В настоящее время в связи с решением задачи автоматизации нроизводственного контроля изделий и полуфабрикатов находит широкое распространение ультразвуковой иммерсионный метод дефектоскопии. Этот метод заключается в том, что ультразвуковые колебания, возбуждаемые искателем, передаются в изделие не через тонкий слой смазки, как при контроле обычным контактным ультразвуковым дефектоскопом, а через слой жидкости (обычно воды), толшина которого значительно превосходит длину волны ультразвука. Иммерсионный метод дефектоскопии обеспечивает стабильность акустического контакта искателя с изделием в процессе перемешения искателя даже при плохом качестве обработки поверхности, что позволяет автоматизировать процесс ультразвукового контроля и запись результатов.
Недостатком иммерсионного метода дефектоскопии является плохое согласование акустических свойств искателя и жидкой среды, в которую излучается ультразвук- Известно, что акустическое сопротивление пьезоэлемента искателя, как твердого тела, значительно больше акустического сопротивления жидкости. Это весьма затрудняет переход звуковой энергии от пьезоэлемента в среду, ведет к снижению к.п.д. искателя и увеличению мертвой зоны дефектоскопа, т. е. неконтролируемой зоны металла вблизи поверхности изделия.
С целью устранения указанного выше недостатка были разработаны конструкции искателей для иммерсионных дефектоскопов, в которых между пьезоэлементом и жидкой средой вводилась прокладка из материала, акустическое сопротивление которого близко к среднему алгебраическому из акустических сопротивлений материала пьезоэлемента и жидкости, например из плексигласа. Однако искатели такой конструкции обладают рядом недостатков. Многократные отражения ультразвука в плексигласовой прокладке вызывает появление на экране прибора серии сигналов, мешающих расшифровке результатов контроля. Для устранения этих ложных сигналов приходится разделять функции приемЛ Ь 118649- 2 -
ного и передающего искателей, что снижает эксплуатационные качества дефектоскопа. Кроме того, приходится делать плексигласовые прокладки большой толщипы, вследствие чего снижается чувствительность аппаратуры.
Ниже описывается конструкция искателя для иммерсионного зльтразвукового дефектоскопа, свободная от указанных недостатков.
Достигается это тем, что плексигласовая прокладка искателя выполняется в виде клина, в верхней части которого происходит гашение ультразвуковых волн, отраженных от границы клина с жидкостью.
