(54) ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для объемной штамповки поковок | 1986 |
|
SU1368101A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
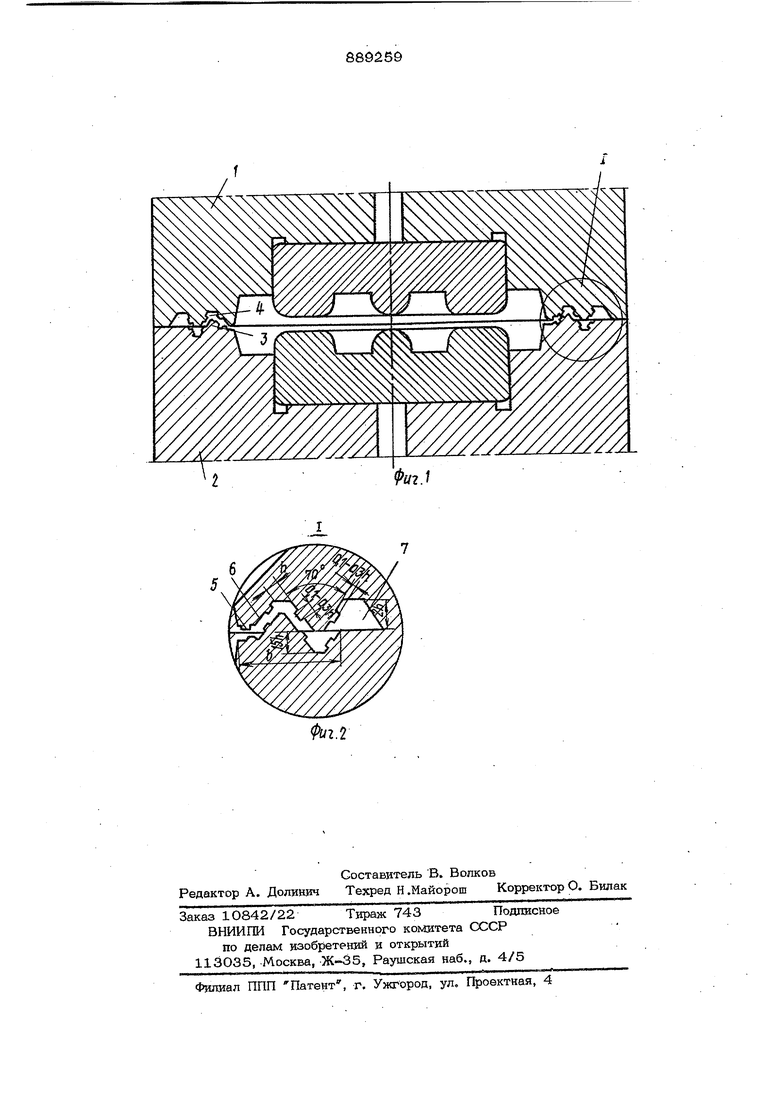
Изобретение относится к обработке металлов давлением, а именно к штaмпoвой оснастке для объемно:; штамповки. Известен штамп для объемной штамповки, содержащий предварительный и окончательный ручьи, кмеюшке труднозаполнимые участки, где в предварительном ручье в зоне расположения труднозаполнимых участков выполнены ромбические углубления, образуюише наклонные поверхности, обеспечивающие направление течения металла Щ , Недостатком указанного штампа явлйется большой расход металла в облой при шта1мповке в окончательном ручье, особенно в зоне ромбических углублений. Наиболее близким техническим решением к предлагаемому является молотовой штамп, содержащий верхнюю и нижнюю no ловины, на обращенных одна к другой поверхностях каждой из которых выполнены канавки, совместно образующие волйообразную кольцевую облойную полость .2 Недостаток этого штампа заключается в том, что он не обеспечивает необходимого набора металла для заполнения гра вюры штампа, особенно в начальный п&риод штамповки, когда металл только входит в облойную полость и эффективность торможения истечения металла в нее невысокая. Цель изобретения - повышение эффеки тивности торможения истечения металла за пределы контура гравюры , улучшения заполнения гравюры и экономии металла. Указанная цель достигается тем, что в штампе для объемной штамповки, соде1 жащего верхнюю и нижнюю половины, на обращенных одна к другой поверхностях каждой из которых выполнены канавки, совместно образующие волнообразную кольцевую облойную полость, поверхность облойной полости выполнена рифленой, обрй зованной чередующимися в радиальном на правлении выступами- и впадинами, при этом высота и ширина каждого выступа соответствует O,4-0,3 от высоты облой-. ной полости. На фиат, 1 изображен штакш в конце штамповки, разрез; на фиг, 2 - облойная полость, разрез. Штамп для объемной; штамповки состоит из верхней половины 1, нижней половины 2, выступов 3 на верхней 1 и нижней 2 половинах штампа, которые образу- ют волнообразную в радиальном направлении кольцевую облойную полость 4 (рабочую пороговую часть или мостик) цевых чередующихся в радиальном направлении выступов 5 и впадин 6, образующих рифление на поверхности облойной полосги 4, где: & - ширина волнообразной облойной полости (мостик), h - высота облойной полости. При высоте и ширине вьютупа 5 рифления менее 0,1 конечной высоты облойной полости (волнообразного мостика) снимается торможение истечению металла в облой и напряжения, возникающие при деформации мостика облоя, а при высоте и ширине выступа рифления более 0,3 - понижается стойкость облойной полости без заметного улучшения положительного эффекта. Существующие формы облойно:; канавки не создают достаточного сопротивле- ния истечению металла в плоскости разьема двух половин штампа, в