Изобретение относится к трубопрокатному производству, в частности к усовершенствованию конструкции технологического инструмента трубопрокатного стана, а именно к дорнам для горячей пилигримовой прокатки труб, позволяющим уменьшить технологические отходы в виде обреаи пильгерголовки раскатанной трубы.
Известен дорн для прокатки труб на пильгерстане, содержащий рабочую основную часть, цилиндрическую увеличенного диаметра часть протяженностью, равной ширине дорнового кольца, и соединяющий эти части хвостовик, выполненный из нескольки сопряженных цилиндрических ступеней и соответствующий длине пильгерной головки, с максимальным диаметром, равным диаметру цилиндрической части, и минимальным диаметром, равным диаметру основной рабочей части .
Применение этой конструкции дорна позволяет сэкономить объем металла, равный объему кольцевого зазора между йльзой и дорном на длине-пильгерголовки, что составляет не более 10% объема технологическог отхода. Однако из-.за опасности соударения упорного кольца и.пильгерваков такая конструкция, дорна не позволяет получить пильгерголовку без недоката.
Известен технологический инструмент для прокатки труб, содержащий пильгервалок и дорн со ступенча той концевой частью, переходящей в коническую в направлении свободного конца гильзы, конусность которой соответствует профилю ручья пильгервалка 21 .
Такое конструктивное выполнение дорна также не позволяет решить задачу уменьшения массы обрези, поскольку происходит лишь изменение фор;мы переходного участка, протяженнбсть которого равна длине пильгерголовки.
Наиболее близким по технической сущности к предлагаемому является инструмент, включающий пильгервалок с обжимным и полирующим участками и дорн с насаженным на его хвостовую часть с возможностью осевого перемещения кольцом. Такой инструмент обеспечивает фиксированное положение дорна в дорнрдержателе, а следовательно, и стабильность процесса прокатки за счет установки на хвостовой части дорна с возможность осевого перемещения кольца (з .
Недостаток инструмента заключается в том, что он недостаточно уменьшает массу обрези.
Цель изобретения - уменьшение массы обрези.
Поставленная цель достигается тем что в технологическом инструменте для горячей пилигримовой прокатки труб, включающем пильгервалок с обжимньм и полирующим участками и дорн с насаженньом на его хвостовую часть с возможностью осевого перемещения кольцом, согласно изобретени часть кольца, обращенная к гильзе, спрофилирована снаружи соответственно развертке части гребня обжимного участка пильгервалка, равной 0,20,5 его протяженности от полирующего участка.
При выполнении профиля наружной. поверхности кольца соответственно развертке части гребня обжимного участка пильгервалка меньше 0,2 его протяженности наружный диаметр кольца становится равным или меньшим внутреннего диаметра гильзы, что нарушает процесс прокатки. При выполнении профиля кольца соответственно развертке части гребня обжимного участка больше 0,5 его протяженности увеличивается длина пильгерголовки.
На чертеже показан технологически инструмент для горячей пилигримовой прокатки труб.
Технологический инструмент для горячей пилигримовой прокатки труб включает пильгервалок с обжиглным 1 и полирующим 2 участками, дорн, имеющий цилиндрическую часть 3 и утолщенную хвостовую в виде кольца 4 часть которого, обращенная к гильзе, спрофилирована снаружи соответственно развертке части гребня обжимного участка пильгервалка, равной 0,20,5 его протяженности от полирующего участка, пружинный фиксатор 5, установленный в кольцевой проточке дорна и обеспечивающий возможность осевого перемещения кольца относительно дорна на 1,5-5% диаметра дорна, дорновое кольцо 6, выполняющее функцию съемника трубы, дорнодержатель 7.
Устройство работает следующим образом.
Дорн после установки профильного и дорнового колец б (съемника) соединяется с дорнодержателем 7 подающего аппарата и подается вместе с надетой на него горячей в валки пилигримового стана, где происходит .процесс раскатки гильзы в трубу. При этом внутренний диаметр гильзы несколько больше или равен диаметру основной рабочей части дорна, а наружный диаметр упорного кольца плавно увеличивается в сторону дорнодержателя. В начале процесса прокатки, в затравочном режиме, внутренняя поверхность гильзы частично соприкасается с наружной поверхностью упорного кольца и смещает его к дорнодержателю на величину осевого зазора между дорном и дорнодержателем, фиксируядорн в одном положейии. Раскатка пильгерголовки осуществляется на профилированной наружной поверхности кольца до толщины стенки раструба пильгерголовки, равной толщине стенки готовой трубы. При этом длина участка кольца с профильной поверхностью составляет 0,2-0,5 протяженности обжимного участка. Извлечение трубы происходит при движении дорнодержателя вместе с дорном и упорным кольцом назад, когда торец раструба раскатанной пильгерголовки сдерживается дорновым кольцом, фиксированным шибером пильгерстана. После этого цикл повторяется. Необходимо отметить, что дорновое кольцо при раскатке гильзы не является упорным, а служит только для съема трубы. .Роль распора выполняет кольцо с наружной профилировкой, имеющее возможность осевого перемещения на 1,5-5,0% от диаметра дорна.
