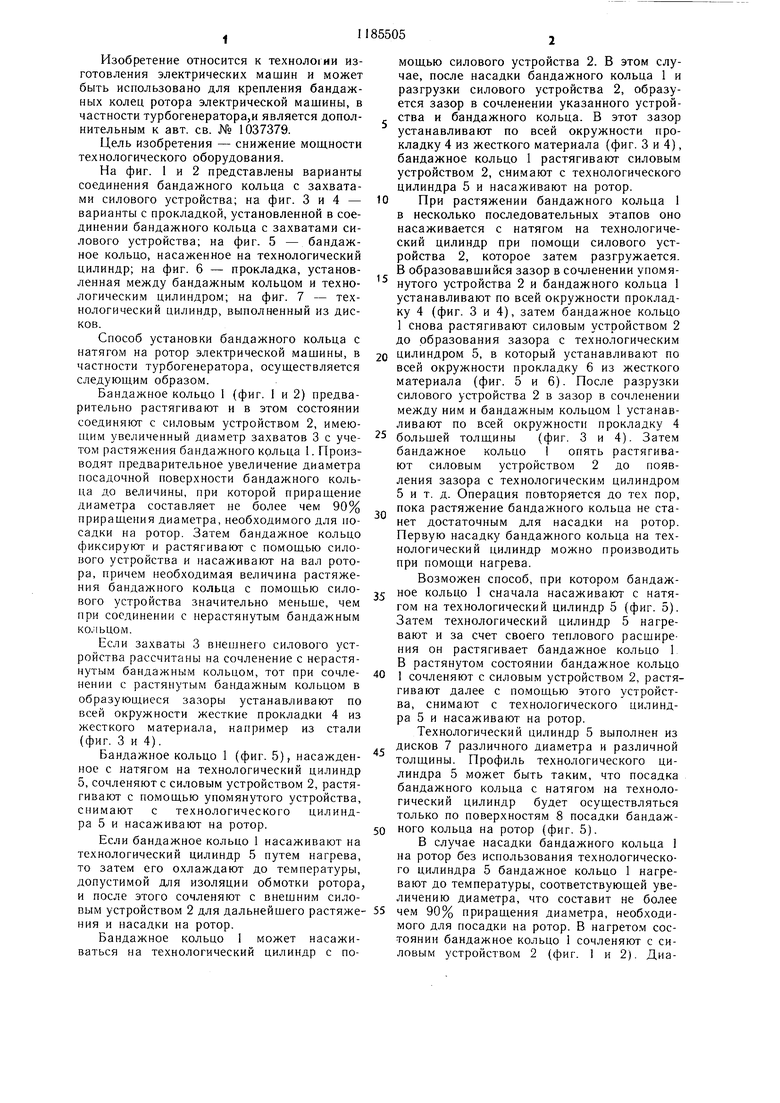
| название | год | авторы | номер документа |
|---|---|---|---|
| Бандаж для крепления лобовой части обмотки ротора электрической машины | 1983 |
|
SU1156196A1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПОСАДОЧНЫХ НАТЯГОВ БАНДАЖНЫХ КОЛЕЦ НА СОСТАВНЫЕ ЧАСТИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280306C2 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1078521A1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПОСАДОЧНОЙ ЧАСТИ БАНДАЖНЫХ КОЛЕЦ И МАССИВНОГО СЕРДЕЧНИКА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖИРОВАННОГО ИНСТРУМЕНТА, ИМЕЮЩЕГО ФОРМУ ТЕЛА ВРАЩЕНИЯ | 1992 |
|
RU2053090C1 |
| РОТОР СИНХРОННОЙ НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2295820C1 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2040099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО РОЛИКА | 1992 |
|
RU2011688C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПОСАДОЧНЫХ НАТЯГОВ БАНДАЖНЫХ КОЛЕЦ НА БОЧКУ И ЦЕНТРИРУЮЩИЕ КОЛЬЦА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2280939C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПОСАДОЧНЫХ НАТЯГОВ БАНДАЖНЫХ КОЛЕЦ НА СОСТАВНЫЕ ЧАСТИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 1999 |
|
RU2145144C1 |
