Изобретение относится к электромашиностроению и может быть использовано при изготовлении коллекторов без арочного распора для средних и крупных электрических машин, например тяговых.
Известен способ изготовления коллекторов электрических машин, включющий калибровку изоляционных прокладок и комплекта токоведущих пластин .совместно с изоляционными прокладками, сборку этих пластин и прокладок, чередуя через одну, в коллекторное кольцо на один наборный -диск с радиальными пазами, насадку опрессовочных колец и плашек на коллекторное кольцо, многократные нагревы и подпрессовки коллекто ного кольца, сборку коллекторного кольца на металлический корпус через электроизоляционные ма-нжеты и цилиндр, трехкратные нагревы и подпрессовки собранного коллектора с последующей динамической формовкой. Этот способ применяют для изготовления колле.ктора арочного типа с ласточкиными хвостами С
Недостаток данно го сз пособа - неточность распределения токоведущих пластин по полюсному делению на коллекторах тяговых двигателей электровозов ( допускается от 1,5 мм до одного коллекторного деления 4-5 мм что значительно ухудшает коммутацию электрической машины.
Наиболее близок к предлагаемому спЬсоб изготовления коллектора электрической машины, включающий сборку коллекторных пластин и изоляционных прокладок в коллекторное кольцо на нижний наборный диск с радиальными пазами, установку на коллекторное кольцо опрессовочного кольца, опрессовку коллекторного кольца, устанрвку бандажных колец с натягом, удаление нижнего наборного диска, сборку коллекторного кольца с корпусом, удаление опрессовочного кольца, нагрев и контрольный разгон CliX
Недостатком известного способа является неточность расположения пластин по полюсному делению, обусловленная необходимостью создания стабильного арочного распора в кольце коллекторных и изоляционных плас.тин, к:оторый достигается многократными выпечками, прессовками и формовками, обеспечивакяцими усадку изоляции. При этом происходит неуправляемый процесс перемещения коллекторных и изоляционных пластин в круговой арке коллектора из-за разнотолщинности и неодинаковой усадки материала изоляционных пластин, а также из-за того, что положение пластин в кольце комплекта никаким, образом не фиксируется по окружности. Вследствие этого необходимость создания сил арочного распора требует большой длительности цикла и Трудоемкости изготовления коллектора, обусловленных многократными нагревами и подпрессовками для исключения усадки изоляции.
Цель изобретения - повышение качества изготавливаемых изделий путем повыиюния точности расположения коллекторных пластин в коллекторе.
Поставленная цель достигается тем, что согласно способу изготовления коллектора электрической машины включающему сборку коллекторных пластин и изоляционных прокладок в коллекторное кольцо на нижний наборный диск с радиальными пазами, установку на коллекторное кольц опрессовочного кольца, опрессовку коллекторного кольца, установку бандажных колец с натягом, удаление нижнего наборного диска, сборку коллекторного кольца с корпусом, удление опрессовочного кольца, нагрев и контрольный разгон, перед сборкой коллекторных пластин и изоляЦИОН.НЫХ прокладок устанавливают в нижний наборный диск цилиндрическую оправку с-верхним наборным диском с радиальными пазами, опрессовку коллекторного кольца производят до упора пластин в цилиндрическую оправку, перед установкой бандажных колец производят фиксацию коллекторного кольца по торцовым поверхностям путем стягивания верхнего и нижнего наборных дисков, перед сборкой коллекторного кольца с корпусом удаляют цилиндрическую оправку, после сборки коллекторного кольца с корпусом снимают фиксацию по торцовым поверхностям коллекторного кольца и удаляют наборные диски, после чего коллектор пропитывают изоляционным материалом.
