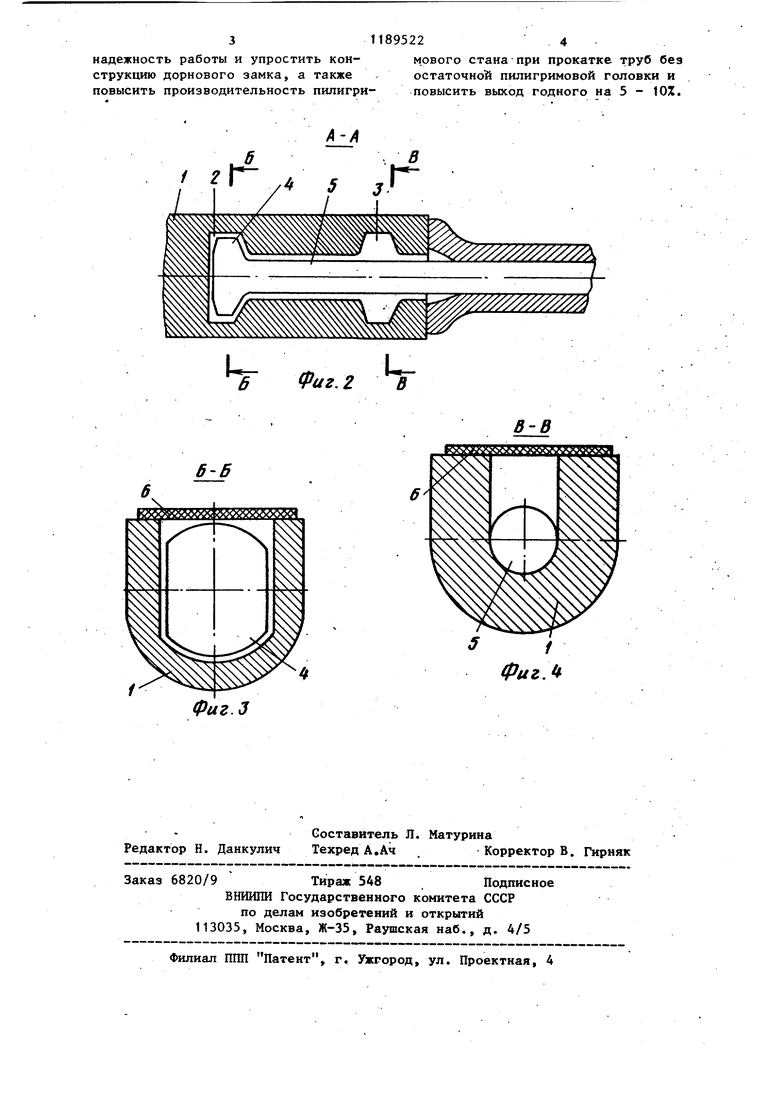
Изобретение относится к трубопро катному производству, преимущественно к оборудованию пилигримовых станов горячей прокатки труб. Цель изобретения - облегчение раскатки пильгерной головки. На фиг, 1 изображен стан, общий вид; на фиг. 2- разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2. Дорновое устройство включает дорнодержатель с корпусом.1, имеющим выемки 2 и 3 под хвостовик 4 дорна 5 закрытые крьшкой 6 и расположенные на расстоянии, равном 1,5-2 диаметрам выемки, и не менее радиуса пилиг римовых валков. Устройство работает следующим образом. - Перед очередным циклом прокатки дорн 5 с надетой на него гильзой заряжают в корпус 1 замка дорнодержателя. Хвостовик 4 дорна входит в выемку 2, которую закрывают крышкой 6. Затем прокатку ведут до образования остаточной пилигримовой головки, после чего прекращают подачу, отводят каретку подающего аппарата, разводят пилигримовые валки рабочей клети и открывают крьппку.Ходом вверх подъемного стола извлекают дорн. из корпуса замка и перемещают каретку подающего аппарата до совмещения хвостовика дорна со второй выемкой.После этого опускают подъемный стол.На высво бодившемся участке дорна производят раскатку остаточной пилигримовой головки подпора дорна со стороны подаю щего аппарата. После раскатки пилигримовой головки, одной операцией ходом назад каретки подающего аппара та, извлекают дорн из трубы. При этом шибер упирается в задний торец прокатанной трубы. Затем открывают .крышку и подъемнью столом передают дорн на охлаждение. Для облегчения выдачи дорна из замка подъемным столом при перезаряд ке торец корпуса замка выполнен наклонным. Таким образом, использование пред лагаемого дорнового устройства позво ляет повысить надежность работы и значительно упростить прокатку труб без остаточной пилигримовой головки. Сокращается время извлечения дорн из готовой трубы при прокатке без остаточной пилигркмовой головки. Вре мя извлечения дорна из готовой трубы уменьшается за счет исключения операций фиксации кольца шибером, сдергивания трубы вместе с кольцом, перемещения кольца по дорну до получения зазора между трубой и кольцом и связанных с ними перемещений каретки подающего аппарата, необходимых при существующих способах прокатки и конструкциях дорновых замков, В