П р и м е р. Применение предлагаемого устройства будет наиболее эффективным при производстве труб большого диаметра (0 200-426 мм) из легированных марок сталей. В качестве примера приведем конструкцию дорна диаметром рабочей части 0 410 мм с хвостовой утолщенной частью в виде кольца с наружной профилировкой. Длина профилированного y iacTKa составляет 100 мм, а наружный максимальный диаметр 460 мм. Длина цилиндрического участка ПЕЮфилированного
кольца с диаметром 460 мм составляет 500 мм, куда блло установлено дорновое кольцо (съе::ник) шириной 150 мм, наружным дигилетром 0 56.0 мм. Для обеспечения возможности осевого смещения профилированного кольца относительно дорна на величину 10 мм(2,5%) на поверхности дорна на расстоянии 250 мм, от хвостовика выполнена проточка шириной 40 мм и глубиной 20 мм, куда устанавливается пружинный фиксатор с внутренним диаметром 0 380 мм и наружным 420 мм, сжимающийся на 15 мм. Соответственно на внутренней поверхности кольца тоже выполнена проточка шириной больше ширины фиксатора на 10 мм и диаметром 420 мм. Сборка профилированного кольца производится сжатием пружинного фикса.тора по диаметру на
15 мм перед его посадкой на дорн и освобождением после совпгщения паза с фиксатором.
Использование предлагаемого технологического инструмента позволит увеличить выход годного при горячей пилигримовой прокатке бесшовных труб благодаря уменьшению технологического отхода (на 60-70% посравне нию с базовым объектом), что достигается за счет уменьшения длины концевой обрези в 3-5 раз, исключения участка недоката пильгерголовки и раскатки пильгерголовки до формы раструба с толщи.ной стенки не более толщины стенки прокатанной трубы. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| Способ горячей пилигримовой прокатки труб | 1978 |
|
SU710688A1 |
| Способ горячей пилигримовой прокатки труб | 1986 |
|
SU1407599A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1759489A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| Дорновое устройство подающего аппарата пилигримового стана | 1972 |
|
SU450603A1 |
ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕЙ ПИЛИГРИМОЮЙ ПРОКАТКИ ТРУБ, содержащий пильгервалок с oQжимньв4 и полирующим участками и дорн с насаженным на его хвостовую часть ff возможностью осевого перемещения кольцом, отличающийся тем, что. С: целью уменьшения массы обрези, часть кольца, обогащенная к гильзе, спрофилирована снаружи соответственно развертке части гребня обжимного участка пильгервалка, равной 0,,5 его протяженности от полирующего участка. 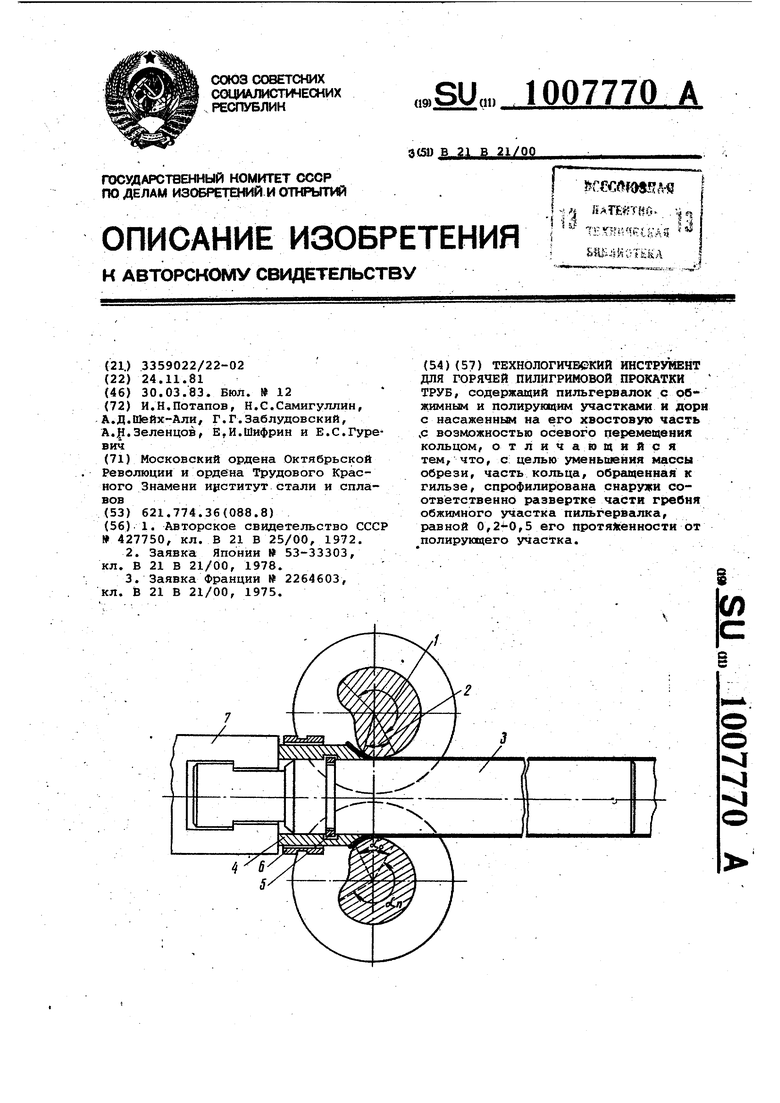
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ДОРН ДЛЯ ПРОКАТКИ ТРУБ НА ПИЛЬГЕРСТАНЕ | 1972 |
|
SU427750A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
