Основными недостатками штамповки в открытых молотовых штампах являются большие потери металла в облой и низкая неравномерная стойкость штампового инструмента. По известным методам расчета величина облоя в открытых молотовых штампах определяется коэффициентом заполнения нормальной облойной канавки, размеры которой не имеют достаточного обоснования. Нормальная форма облойной канавки не создает достаточного сопротивления истечению металла в плоскости разъема двух половин штампа, так как за пределами облойного мостика металл течет при отсутствии контактного трения и охлаждающего действия инструмента. В результате при штамповке даже простейших форм поковок типа тел вращения непроизводительные потери металла в облой составляют от 14 до 30% от веса поковки.
В описываемом молотовом штампе в отличие от известных облойная канавка выполнена в виде клина с конечной высотой, равной от 0,3 до 0,5 начальной ее высоты с расположением наклонной плоскости в верхней половине штампа.
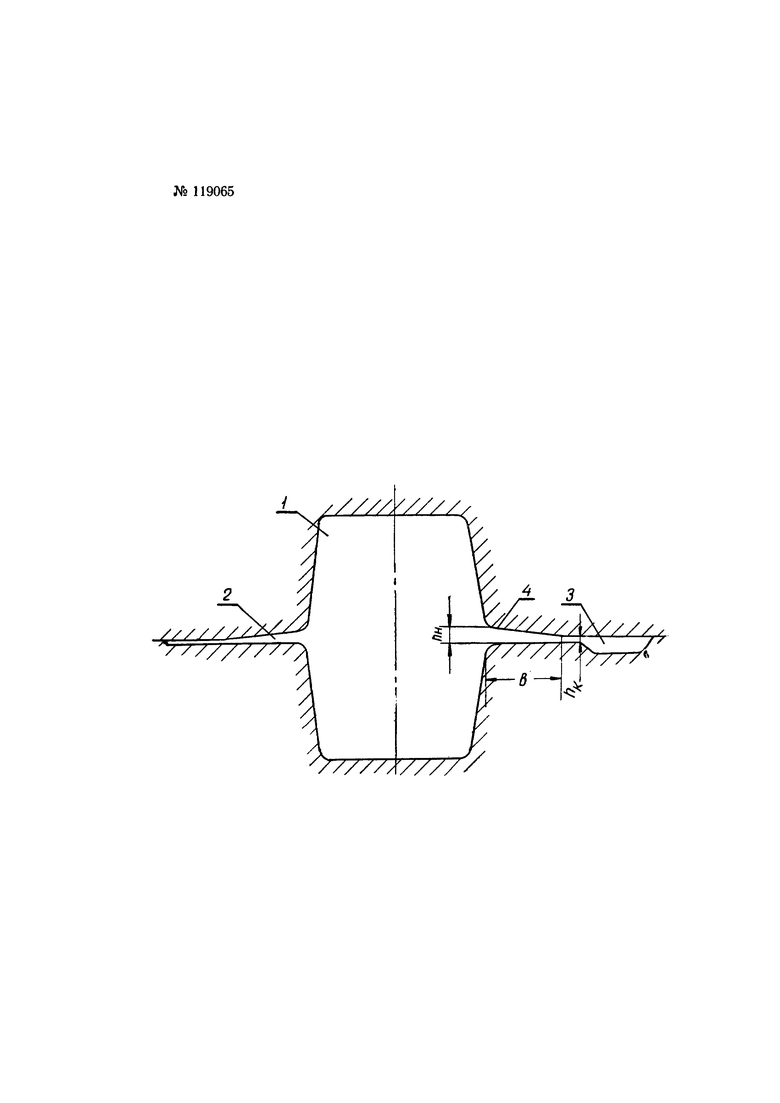
На чертеже изображена схема штампа с облойной канавкой в виде клина.
На чертеже обозначены:
Полость 1 штампа; облойная канавка 2 в виде клина при образовании равномерного облоя по периметру поковки; облойная канавка 3 в виде клина при образовании неравномерного облоя по периметру поковки; ширина  клиновой части облойной канавки; размер hн начальной высоты облойной канавки; разрез hк конечной высоты облойной канавки, причем hк составляет от 0,3 до 0,5 hн
клиновой части облойной канавки; размер hн начальной высоты облойной канавки; разрез hк конечной высоты облойной канавки, причем hк составляет от 0,3 до 0,5 hн
Для более эффективного торможения металла истечению его за пределы контура гравюры наклонная плоскость 4 облойной канавки расположена в верхней половине штампа.
Такое выполнение облойной канавки в виде клина создает условия для более благоприятного распределения механических температурных напряжений по контуру гравюры штампа, повышает сопротивление истечению металла в облойную канавку, в результате чего увеличивается срок службы штампа и уменьшаются потери металла на облой, которые составляют в этом случае от 2 до 3%.
Для выхода металла, в случае штамповки заготовки с положительными допусками, допускается расположение выточки (выпуска) за клиновой частью канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
| Инструмент для молотовой штамповки | 1981 |
|
SU986569A1 |
| Штамп для молотовой штамповки | 1979 |
|
SU814545A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
Молотовый штамп, отличающийся тем, что, с целью повышения сопротивления истечению металла в облойную канавку, уменьшения потерь металла на облой и повышения стойкости штампа, облойная канавка выполнена в виде клина с конечной высотой, равной от 0,3 до 0,5 начальной ее высоты с расположением наклонной плоскости в верхней половине штампа.
