Изобретение относится к обработке металлов давлением, и может быть использовано во всех отраслях машиностроения при изготовлении штампов для открытой объемной штамповки осесимметричных поковок, штампуемых в торец.
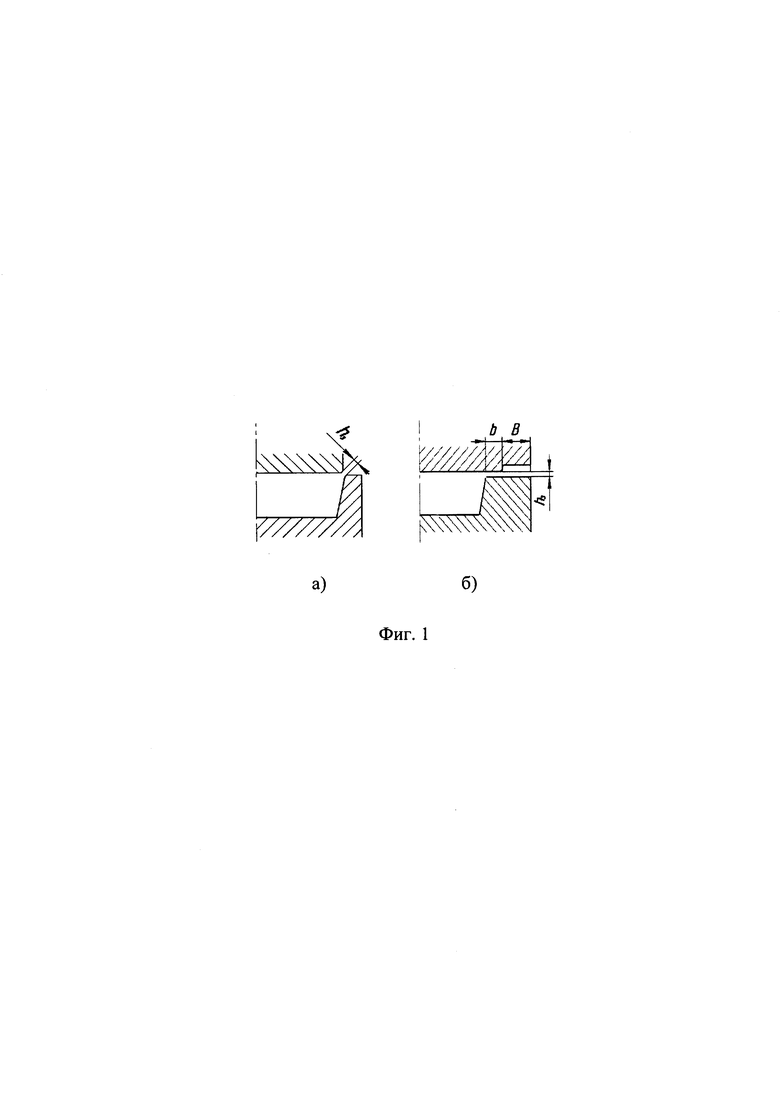
Известен способ изготовления штампованных поковок (Патент 2275271, кл. B21J 5/02, B21K 1/28, B21K 21/02, 2004), включающий резку и нагрев исходной заготовки, предварительное профилирование, окончательную штамповку в открытом штампе, имеющем верхнюю и нижнюю половины, с вытеснением избытка металла в зазор между указанными верхней и нижней половинами, расположенный в области поковки, формируемой в последнюю очередь, а размеры контактирующих с металлом поверхностей гравюр указанных половин не превышают соответствующих размеров поковки для исключения деформирования вытесненного избытка метала (Фиг. 1а).