Такое устройство искателя обеспечивает устранение ложных сигналов.
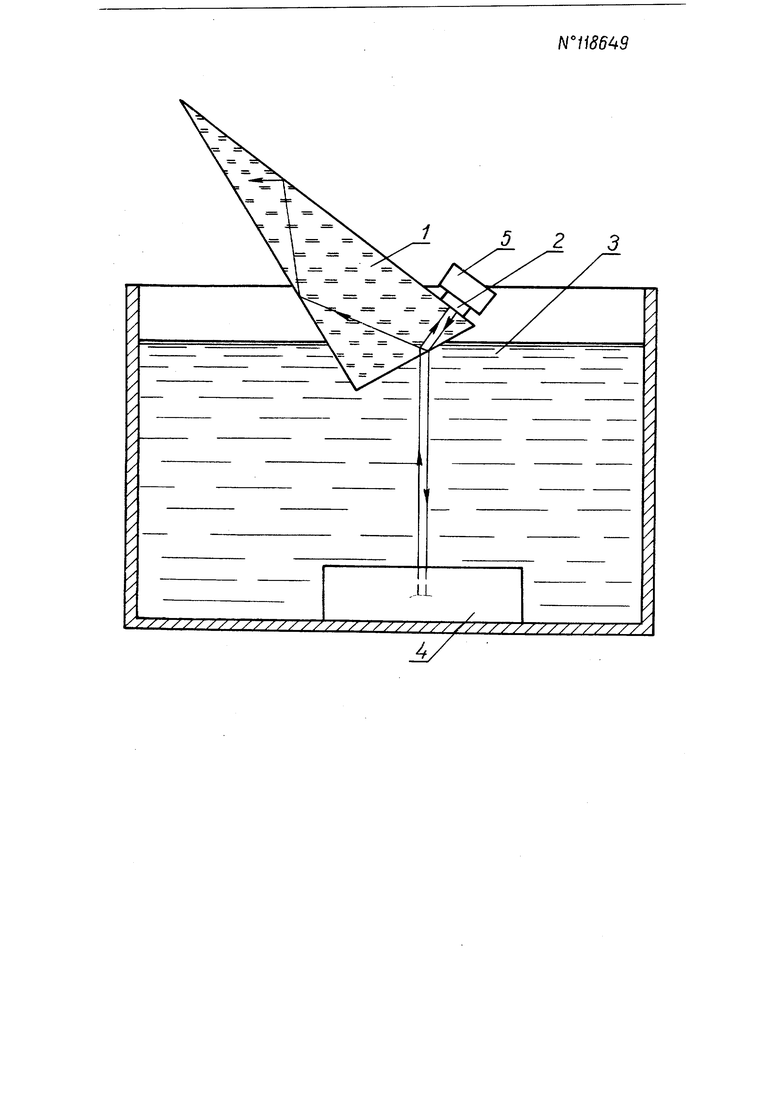
На чертеже изображена принципиальная схема предложенного искателя.
Согласующая плексигласовая прокладка / между пьезоэлементом 2 искателя и жидкостью 3 выполнена в виде клина с развитой верхней частью (так называемой ловушкой)- Благодаря указанной форме согласующей прокладки ультразвуковые волны, излучаемые пьезоэлементом, или отражающиеся от него, падают на границу прокладки с жидкостью под некоторым углом, отличном от прямого. Вследствие этого отраженная от границы волна не возвращается назад на пьезоэлемент, а попадает в верхнюю часть клина, где испытывает многократные отражения и гасится. и,ифрой 4 на схеме обозначено контролируемое изделие, а цифрой 5-демпфер из звукопоглощающего материала.
Таким образом, искатель описанной выще конструкции снабжен согласующей прокладкой, повыщающей его чувствительность и уменьшающей мертвую зону и в то же время в нем не возникает ложных импульсов, связанных с отражением ультразвука внутри плексигласовой прокладки.
Предмет изобретения
Искатель иммерсионного ультразвукового дефектоскопа с плексигласовой прокладкой, согласующей акустические свойства пьезоэлемента и жидкой среды, отличающийся тем, что, с целью устранения ложных сигналов, прокладка выполнена в виде клина, в верхней части которого происходит гашение ультразвуковых волн, отраженных от границы клина с жидкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ измерения толщины полости внутри металлических изделий с помощью ультразвукового толщиномера | 1957 |
|
SU113943A1 |
| Устройство для ультразвуковой дефектоскопии труб | 1960 |
|
SU136088A1 |
| Способ люминесцентной дефектоскопии изделий | 1960 |
|
SU133670A1 |
| Устройство для определения размеров и глубины залегания скрытых дефектов в изделиях | 1957 |
|
SU115743A1 |
| ПРОТЕКТОР УЛЬТРАЗВУКОВОГО ПРЕОБРАЗОВАТЕЛЯ | 1993 |
|
RU2034291C1 |
| Ультразвуковой искатель | 1979 |
|
SU845086A1 |
| Призматический щуп для ультразвукового дефектоскопа | 1952 |
|
SU100433A1 |
| Ультразвуковой прибор для измерения толщины стенок изделий | 1960 |
|
SU147771A1 |
| Устройство для модуляции частоты колебаний | 1959 |
|
SU127486A1 |
| Ультразвуковой раздельно-совмещенный искатель | 1974 |
|
SU602850A1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. Г. ГоландскийГр. 172
Информационно-издательский отдел.Подп. к печ. 6.IV-59 г.
Объем 0,17 п. л.Зак. 2115Тираж 785Цена 25 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
