Изобретение относится к сварке, к устройствам для полуавтоматической сварки плавящимся электродом и может быть использовано в сварочном оборудовании, обеспечивающем непрерывную смену режимов сварки. Целью изобретения является повышение качества сварки и ресурса рабо ты устройства путем ликвидации остаiHOBOK электродвигателя подачи во вре мя смены режимов сварки. На чертеже представлена схема устройства. Устройство содержит сварочный источник 1 с блоком 2 регулирования и переключения напряжения. К источни ку через выключатель 3 подключены реле 4 переключения режимов сварки с RC-цепочкой 5 и параллельно ему через диод 6 - пусковое реле 7, силовой контактор 8 с RC-цепочкой 9, контакт 10 которого включен в сварочную цепь. В цепи реле 4 включена пусковая кнопка 11, диод 12, выключатели 13 и 14. Реле 7 дополнительно подключено к источнику 1 соединен ными последовательно вторым зам151кающим контактом 15 выключателя 14, ра мыкающим контактом 16 реле 4, замыкающим контактом 17 реле 7. Параллельно указанной цепочке включен замыкающий контакт 18 реле 19. Реле 19 с тиристором 20, резистором 21, конденсатором 22, диодом 23 образую реле времени с задержкой на включен и отключение и совместно с якорем 24, зашунтированным размыкающим кон тактом 25 реле 7, и обмоткой возбуж дения 26 приводного электродвигателя, электродом 27 подключено к источнику 1 через контакт 10 контактора 8. Последовательно с якорем 24 включен переменный резистор 28, зашунтированный диодом 29 и замыкающи контактом 30 реле 4, Подвижной контакт этого резистора подключен через диод 31 к общей точке контакта 15 выключателя 14 и размыкающего контакта 16 реле 4, В цепи обмотки возбуждения 26 включен переменный резистор 32, щунтируемый размыкающи контактом 33 реле 4. Параллельно электроду 27 и изделию 34 подключен отсекатель газа 35. Регулировка напряжения источника 1 производится резисторами 36 и 37, параллельно которым включены замыка 37 2 юг(ий 38 и размыкающий 39 контакты реле 4. Устройство работает следующим образом. Выключатели 3, 13 и 14 замкнуты. При нажатии на пусковую кнопку 11 включается реле 4, которое размыкающим контактом 39 включает резистор 37, а замыкающим контактом 38 шунтирует резистор 36 6 блоке 2 источника 1, размыкающим контактом 33 включает резистор 32 в цепи обмотки возбуждения -26, замыкаюЕцим контактом 30 включает реле 19 и шунтирует через диод 29 резистор 28 в цепи якоря 24 1электродвигателя, размыкает размыкающий контакт 16 в цепи реле 1. Од|Новременно с реле 4 через диод 6 . включается реле 7, которое размыкающим контактом 25 разщунтирует якорь 24, а замыкающим контактом 17 подключит силовой контактор 8, который замыкающим контактом 10 подаст напряжение на электрод 27, отсекатель газа 35, реле 19, якорь 24 и обмотку возбуждения 26 приводного электродвигателя. Электродвигатель подает электрод 27 к изделию 34 со скоростью, определяемой положением подвижного контакта резистора 32. При касании электрода с изделием возбуждается дуга и идет процесс сварки на первом (больщем) р ;жиме. При достижении напряжения на конденсаторе 22 порога срабатывания тиристора 20 последний включается и включает реле 19 с задержкой, определяемой величиной емкости конденсатора 22 и сопротивления резистора 21. Реле 19 замыкает замыкающий контакт 18 в цепи реле 7. При отпускании кнопки 11 реле 4 отключается с задержкой, определяемой