Способ применим для поковок, при штамповке которых окончательный ручей заполняется полностью до начала вытеснения лишнего объема металла в зазор между половинами штампа. Такое не всегда возможно. В случае более сложной поковки, для полного заполнения окончательного ручья штампа подпор со стороны облойного мостика необходим хотя и меньший, чем в традиционном способе открытой объемной штамповки поковок (Семенов Е.И. и др. Ковка и штамповка, справочник, т. 2. Горячая штамповка / Е.И. Семенов и др. // М.: Машиностроение. - 1986. С. 183-184), с объемом облоя необходимым для формирования трудно заполняемых частей поковки за счет подпора (запирающего действия) металла в облойном мостике (Фиг 1б).
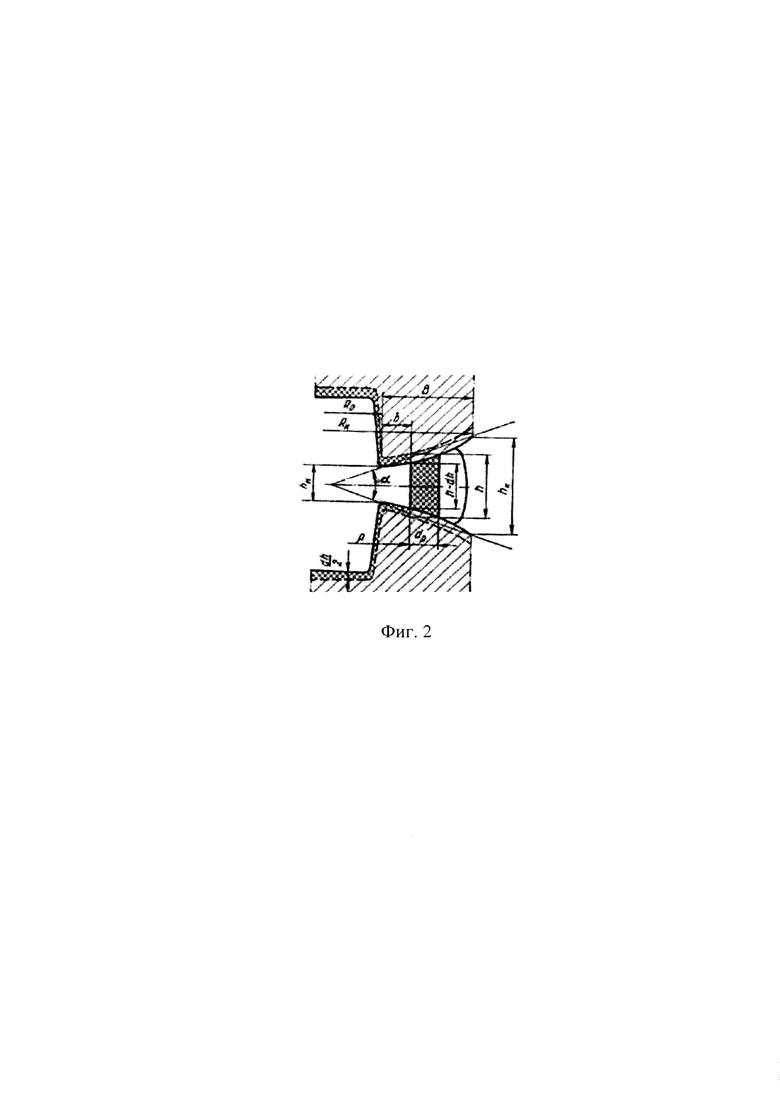
Известна статья (Борисевич В.В. Выбор рациональных параметров мостика облойной канавки при моделировании открытой штамповки [Текст] / В.В., Борисевич, З.Б. Мохсен / Открытые информационные и компьютерные интегрированные технологии №71, 2016. С. 136-144), авторы утверждают, что интегрированные технологии №71, 2016. С. 136-144), авторы утверждают, что профиль образующегося облоя может быть получен путем рассмотрения уравнения расхода металла через цилиндрическую поверхность радиуса Ro (Фиг. 2). Если профиль щели облойной канавки выполнить по полученному уравнению
то облой при смыкании штампов до принятого в уравнении значения начального зазора hн на пороге мостика отслаивается от поверхности порога мостика и перестает деформироваться инструментом. При дальнейшем уменьшении начальной высоты щели происходит свободное вытекание металла за пределы гравюры штампа.
