20 00 05 4:
Изобретение относится к области неразрутпающих испытаний материалов и может быть использовано для определения типа дефекта при ультразвуковом контроле металлов и металлических изделий.
Целью изобретения является повышение достоверности контроля путем определения типа дефекта.
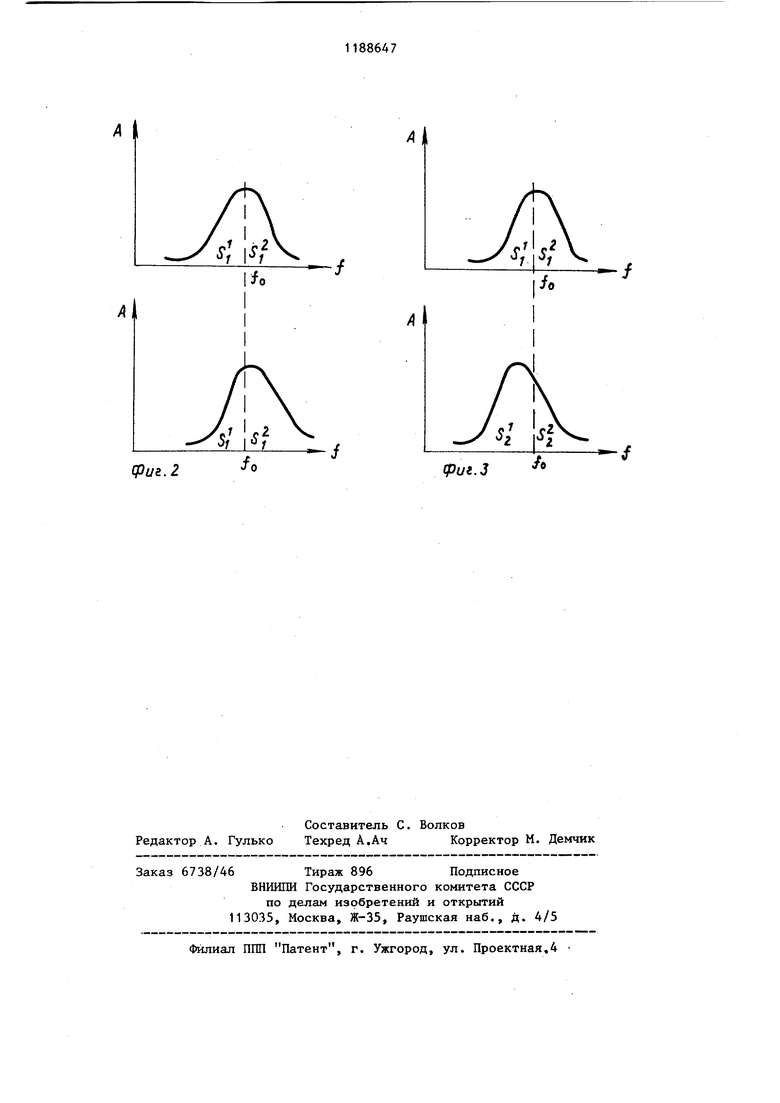
На фиг.1 показана схема устройства для реализации предлагаемого способа, на фиг.2 - спектры первого и второго эхо-импульсов от плоского дeфeктaJ на фиг.З - то же, от объемного дефекта.
Устройство содержит соединенные последовательно синхронизатор 1, генератор 2 зондирующих импульсов, пьезопреобразователь 3, усилитель 4 анализатор 5 спектра и регисторб, включенный между синхронизатором 1 и вторым входом усилителя 4 блок 7 стробирования и соединенный с вторым выходом усилителя 4 осццллографический индикатор 8, соединенный вторым входом с синхронизатором 1.
Способ ультразвукового контроля реализуется следующим образом.
Синхронизатор 1 запускает генератор 2 зондирующих импульсов, который возбуждает пьезопреобразователь 3. В изделие излучается короткий дшрокополосный ультразвуковой импульс предпочтительно сдвиговых колебаний. Целесообразность использования сдвиговых волн обусловлена те что, во-первых, их скорость в металлах почти в два раза меньше скорости продольных волн, благодаря чему возможно лучшее временное разрешение сигналов при прочих равных условиях, во-вторых, ввиду более эффективной трансформации сдвиговых волн в волну обегания по сравне.нию с продольными.
Сигналы от дефекта преобразуются пьезопреобразователем 3 в электрические импульсы, усиливаются усилителем 4 и подаются на осциллографический индикатор 8, развертка которого запускается синхронизатором 1.
Сигнал от дефекта разделяют по времени приема на первый и второй. Первый сигнал может быть от ближнег к искателю края плоского дефекта (дифрагированный сигнал) или зеркальным отражением от объемного
дефекта. Второй сигнал может быть, в случае плоского дефекта, отражением от дальнего к искателю края дефекта, а в случае объемного дефекта - сигналом обегания.
В блоке 7 стробирования устанавливается строб, в пределах которого находится только один импульс от дефекта - первый или второй. С первого выхода усилителя 4 находящийся в стробе импульс поступает на анализатор 5 спектра. Спектр анализируемого импульса регистрируется регистратором 6.