RC-цепочкой 5, и замыкающим кон- тактом 38 включает резистор 36, а размыкающим контактом 39 разщунтирует резистор 37 в блоке 2 источника 1, размыкающим контактом 33 защунтирует резистор 32 в цепи обмотки возбуждения 26, а замыкающим контактом 30 отключает реле 19 и разщунтирует резистор 28 в цепи якоря 24, а размыкающим контактом 16 соединяет подвижный контакт указанного резистора с минусом источника 1. Напряжение на дуге и скорость подачи уменьшается и сварка выполняется на втором (меньшем) режиме. При отпускании кнопки 11 реле 7 а вместе с ним и контактор 8) не отключается в виду задержки на отключение реле 19, которое на время перелета размыкающего контакта 16 реле 4 шунтирует кнопку I1 замкнутым контактом 18. Задержка на отключение реле 19 осуществляется за счет разряда на него конденсатора 22 через диод 23 и переход управляющий электрод-катод тиристора 20. Это обеспечивает переход с первого режима сварки на второй без торможения электродвигателя и обрыва дуги. После размыкания контакта 18,реле 19 реле 7 и контактор 8 включены замкнувшимся контактом 16 реле 4 и замкнутым контактом 17 реле 7. При повторном нажатии на кнопку 11 происходит включение реле 4. Реле 7 и контактор 8 включены и переход на первый режим происходит также без обрьгоа дуги. Прекращение процесса сварки производится на втором режиме. Для этого необходимо нажать и отпустить кнопку
11. При нажатой кнопке включается реле 4 и размыкающим контактом I6 отключает реле 7 (в это время замыкающий контакт 18 реле 19 разомкнут, так как реле имеет задержку на включение). Размыкающий контакт 25 реле 7 зашунтирует якорь 24, что приводит к динамическому торможению приводног электродвигателя, остановке электрода 27 и обрыву дуги. Защитный газ подается еще некоторое время, определяемое RC-цепочкой 9 силового контактора 8. После отключения последнего контактом 10 отключается реле 19, электродвигатель подачи электрода, отсекатель газа 35 и устройство придет в исходное состояние.
Выключатели 13 и 14 предназначены для предварительной настройки режимо сварки независимо друг от друга. При настройке первого режима включается выключатель 13, а второго - 14.
Использование предлагаемого устройства позволяет за счет ликвидации обрьшов дуги во время смены режимов в 4-5 раз уменьшить дефектность швов Вследствие уменьшения количества пускотормозньгх циклов (в среднем в 2030 раз) снижается и износ основных элементов устройства. Кроме того, предлагаемое устройство содержит меньшее количество контактов, харак,
тельное реле через первый полюс двухполюсного переключателя и первый нормально замкнутый контакт второго исполнительного реле подключено параллельно силовому контактору и чере нормально разомкнутый контакт первог исполнительного реле - к источнику питания, к которому также через па.раллельно соединенные однополюсный переключатель и второй полюс двухполюсного переключателя и через первый диод и пусковую кнопку подключено второе исполнительное реле, второй диод катодом подключен к пусковой кнопке, а анодом - к выводу обмотки первого исполнительного реле, третий диод катодом подключен к общей точке первого полюса двухполюсного вьшлючателя и первого нормально замкнутого контакта второго исполнительного реле, а анодом - к подвижному контакту потенциометра, крайними выводами подключенного к источнику питания и якорю