Данное техническое предложение приемлемо только для осесимметричных поковок без внутренней полости, штампуемых в торец с двухсторонним расширением облойного мостика. Не установлены значения параметров расширяющегося облойного мостика и границы их изменения для практического использования. Требуется расширение области применения данного технического предложения для других типов поковок.
Поставлена задача разработать открытый штамп с расширяющимся облойным мостиком, позволяющий получать поковки сложной формы, установить значения параметров расширяющегося облойного мостика и границы их изменения, расширить область применения сохраняя преимущества бесподпорной и традиционной штамповки, снизить расход металла и силу штамповки, повысить стойкость штамповой оснастки.
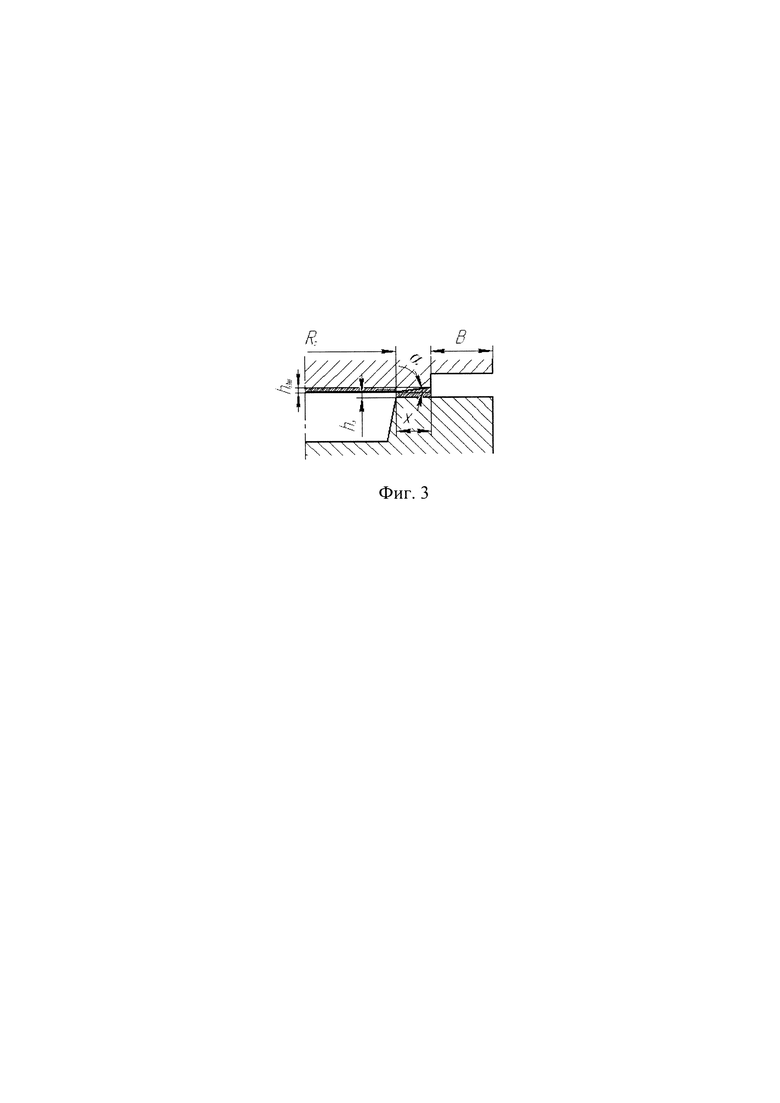
Технический результат в штампе для открытой объемной штамповки осесимметричных поковок без внутренней полости, штампуемых в торец, содержащем верхнюю и нижнюю половины, выполненные с гравюрами, образующими предварительные и окончательный ручьи, при этом окончательный ручей выполнен с облойной канавкой для вытеснения избытка металла в окончательном ручье, имеющей магазин и расширяющийся облойный мостик, выполненной с разъемом в месте ручья, заполняемом в последнюю очередь, достигается тем, что расширяющийся облойный мостик выполнен с односторонним расширением, имеющим профиль криволинейной формы, которая определена с учетом равенства объема металла, вытесняемого из ручья в облой на последней стадии доштамповки (Vдш), и объема облойного мостика (Vом) при начальной высоте облойного мостика hнм, равной толщине облоя hз, принятой с учетом усилия пресса, при Vдш не больше половины объема облоя (Vоб), и описана следующим уравнением:

где Rо - радиус поковки,
hдш - разность между начальной высотой облойного мостика hнм и конечной высотой облойного мостика hкм, при этом величина x не превышает ширину облойного мостика.
