Изобретение относится к автоматизации прокатного производства и предназначено для подсчета проката, слежения за его перемещением и определения его местоположения.
Цель изобретения - повышение точности устройства за счет индикации занятости участка в зависимости от длины перемещаемого изделия.
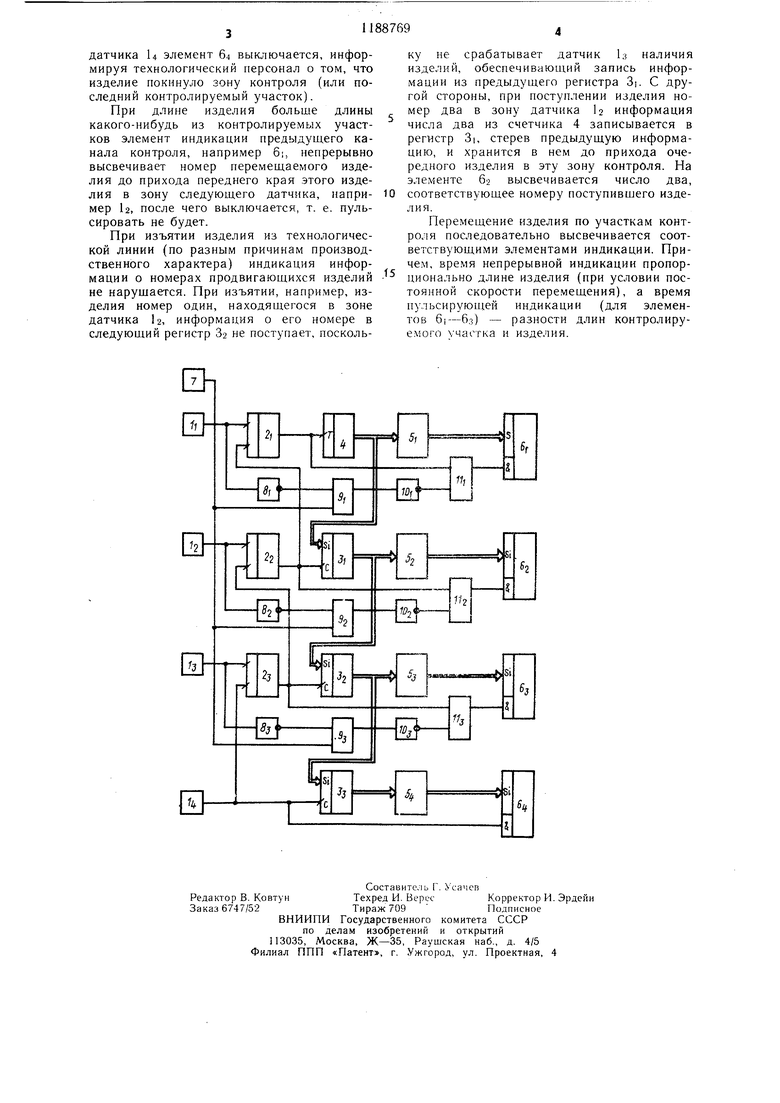
На чертеже изображена функциональная схема устройства.
Схема устройства аналогично может быть выполнена для любого числа точек контроля.
Устройство содержит датчики 1| -14, триггеры 2i-2з памяти, регистры 3i-Зз, счетчик 4 импульсов, дешифраторы 5i-64, элементы 6i-64 индикации, генератор 7 импульсов, первые элементы 8:-8з НЕ, первые элементы 9i-9з И, вторые элементы lOi-Юз НЕ и вторые элементы Ih -Из И.
Устройство работает следующим образом.
В исходном состоянии, когда в зоне контроля прокатываемые изделия отсутствуют, датчики h-14 выдают нулевые сигналы, триггеры 2i-2з, счетчик 4 импульсов и регистры находятся в исходном нулевом состоянии (шины установки их в исходное состояние не показаны). Нулевые сигналы с выходов триггеров 2|-2з и датчика Ц запрещают высвечивание на элементах 6i - 64 индикации состояния соответственно счетчика 4 и регистров 3i-Зз, подтверждая тем самым, что в зоне контроля прокатываемые изделия отсутствуют.
При поступлении изделия в зону датчика li от перехода его сигнала из нулевого состояния в единичное срабатывает триггер 2| (независимо от уровня сигнала на его втором входе), выходной сигнал его, переходя из нуля в единицу, обеспечивает запись числа один в счетчик 4, которая после дешифрирования в де1пифраторе 5i из кода счетчика 4, например двоично-десятичного, в код индикации, например десятичный, поступает на информационный вход элемента 6i индикации, который, имея на управляющем в.ходе разрешающий сигнал единицы с выхода элемента 11, И (поскольку на входы элемента поступают сигналы единицы с выхода элемента 10 НЕ и с выхода триггера 2.), начинает высвечивать номер один поступившего в зону контроля прокатываемого изделия. Остальные элементы индикации будут по-прежнему находиться в выключенном состоянии.
При дальнейшем перемеп ении изделия по зоне контроля работа устройства зависит от соотношения длин изделия и участка между смежными датчиками наличия изделия.