при отсут ствии контактного трения и охлаждающег действия инструмента при штамповке даже простейших поковок типа тел вращения расход металла в облой составляет 10-25% от веса поковки. ripravieHeHMe рифления на поверхности волнообразной в радиальном направлении облойной полости позволяет добиться эффектного торможения истечению металла в облойную полость При более благоприят ном распределении механических И температурных напряжений по контуру гравю ры штампа, что способствует лучшему за поминанию гравюры штампа, дополнительной экономии металла на 2-3%. Для обеспечения большей стойкости выступов 3, образующих волнообразную полость, выступы на верхней половине штампа 1 имеют высоту 2 h относительно плоскости разъема верхней 1 И нижней 2 половин щтампа, а на нижней 1,5 h относительно той же плоскости, так как верхняя часть штампа прогревается меньше чем нижняя. С той же цель угол при вершине выступов 3 на верхней и нижней половине штампа выбирают рав ным 7О° . Если этот угол уменьшить стойкость волнообразной облойной полоо- ти понижается, при увеличении снижается эффективность торможения. Штамп работает следующим образом. При деформации металла в штампе при смыкании верхней 1 и нижней 2 половин штампа в процессе штамповки металл начинает поступать в волнообразную в ра- диальном направлении кольцевую облойную полость 4, при этом рифление на ее поверхности в виде кольцевых чередующихся в радиальном направлении выступов 5 и впадин 6 оказывает эффективное торможение течению металла в облой за счет напряжений, возникающих при деформации мостика, образующегося облоя даже в начальный момент истечения металла в облой. Использование обжатия облоя в магазине-накопителе 7 для увеличения тормоаящего действия облоя с точки зрения экономки металла нецелесообразно, по.этому применение предложенной канавки позволит приблизиться к идеальному - образованию облоя в пределах вол- нообразной облойной полости, при этом необходимыйзаусенец составляет несколько процентов от массы поковки. Предлагаемый штамп для объемной штамповки шестерен диаметром 200мм из стали 45 дает ..экономию металла 23%. При годовой программе в 500 т Щтук экономический эффект составляет 28 800 р. Формула изобретения 1. Штамп для объемной штамповки, содержащий верхнюю и нижнюю половины, на обращенных одна к другой поверхностях каждой из которых выполнены канавки, совместно образующие волнообразную кольцевую облойную полость, от л и чающийся тем, что, с целью повышения эффективности торможения истечения металла за пределы контура гра««Рь. штампа, улучшения.заполнения « экономии металла, поверхность облойной полости выполнена рифленой, образованной чередующимися в радиальном направлении выступами и впадинами. 2. Штамп поп. 1, отличающ и и с я тем, что высота и ширина каждого выступа составляет 0,1-0,3 от высоты облойной полости. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 289865, кл. В 21 J 13/02, 1968. 2.Авторское свидетепьство СССР № 490551, кл, В 21 S 13/02, 1974.