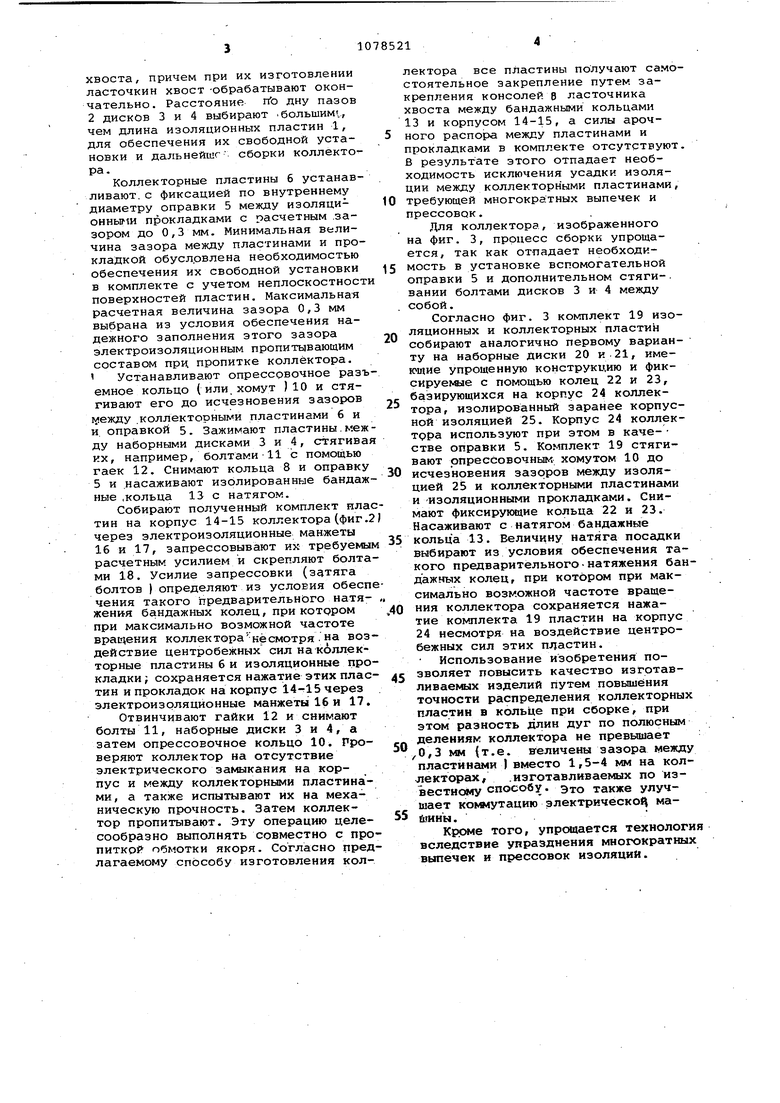
На фиг..1 изображен процесс сборки изоляционных прокладок и коллекторных пластин в коллекторное кольцо на оправкеf на фиг. 2 - корпус установки корпуса коллектора; на фиг. 3 - вариант сборки пластин в коллекторное кольцо.
Коллектор электрической машины изготавливают следующим образом.
Изоляционные 1 пластины устанавливают в радиальные пазы 2 верхнего 3 и нижнегр 4 наббрных дисков до упора в цилиндрическую оправку 5 Наборные диски 3 и 4 располагают в параллельных плоскостях на расстоянии а (фиг. 1) друг от друга, равном или большем длины коллектор-ной б пластины, скрепляют их между собой посредством оправки 5, направляющей шпонки 7, кольца 8 и болтон 9. Коллекторные 6 и изоляционные 1 пластины изготовлены с крепежной частью в форме ласточкина . хвоста, причем при их изготовлении ласточкин хвост -обрабатывают окончательно. Расстояние пЪ дну пазов 2 дисков 3 и 4 выбирают .большими, чем длина изоляционных пластин 1, для обеспечения их свободной установки и дальнейшг-. сборки коллекто ра. Коллекторные пластины 6 устанавливают, с фиксацией по внутреннему диаметру оправки 5 между изоляционными прокладками с расчетным .зазором до 0,3 мм. Минимальная величина зазора между пластинами и прокладкой обуслрвлена необходимостью обеспечения их свободной установки в комплекте с учетом неплоскостност поверхностей пластин. Максимальная расчетная величина зазора 0,3 мм выбрана из условия обеспечения надежного заполнения этого зазора электроизоляционным пропитывающим составом при пропитке коллектора. Устанавливают опрессовочное разъ емное кольцо ( или.хомут )10 и стягивают его до исчезновения зазоров .коллекторными пластинами 6 и и. оправкой 5. Зажимают пластины.меж ду наборными дисками 3 и 4, стягива их, например, болтами-И с помО1цью гаек 12. Снимают кольца 8 и оправку 5 и насаживают изолированные бандаж ные .кольца 13 с натягом. Собирают полученный комплект пла тин на корпус 14-15 коллектора (фиг. через электроизоляционные манжеты 16 и 17, запрессовывают их требуемы расчетным усилием и скрепляют болта ми 18. Усилие запрессовки (затяга болтов ) определяют из условия обесп чения такого гтредварительньго натяжения бандажных колец, при котрром при максимально возможной частоте вращения коллекторанесмотря . на воз действие центробежных сил на коллекторные пластины 6 и изоляционные про кладки ; сохраняется нажатие этих плас тин и прокладок на корпус 14-15 через электроизоляционные манжеты 16 и 17. Отвинчивают гайки 12 и снимают болты 11, наборные дискк 3 и 4, а затем опрессоЕОЧное кольцо 10. Проверяют коллектор на отсутствие электрического замыкания на корпус и между коллекторными пластинами, а также испытывают их на механическую прочность. Затем коллектор пропитывают. Эту операцию целесообразно выполнять совместно с про питкой обмотки якоря. Согласно пред лагаемому способу изготовления коллектора все пластины получают самостоятельное закрепление путем закрепления консолей в ласточника хвоста между бандажными кольцами 13 и корпусом 14-15, а силы арочного распора между пластинами и прокладками в комплекте отсутствуют. В результате этого отпадает необходимость исключения усадки изоляции между коллекторными пластинами, требующей многократных выпечек и прессовок. Для коллектора, изображенного на фиг. 3, пррцесс сборки упрощается, так как отпадает необходимость в установке вспомогательной оправки 5 и дополнительном стяги-. вании болтами дисков 3 и 4 между собой. Согласно фиг. 3 комплект 19 изоляционных и коллекторных пластин собирают аналогично первому вариан- ту на наборные диски 20 и.21, имеющие упрощенную конструкцию и фикcиpye влe с помощью колец 22 и 23, базирующихся на корпус 24 коллектора, изолированный заранее корпусной изоляцией 25. Корпус 24 коллектрра используют при этом в каче- стве оправки 5. Комплект 19 стягивают рпрессовочнь : хомутом 10 до исчезновения зазрров между изоляцией 25 и коллекторными пластинами и изоляционными прокладками. Снимают фиксирующие кольца 22 и 23. Насаживают с натягом бандажные кольца 13. Величину натяга посадки выбирают из условия обеспечения такого предварительногонатяжения бандажных колец, при котором при максимально возможной частоте вращения коллектора сохраняется нажатие комплекта 19 пластин на корпус 24 несмотря на воздействие центробежных сил этих пх1астин. Использование изобретения позволяет повысить качество изготавливаемых изделий путем првышёния точности распределения коллекторных пластин в кольце при сборке, при этом разность длин дуг по полюсным делениям коллектора не превышает 0,3 мм (т.е. вгеличены зазора меткду пластинами ) вместо 1,5-4 мм на коллекторах, .изготавливаемых по известному способу. Это также улучшает коммутацию электрическо маКроме того, упрощается техиология вследствие упразднения многократных выпечек и прессовок изоляций.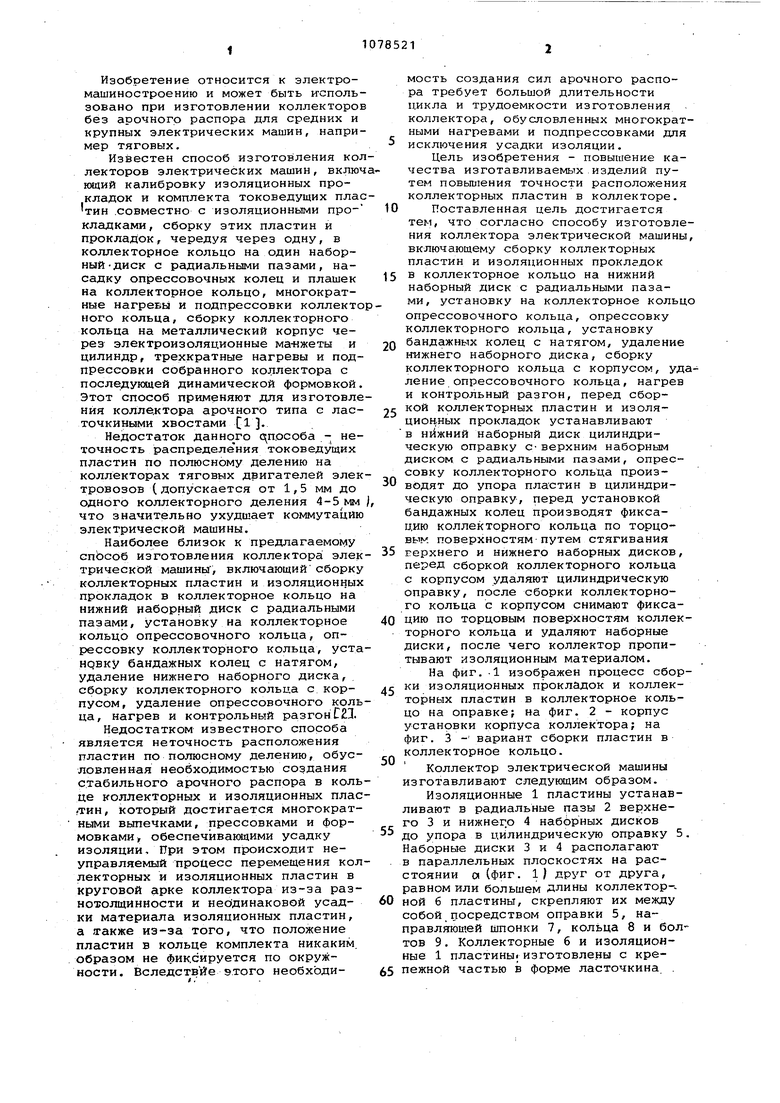