Если профиль облойного мостика выполнен по уравнению (1) (Фиг. 3), то при вытеснении объема металла из ручья штампа в процессе доштамповки Vдш в окончательном ручье штампа при hнм=hз и Vдш не больше половины Vоб происходит отлипание металла от поверхности облойного мостика, давление в облойном мостике снизится до нуля и подпора не будет. Ограничение Vдш связано с соблюдением ширины облойного мостика b, принятой с учетом усилия пресса.
Отлипание облоя может произойти сверху, снизу или сверху и снизу одновременно, что позволяет снизить контактные напряжения и силу штамповки, так как на стадии доштамповки вытесненный металл не имеет деформационного контакта с инструментом, пластически не деформируется и не создает подпора. Реализуется штамповка без подпора со стороны облоя. На предыдущей же стадии вытеснения металла из ручья штампа в облойную канавку, отлипания облоя не произойдет, и облойный мостик будет выполнять функцию подпора, обеспечивая качественное заполнение ручья штампа. Очевидно, что подпор металла в расширяющемся облойном мостике в начале его вытеснения будет расти, ближе к середине достигнет максимального значения, а к концу уменьшится до нуля.
Преимущество такого подхода в том, что становится возможным снизить массу облоя, отодвинув начало вытеснения металла в облойную канавку на более позднюю стадию штамповки, сохранить необходимый подпор для качественного заполнения ручья штампа для более сложных поковок, чем при бесподпорной штамповке, уменьшить силу на последней стадии штамповки за счет снижения давления в ручье штампа и отсутствия давления на облойном мостике штампа.
Снижение контактных напряжений на поверхности гравюры уменьшает теплообмен между заготовкой и штампом, что также благоприятно влияет на стойкость инструмента.
Такой подход обладает преимуществами традиционной и бесподпорной штамповки.
Необходимо отметить, что в случае сложной поковки, при продолжающемся заполнении ручья штампа на последней стадии доштамповки, отлипания металла в облойном мостике не произойдет и реализуется подпорная штамповка, то есть присутствует элемент саморегулирования подпора.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый штамп для открытой объемной штамповки с расширяющимся облойным мостиком отличается от прототипа.
В прототипе, для осесимметричных поковок без внутренней полости, двухсторонний криволинейный профиль образующегося облоя получен путем рассмотрения уравнения расхода металла через цилиндрическую поверхность радиуса Ro (Фиг. 2). Если профиль щели облойной канавки выполнить по полученному уравнению  то облой при смыкании штампов до принятого в уравнении значения начального зазора hн на пороге мостика отслаивается от поверхности порога мостика и перестает деформироваться инструментом.
то облой при смыкании штампов до принятого в уравнении значения начального зазора hн на пороге мостика отслаивается от поверхности порога мостика и перестает деформироваться инструментом.
