1
Изобретение, относится к трубопрокатному производству, в частности к дорновому устройству пилигримового стана.
Известно дорновое устройство, включающее дорн с хвостовиком и рабочей частью и охватывающее дорн дорновое кольцо, с помощью которого осуществляется прокатка гильзы в трубу на пилигримовом стане. После окончания прокатки извлекают дорн вместе с дорновым кольцом из прокатанной трубы 1.
Недостатком устройства является значительное KOJiH4ectBO операций, необходимых для извлечения дорна с дорновым к.ольцом из трубы после прокатки, что приводит к увеличению вспомогательного времени н снижению производительности пилигримового стана.
Известно также устройство, содержащее дорн с рабочим цилиндрическим участком и двумя хвостовиками, каждый с цилиндрическим концом, диаметр которого меньще диаметра рабочего участка, при этом рабочие поверхности хвостовиков выполнены плоскими 2.
Однако при работе данного устройства затруднена зарядка гильзы дорном, что приводит к увеличению вспомогательного времени и снижению производительности пилигримового стана.
Известно дорновое устройство, включающее дорн с рабочим цилиндрическим участком и двумя хвостовиками, каждый с цилиндрическим концом, диаметр которого меньше диаметра рабочего участка, один из хвостовиков выполнен в внде цилиндра диаметром 0,4-0,6 диаметра рабочего участка, примыкающего одним основанием к цилиндрическому концу, и конуса, связывающего второе основание цилиндра с основанием рабочего участка 3.
Однако при перезарядке гильзы дорном дорновое кольцо ненадежно удерживается на профильном участке переднего конца дорна, из-за упора кольца только с одного торца в концевом участке дорна, что приводит к падению кольца с дорна, увеличению вспомогательного времени.
Цель изобретения - повыщение надежности работы дорнового устройства.
Для достижения цели в дорновом устройтве, включающем дорн, имеющем рабочую асть, концевой упорный ,аСТОК Тй размеенный между ними холостой профильный часток, и ох1ватЫваю1цее дорн дорновое лЩбГ п| отяжёнШсть холбстйго профиль- 5 ного участка дорна составляет 0, ширины дорнового кольца, внутренняя поверхность которого выполнена по профнлю хоостого профиЖн61го участка дорнаГ
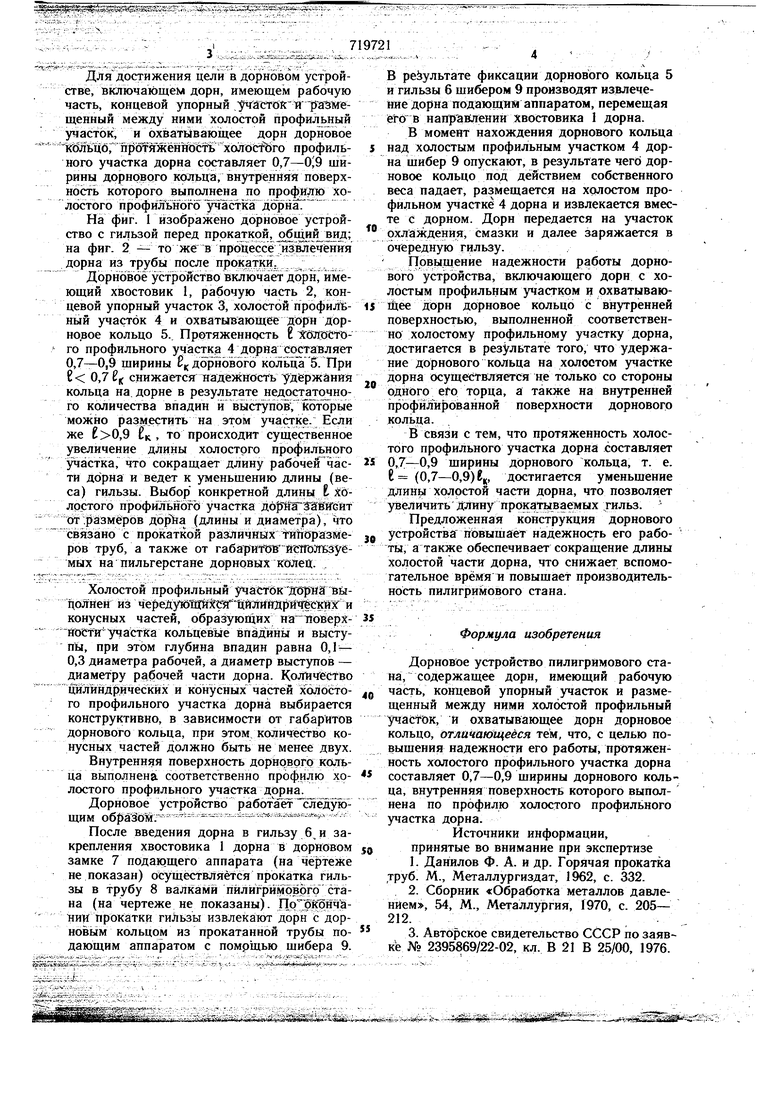
На фиг. 1 изображено до1эновое устройство с гильзой перед прокаткой, щии В21д; на фиг. 2 - то же в процессе извлёчё нйгя дорна из трубы после прокаткИ;
Дорновое устройство включает дорн, имеющий хвостовик 1, рабочую часть 2, концевой упорный участок 3, холостой профиЖ- И ный участок 4 и охватываюЩ1ее дорн Дорновое кольцо 5. Протяженность тешстого профильного участка 4 дорйа составляет 0,7-0,9 щирины tf. дорнового кольца 5. При 8 0,7 снижается надежность удержания кольца на дорне в результате недостаточного количества впадин и выступов Которые можно разместить на этом участке Если же ,9 к . то происходит существенное увеличение длины холостого профильного участка, что сокращает длину рабочей час- 25 ти дорна и ведет к уменьшению длины (веса) гильзы. Выбор конкретной длины t холостого профильного участка flofSifa SaSHGHT ot размеров (длины и диаметра), что связано с прокаткой различных тгйНЬразйе- jj ров труб, а также от габарИТШ йетоэйъзуемых на пильгерстане дорновых колец.