качестве примера конкретного использования предлагаемого дорнового устройства рассмотрим процесс прокатки труб в калибре диаметром 258 мм со стенкой 10 мм без остаточной пилигримовой головки из гильзъ с наружным диаметром 385 мм и со стенкой 67,5 мм, Дорн диаметром 234,5 мм и длиной 6000 мм с надетой на него гипьзой длиной 4000 мм заряжают в открытый дорновый замок и закрывают крьш1ку. Расстояние между выемками в корпусе замка составляет 450 мм. Далее прокатка осуществляется по обычной технологии до образования остаточной пилигримовой головки. После этого пр.,екращают подачу и разводят пилигримовые валки. Затем перемещают каретку подающего аппарата назад и открывают крышку. Ходом вверх подъемного стола извлекают дорн из замка и перемещают каретку подающего аппарата до совмещения хвостовика дорна с второй выемкой. Опускают подъемный стол и заряжают дорн хвостовиком во вторую выемку. При этом высвобождается участок дорна длиной 450 мм. Раскатку пилигримовой головки производят без подпора дорна со стороны подающего аппарата. Высвобожденного участка дорна достаточно для выхода пилигримовых валков при полной раскатке остаточной пилигримовой головки, так как гильза и особенно ее прокатанная часть плотно охватывает дорн, исключая перемещение относительно последнего в сторону замка. После окончания прокатки шибер упирают в задний торец трубы и ходом каретки подающего аппарата извлекают дорн из трубы. Затем открывают крыпку и подъемным столом передают дорн на охлаждение. По сравнению с известным предла- , гаемое устройство позволяет повысить
311895224
надежность работы и упростить кон- нового стана при прокатке труб без струкцию дорнового замка, а также остаточной пилигримовой головки и повысить производительность пилигри- повысить выход годного на 5 - 10%.
т Фиг 2 В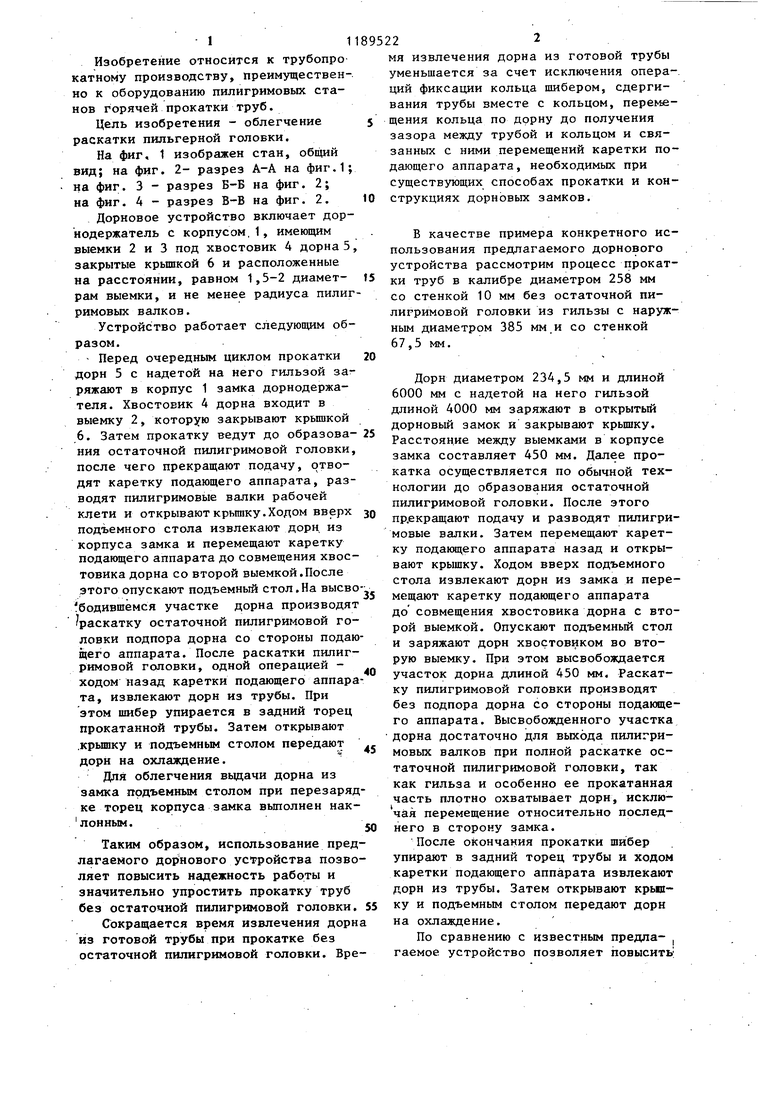
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1759489A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1972 |
|
SU450603A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
| Дорновое устройство пилигримового стана | 1989 |
|
SU1708455A1 |
| Дорновое устройство пилигримового стана | 1978 |
|
SU719721A1 |
| Способ смены дорна для пильгерной прокатки | 1978 |
|
SU737038A1 |

бб
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