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1986 |
|
SU1376161A1 |
| СПОСОБ ВЫЕМКИ БАНДАЖНОГО КОЛЬЦА ИЗ КОЛЬЦЕВОГО ПАЗА КОЛЛЕКТОРНОГО КОЛЬЦА | 2007 |
|
RU2336616C1 |
| Способ изготовления коллектора электрической машины | 1987 |
|
SU1554059A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2330361C1 |
| Коллектор электрической машины | 1982 |
|
SU1065939A1 |
| Устройство для сборки и опрессовки комплекта коллекторных пластин | 1989 |
|
SU1734156A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХМАШИН | 1967 |
|
SU205930A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| Коллектор электрической машины | 1980 |
|
SU1156176A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕК ТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий сборку коллекторных пластцн и изоляционных прокладок в коллекторное кольцо на нижний наборный диск с радиальными пазами, установку на коллекторное кольцо опрессовочного .кольца, опрессовку коллекторного кольца, установку бандажных колец с щ натягом, удаление нижнего .наборного диска, сборку коллекторного кольца с корпусом, удаление опрессовочного кольца, нагрев и контрольный разгон, отличающийся тем, что, с целью повышения качества изготавливаемых изделий путем повыиюния точности расположения коллекторных пластин в коллекторе, перед -сборкой коллекторных пластин и изоляционных прокладок устанавливают в нижний наборный диск цилиндрическую оправку с верхним наборным диском с радиальньтми пазами, опрессовку коллекторного кольца производят до упора пластин в цилиндрическую оправку, перед установкой бандажных колец производят фиксацию коллекторного кольца по ториовьтч поверхностям путем стягивания верхнего и нижнего наборных дисков, перед сборкой коллекторного кольца с корпусом удаляют цилиндрическую оправку, после сборки коллекторного кольца с корпусом снимают фиксацию по торцовым поверхностям коллекторного кольца и удаляют наборные диски, ,после чего коллектор пропитывают изоляционным материалом. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Антонов М.В.и Герасимов Л.С Технология производства электрических машин | |||
| М., Энергия, 1982, с | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХМАШИН | 0 |
|
SU218988A1 |
| . | |||