При длине изделия меньше длины участка при выходе заднего края изделия из зоны датчика li его сигнал нуля, пройдя через элемент 8i НЕ, разрешит прохождение импульсов с выхода генератора 7 импульсов через открытый элемент 9i И и элемент 10| НЕ на первый вход элемента lli И, который открыт по второму входу сигналом единицы с выхода триггера 2. Импульсные сигналы генератора 7, поступая на управляющий вход элемента 6: индикации, вызывают пульсирование высвечиваемой информации о нол:ере находящегося на первом участке изделия, оповещая технологический персонал о том, что изделие номер один следует по первому участку и что его длина меньше длины данного участка.
При достижении изделием зоны очередного датчика срабатывает датчик Ь, вызывая от перепада его сигнала переход из нуля в единицу триггера 22. От перепада выходного сигнала триггера 22 триггер 2i возвращается в состояние нуля, выключая элемент 6: индикации (счетчик 4 продолжает сохранять информацию числа один),
0 регистр 3| записывает и запоминает информацию счетчика 4 (число один), которая через дешифратор 52 поступает на информационный вход элемента 62 индикации и начинает высвечиваться на нем (поскольку на управляющий вход его поступает сигнал
5 единицы с выхода элемента Ib И). Устройство оповещает технологический оперативный персонал о том, что во вторую точку контроля (зона датчика Ь) поступило изделие номер один. Далее высвечивание информации о номере этого изделия на элементе 62 индикации производится по аналогии с вышеописанным в зависимости от соотношения длин поступившего на участок изделия и второго участка (между датчиками Ь и 1з).
С приходом второго изделия в зону датчика h снова срабатывает триггер 2i памяти, обеспечив запись дополнительной единицы в счетчик 4, в котором теперь записано число два. Поскольку сигналы единицы с триггера 2: и с элемента lOi НЕ
0 через элемент 11: И поступят на управляющий вход элемента 6i индикации, последний начинает высвечивать число два, соответствующ-ее номеру поступивщего в зону датчика 11 и на первый участок прокатываемого изделия.
При поступлении изделия в зону последнего датчика Ц от перехода его сигнала из нуля в единицу информация о поступивщем изделии из регистра 32 предыдущего канала контроля записывается
Q в регистр Зз, где хранится до следующего цикла записи. Одновременно сигнал единицы датчика U поступает на управляющий вход элемента 64 индикации, на котором начинается высвечивание номера поступившего в зону датчика U изделия.
5 Перепад сигнала датчика U устанавливает триггер 2з в исходное состояние и выключает таким образом элемент 6з индикации. При выходе изделия из зоны
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля положения и подсчета прокатываемых изделий | 1984 |
|
SU1188770A1 |
| Устройство для подсчета и контроля положения прокатываемых изделий | 1984 |
|
SU1200309A1 |
| Устройство для подсчета и контроля положения прокатываемых изделий | 1984 |
|
SU1200310A1 |
| Устройство для подсчета и контроля положения прокатываемых изделий | 1984 |
|
SU1195368A1 |
| Устройство для программного счета изделий | 1983 |
|
SU1113824A1 |
| Устройство для программного счета изделий | 1985 |
|
SU1365103A1 |
| Тренажер радиооператоров | 1984 |
|
SU1280429A2 |
| Тренажер телеграфиста | 1987 |
|
SU1430979A1 |
| Устройство для ввода информации | 1987 |
|
SU1495775A1 |
| Тренажер радиотелеграфиста | 1987 |
|
SU1456987A1 |
УСТРОЙСТВО ДЛЯ ПОДСЧЕТА И КОНТРОЛЯ ПОЛОЖЕНИЯ ПРОКАТЫВАЕМЫХ ИЗДЕЛИЙ, содержащее каналы контроля, каждый из которых, кроме первого и последнего, содержит датчик, выход которого соединен с первым входом триггера, выход которого подключен к управляющему входу регистра, выход которого через дешифратор соединен с информационным входом элемента индикации, в первом канале контроля выход датчика подключен к первому входу триггера, выход которого через последовательно соединенные счетчик и дешифратор подключен к информационному входу элемента индикации, последний канал контроля содержит датчик и регистр, выход которого через дешифратор соединен с информационным входом элемента индикации, выход счетчика первого канала контроля подключен к информационному входу регистра последующего канала контроля, выход регистра каждого предыдущего канала контроля соединен с информационным входом регистра последующего канала контроля, отличающееся тем, что, с целью повышения точности устройства, в него введены генератор импульсов и в каждый канал контроля, кроме последнего, - элементы НЕ и элементы И, в каждом канале контроля, кроме последнего, выход датчика через первый элемент НЕ соединен с первым входом первого элемента И, выход которого через второй элемент НЕ подключен к первому входу второго элемента И, выход которого соединен с управляющим входом элемента индикации, выход триггера подключен к второму входу второго элемента И, в послед(Л нем канале контроля выход датчика подключен к управляющим входам регистра и элемента индикации, выход триггера каждого канала контроля соединен с втарым входом триггера предыдущего канала контроля, выход датчика последнего канала контроля соединен с вторым входом триггера предыдущего канала контроля, выход генератора импульсов подключен к вторым входам 00 00 первых элементов И каждого канала контроля, кроме последнего. Од со
| Устройство для определения местоположения прокатываемых изделий | 1975 |
|
SU531180A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Авторское свидетельство СССР № 913423, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