Определяют среднюю частоту f спектра первого сигнала, которая делит спектр на высокочастотную и низкочастотную части. Относительно средней частоты f делят также спектр второго сигнала на высокочастотную и низкочастотную части. Затем измеряют площади этих частей и по отношению измеренных площадей определяют тип дефекта. Для этого, например, вычисляют коэффициент изменения формы спектра Кф по формуле
к s S2
т s SI
где S f площади низкочастотной и высокочастотной частей спектра первог сигнала, $2 и S - то же, второго сигнал
При использовании монохроматического сигнала с ростом частоты амплитуда волны обегания дефекта уменьшается, причем это уменьшение значительно сильнее, чем уменьшение обусловленное зависимостью затухания от частоты. В импульсном режиме это проявляется в снижении уровня высокочастотной части спектра для волны обегания дефекта. Поэтому по коэффициенту изменения формы спектра К можно определить тип дефекта: если Кф больше 2, дефект объемный, если К. меньше 1,3 - плоскостной. Если 1,, для определения типа дефекта необходима дополнительная информация.
Использование предлагаемого изобретеню; позволяет повысить дост верность определения типа дефектов небольших размеров (порядка нескольких длин волн) .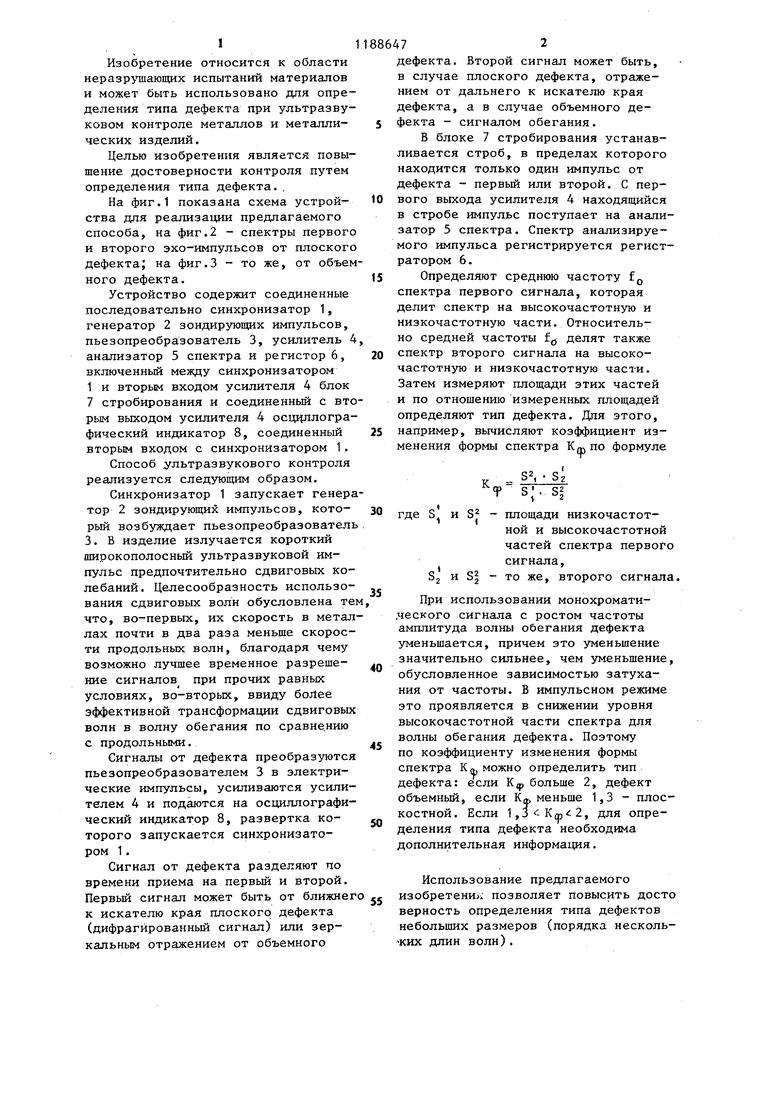
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля | 1982 |
|
SU1071957A1 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| Эхо-импульсный глубиномер к многоканальному ультразвуковому дефектоскопу | 1973 |
|
SU438924A1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1972 |
|
SU432380A1 |
| Ультразвуковой дефектоскоп | 1975 |
|
SU673907A2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ И УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2039979C1 |
| Ультразвуковой дефектоскоп | 1977 |
|
SU702846A1 |
| Ультразвуковой дефектоскоп | 1974 |
|
SU602848A1 |
| Ультразвуковой интроскоп-дефектоскоп | 1986 |
|
SU1702291A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1987 |
|
SU1426227A1 |
СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, заключающийся в том, что излучают в изделие широкополосные импульсы ультразвуковых колебаний, принимают отраженные от дефекта эхо-импульсы ультразвуковых колебаний, определяют спектры принятых эхо-импульсов, о т л и ч а ющ и и с я тем, что, с целью повышения достоверности контроля, регистрируют первый и второй эхо-импульсы от дефекта, определяют среднюю частоту спектра перзого эхо-импульса, для обоих эхо-импульсов определяют площади частей спектров, расположенных ниже и выше найденной частоты, и по отношению измеренных g площадей определяют тип дефекта. (Л
| Дефектоскопия | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Методы неразрешающих испытаний | |||
| /Под ред | |||
| Р.Шарпа | |||
| М.: Мир, 1972, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| . | |||