Холостой профильный участок дорма выцолнен Из череду1й1Цй)гс 1ГТ1йЛйндриЧ(бскйх и конусных частей, образующих на иоверх- 35 йости участка кольцевые впадины и выступы, при этом глубина впадин равна 0, 0,3 диаметра рабочей, а диаметр выступов - диаметру рабочей части дорна. Колич ество одлйндрическйх и конусных частей холостого профильного участка дорна выбирается конструктивно, в зависимости от габаритов дорнового кольца, при этом количество конусньгх частей должно быть не менее двух.
Внутренняя поверхность дорнового кольца выполнена соответственно проф.илю хрлостого профильного участка дорна.
Дорновое устройство работ аёт cTreSyioщим обрШбм - - - - -- - -
После введения дорна в гильзу 6.и закрепления хвостовика 1 дорна в дорновом j замке 7 подающего аппарата (на че}зтеже не показан) осуществляется прокатка гильзы в трубу 8 валками ййлигрйЩвргр стана (на чертеже не показаны). Пр; рКрнчаиии прокатки гиЛьзы извлекают дорн с дерновым кольцом из прокатанной трубы по- дающим аппаратом с помрШью шибера 9.
719721
В результате фиксации дорнового кольца 5 и гильзы 6 шибером 9 производят извлечение дорна подающий аппаратом, перемещая его в напраВлении хвостовика 1 дорна.
В момент нахождения дорноврго кольца над холостым профильным участком 4 дорна шибер 9 опускают, в результате чегЬ дорновое кольцо под действием собственного веса падает, размещается на хрлостом профильном участке 4 дорна и извлекается вместе с дорном. Дорн передается на участок рхлаждения, смазки и далее заряжается в очередную гильзу.
Повыщение надежности работы дорнового устройства, включающего дори с холостым профильным участком и рхватываюliiee дорн дорновое кольцо с внутренней поверхностью, выполненной соответственнр холостому профильному участку дорна, достигается в результате того, что удержание дорнового кольца на холостом участке дорна осуществляется не только со стороны одногр еГр торца, а также на внутренней профилированной поверхности дорнового кольца.
В связи с тем, что протяженность холостого профильного участка дорна составляет 0,7-0,9 щирины дррнового кольца, т. е. 8 (0,7-0,9) Кц, достигается уменьшение длины холрстой части дорна, что позволяет увеличить длину прокаттываемых тильз.
Предложенная конструкция дорнового устройства повышает надежность его работы, а также обеспечивает сокращение длины холостой части дорна, что снижает вспомогательное время и повыщает производительность пилигримового стана.
Формула изобретения
Дорновое устройство пилигримового стана, содержащее дорн, имеющий рабочую часть, концевой упорный участок и размещенный между ними холостой профильный y4actPK, и охватывающее дорн дорновое кольцо, отличающееся тем, что, с целью повышения надежиости его работы, протяженность холостого профильного участка дорна составляет 0,7-0,9 ширины дорнового кольца, внутренняя поверхность которого выполнена по профилю холостого профильного участка дорна.
Источники информации,
принятые во внимаиие при экспертизе
1.Данилов Ф. А. и др. Горячая прокатка труб. М., Металлургиздат, 1962, с. 332.
2.Сборник «Обработка металлов давлением, 54, М., Металлургия, 1970, с. 205- 212.
3.АвтРрское свидетельство СССР по заявке № 2395869/22-02, кл. В 21 В 25/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорновое устройство пилигримового стана | 1989 |
|
SU1708455A1 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1109205A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| ДОРНОВОЕ УСТРОЙСТВО СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2351418C2 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| Способ смены дорна для пильгерной прокатки | 1978 |
|
SU737038A1 |
| ДОРН ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПЕРИОДИЧЕСКОЙ КОНУСНОСТЬЮ В ПРОКАТНОМ СТАНЕ | 2013 |
|
RU2545937C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
ш
- -:f5
/X
4 5
/V / /
////
..8
/ / /
. 2