В предлагаемом штампе для открытой объемной штамповки осесимметричных поковок без внутренней полости расширяющийся облойный мостик выполнен с односторонним расширением, имеющим профиль криволинейной формы, которая определена с учетом равенства объема металла, вытесняемого из ручья в облой на последней стадии доштамповки (Vдш), и объема облойного мостика (Vом) при начальной высоте облойного мостика hнм, равной толщине облоя hз, принятой с учетом усилия пресса, при Vдш не больше половины объема облоя (Vоб), и описана уравнением (1).
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое техническое решение соответствует критерию "изобретательский уровень".
На фиг. 1 - представлена схема штампов: а - бесподпорная; б - традиционная с облойной канавкой I типа.
На фиг. 2 - представлена схема отслоения облоя, боковой вид.
На фиг. 3 - представлена схема штампа с односторонним прямолинейным расширяющимся облойным мостиком.
Штамп для открытой объемной штамповки поковок с расширяющимся облойным мостиком реализуется следующим образом.
Расположение облойного мостика между верхней и нижней половинами штампа в области ручья штампа, формируемой в последнюю очередь, позволяет экономить металл. При расположении большей части поковки в верхней половине штампа, формируют в последнюю очередь область поковки в зоне перехода донной поверхности в боковую. В этой же области располагают облойный мостик. При расположении большей части поковки в нижней половине штампа формируют в последнюю очередь область поковки в зоне перехода верхней торцевой поверхности в боковую. В этой же области располагают разъем между половинами штампа. В отдельных случаях, например, если образующая боковой поверхности поковки представляет ломаную линию с максимальным диаметром в зоне боковой поверхности, то разъем штампа располагают в зоне максимального диаметра боковой поверхности ручья, например, для поковок конических шестерен.
Система правил проектирования переходов штамповки, приведенная в работе [Михайлов В.Н. Открытая объемная штамповка поковок с регламентируемым подпором [Текст] / В.Н. Михайлов, И.М. Володин // Известия ТулГУ. Серия. Технические науки. - Тула: Изд-во ТулГУ, 2018. 12. С. 250-256] включает методику расчетов и проектирования переходов и ручьев штампа. Эта задача, из-за большого количества конфигураций поковок, практически невыполнима, но становится возможной, если сузить задачу до отдельных групп поковок.
Штамп работает следующим образом.
Исходную заготовку, полученную из прутка, осаживают между вставками. Заготовку устанавливают в полость матрицы. При движении ползуна пресса вниз пуансон деформирует осаженную заготовку, формируется полуфабрикат, который снимают с пуансона или извлекают из матрицы посредством выталкивателей. Полученный полуфабрикат устанавливают в матрицу и подвергают деформированию пуансоном, в результате получают полуфабрикат второго этапа, который снимают с пуансона или извлекают из матрицы выталкивателями. Полученный полуфабрикат устанавливают в матрицу с расширяющимся облойным мостиком и подвергают деформированию пуансоном, в результате получают окончательно отштампованную поковку, которую извлекают из матрицы выталкивателем или снимают с пуансона вставкой-съемником 19. Одностороннее криволинейное расширение облойного мостика рассчитывают по уравнению (1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для штамповки деталей | 1987 |