1. СПОСОБ УСТАНОВКИ БАНДАЖНОГО КОЛЬЦА НА РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ по авт. св. № 1037379 отличающийся тем, что, с целью снижения мощности технологичеоского оборудования, перед растяжкой бандажного кольца с помощью захватов, соединенных с приводом их радиального перемещения, предварительно увеличивают диаметр посадочной поверхности бандажного кольца до величины, при которой приращение диаметра составляет не более чем 90% приращения диаметра, необходимого для посадки на ротор, после чего бандажное кольцо фиксируют посадкой на технологический цилиндр. 2.Способ по п. 1, отличающийся тем, что при установке на бандажное кольцо захватов в зазор между кольцом и захватами устанавливают по окружности прокладку из жесткого материала. 3.Способ по пп. 1 и 2, отличающийся тем, что предварительное увеличение диаметра бандажного кольца осуществляют нагревом, а после установки захватов бандажное кольцо охлаждают до температуры, допустимой для изоляции обмотки ротора. 4.Способ по пп. 1 и 2, отличающийся i тем, что предварительное увеличение диаметсл ра посадочной поверхности бандажного кольца производят путем его растяжки с помощью захватов, соединенных с приводом их радиального перемещения.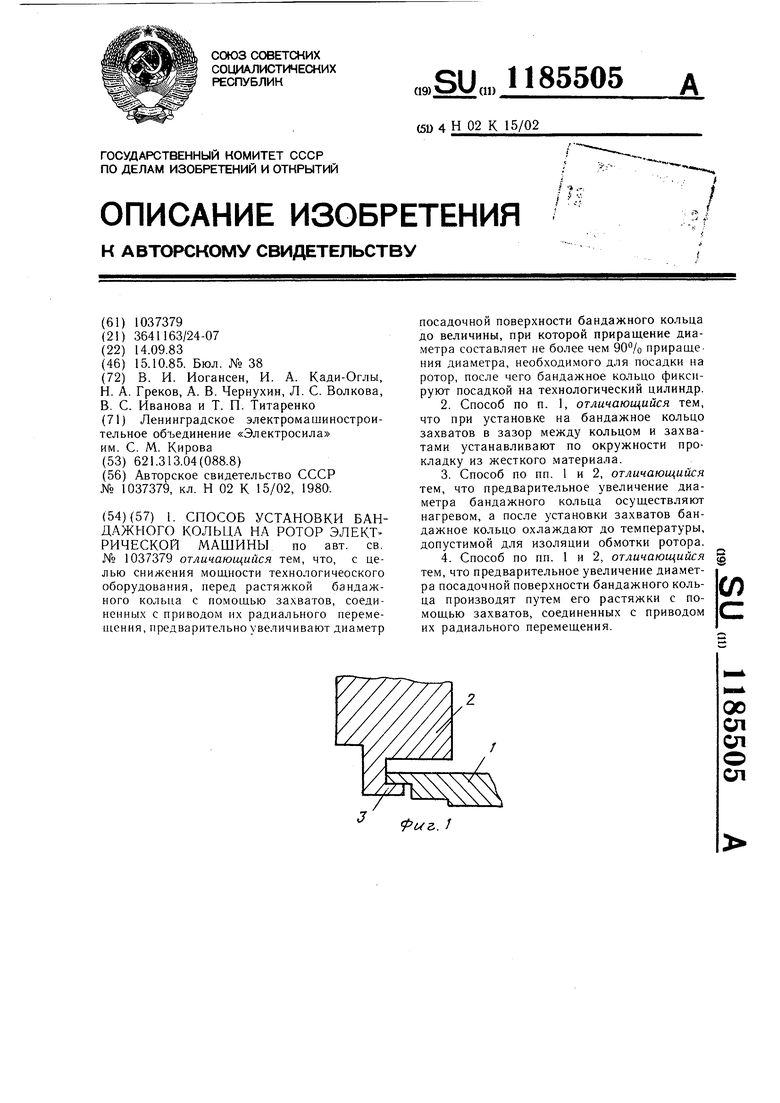
фиг. 6
. 7
| Бандажное кольцо ротора электрической машины и способ его установки на ротор | 1980 |
|
SU1037379A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