двигателя, параллельно которому включен нормально замкнутый контакт первого исполнительного реле и через четвертый диод и тиристор - третье исполнительное реле, общая точка резистора и конденсатора ЯС-цепочки которого через пятьй диод соединена с управляющим электродом тиристора, вывод обмот- : ки третьего исполнительного реле че374теризуется высокий надежностью работы. Формула изобретения Устройство для подачи сварочной проволоки, содержащее источник питания и электродвигатель постоянного тока с регулирующим резистором в цепи обмотки возбуждения, силовой контактор, пусковую кнопку, три исполнительных реле с RC-цепочкой в цепях обмоток каждого из них и контактами в цепях управления электродвигателя и источника питания, отличающееся тем, что, с целью повышения качества сварки и ресурса работы устройства путем устранения остановок электродвигателя во время смены режимов сварки, в устройство введены однополюсный и двухполюсньш выключатели, пять диодов, тиристор, потенциометр и дополнительные контакты первого и второго исполнительных pejie, при этом первое исполни5 12699376
рез нормально разомкнутый контакт кивозбуждения эашунтирован втовторого исполнительного реле соеди- рымнормально замкнутым контакнен с истЬчником питания , а ре- томвторого исполнительного регулирующий резистор цепи обмот - ле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1988 |
|
SU1590260A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Устройство для пуска электродвигателя постоянного тока | 1981 |
|
SU1008871A1 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для сварки в среде защитного газа с дистанционным управлением | 1978 |
|
SU776815A1 |
| Тяговый электропривод | 1974 |
|
SU552220A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| Устройство для температурной защиты электродвигателя | 1977 |
|
SU675518A1 |
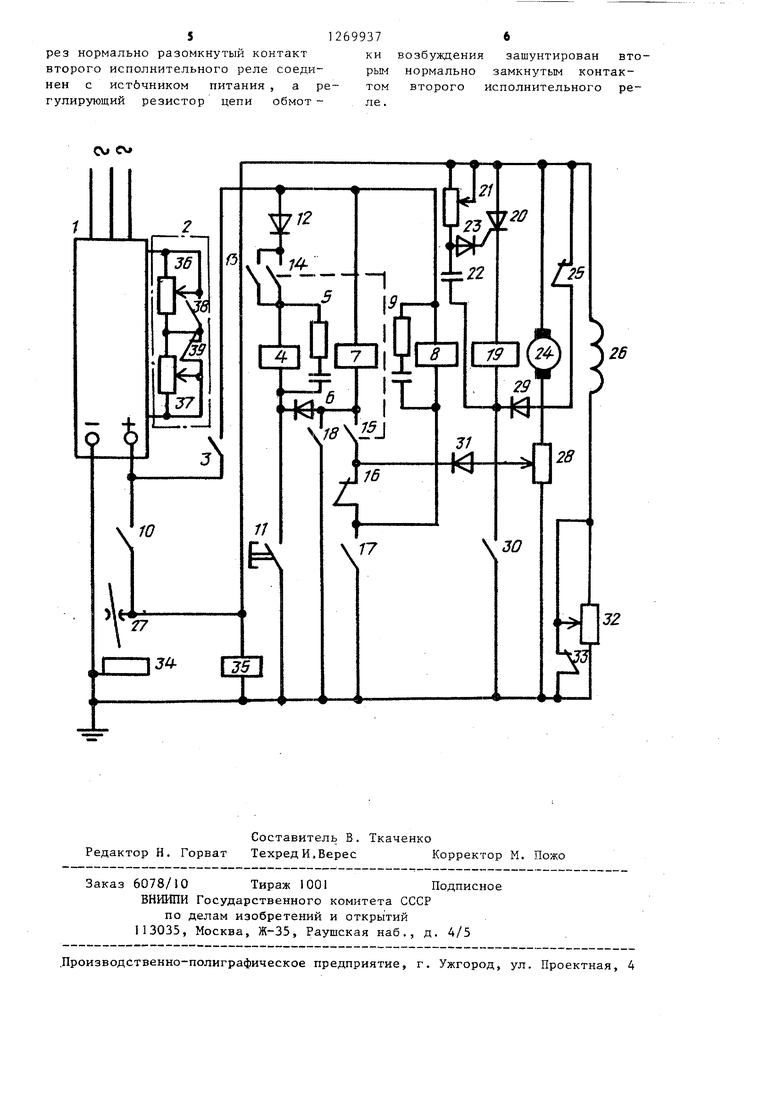
Изобретение направлено на совершенствование устройств подачи сварочной проволоки в полуавтоматах с дистанционным переключением режимов сварки и позволяет оператору осуществлять начало и окончание сварочного процесса, а также переход с большего на меньший и с меньшего на больший режимы тока сварки одной кнопкой без отрывов дуги, т.е. позволяет повысить качество шва и увеличить ресурс сва,рочного оборудования. К источнику питания 1 сварочной дуги и электродвигателя 24, 26 подключены через обигую пусковую кнопку 1I включенные через диод 6 параллельно пусковое реле 7 и реле переключения режимов сварки 4. Кроме того, реле 7 подключено через включенные последовательно свой замыкающий контакт 17 и размыкающий контакт 16 реле 4, шунтируемые замыкающим контактом 18 и реле 19, имеющего задержку на включение и выключение. При нажатии пусковой кнопки 11 включается реле 4, 7 и контактор сварочной цепи 8. Переключением конс тактов реле 4 в управляющих цепях источника питания 1и электропривода ус(Л танавливается первый режим сварки. При опускании-пусковой кнопки реле 7и контактор сварочной цепи 8 остаются включенными, а реле 4 отключается, устанавливая второй режим сварки. Для прекращения процесса сварки следует нажать и отпустить пусковую кнопку. При этом реле 7 и контактор 8отключаются, подача проволоки и процесс сварки прекращаются. 1 шт.
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 0 |
|
SU231047A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