|
SU1503964A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампов для открытой объемной штамповки осесимметричных поковок без внутренней полости, штампуемых в торец. Штамп содержит верхнюю и нижнюю половины, выполненные с гравюрами, образующими предварительные и окончательный ручьи. Окончательный ручей выполнен с облойной канавкой для вытеснения избытка металла в окончательном ручье, имеющей магазин и расширяющийся облойный мостик. Облойный мостик выполнен с разъемом в месте ручья, заполняемом в последнюю очередь, и с односторонним расширением, имеющим профиль криволинейной формы. Форма профиля определена с учетом равенства объема металла, вытесняемого из ручья в облой на последней стадии доштамповки (Vдш), и объема облойного мостика (Vом) при начальной высоте облойного мостика hнм, равной толщине облоя hз, принятой с учетом усилия преса. При этом Vдш не больше половины объема облоя (Vоб). В результате обеспечивается снижение расхода металла и усилия штамповки и повышение стойкости штамповой оснастки. 1 з.п. ф-лы, 3 ил.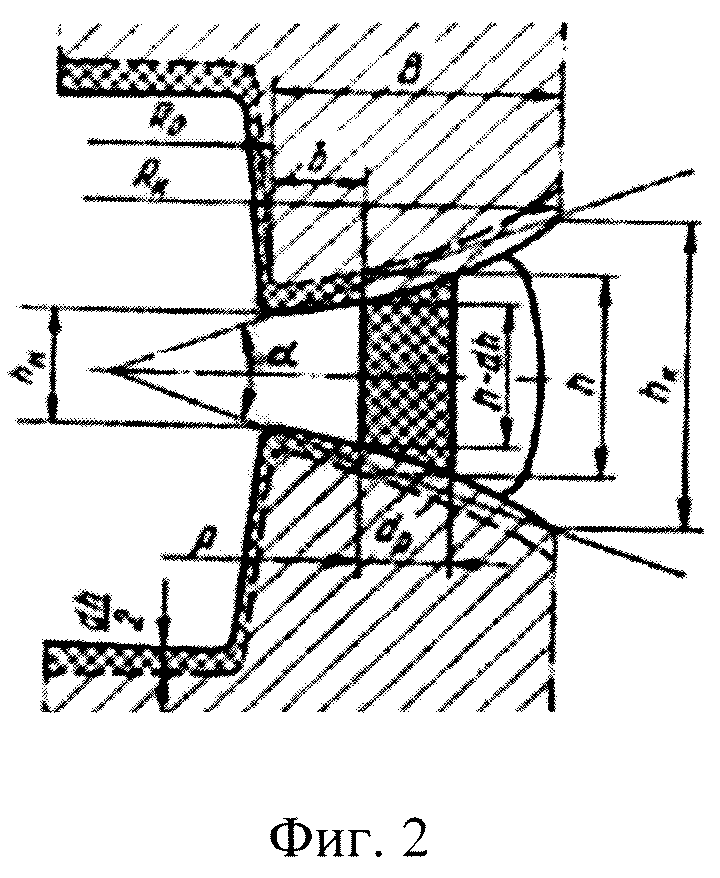
1. Штамп для открытой объемной штамповки осесимметричных поковок без внутренней полости, штампуемых в торец, содержащий верхнюю и нижнюю половины, выполненные с гравюрами, образующими предварительные и окончательный ручьи, при этом окончательный ручей выполнен с облойной канавкой для вытеснения избытка металла в окончательном ручье, имеющей магазин и расширяющийся облойный мостик, выполненной с разъемом в месте ручья, заполняемом в последнюю очередь, отличающийся тем, что расширяющийся облойный мостик выполнен с односторонним расширением, имеющим профиль криволинейной формы, которая определена с учетом равенства объема металла, вытесняемого из ручья в облой на последней стадии доштамповки (Vдш), и объема облойного мостика (Vом) при начальной высоте облойного мостика hнм, равной толщине облоя hз, принятой с учетом усилия пресса, при Vдш не больше половины объема облоя (Vоб), и описана следующим уравнением:

где Rо - радиус поковки,
hдш - разность между начальной высотой облойного мостика hнм и конечной высотой облойного мостика hкм .
2. Штамп по п.1, отличающийся тем, что величина x не превышает ширину облойного мостика.
| Штамп для объемной штамповки поковок с переменным сечением | 1991 |
|
SU1766567A1 |
| Устройство для моделирования многослойной или анизотропной среды с наклонными осями | 1961 |
|
SU146515A1 |
| ШТАМП для ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ~ | 0 |
|
SU365197A1 |
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| WO 2008095272 A1, 14.08.2008 | |||
| СОБИРАЮЩЕЕ УСТРОЙСТВО ДЛЯ СОЛНЕЧНОЙ ЭНЕРГИИ | 1993 |
|
RU2107232C1 |

