1 .
Изобретение относится к измерительной технике для контроля уровня накопленных в деталях машин усталостных повреждений при циклическом нагружении методом гальванических покрытий.
Цель изобретения - упрощение способа при одновременном повьшении чувствительности получаемых датчиков.
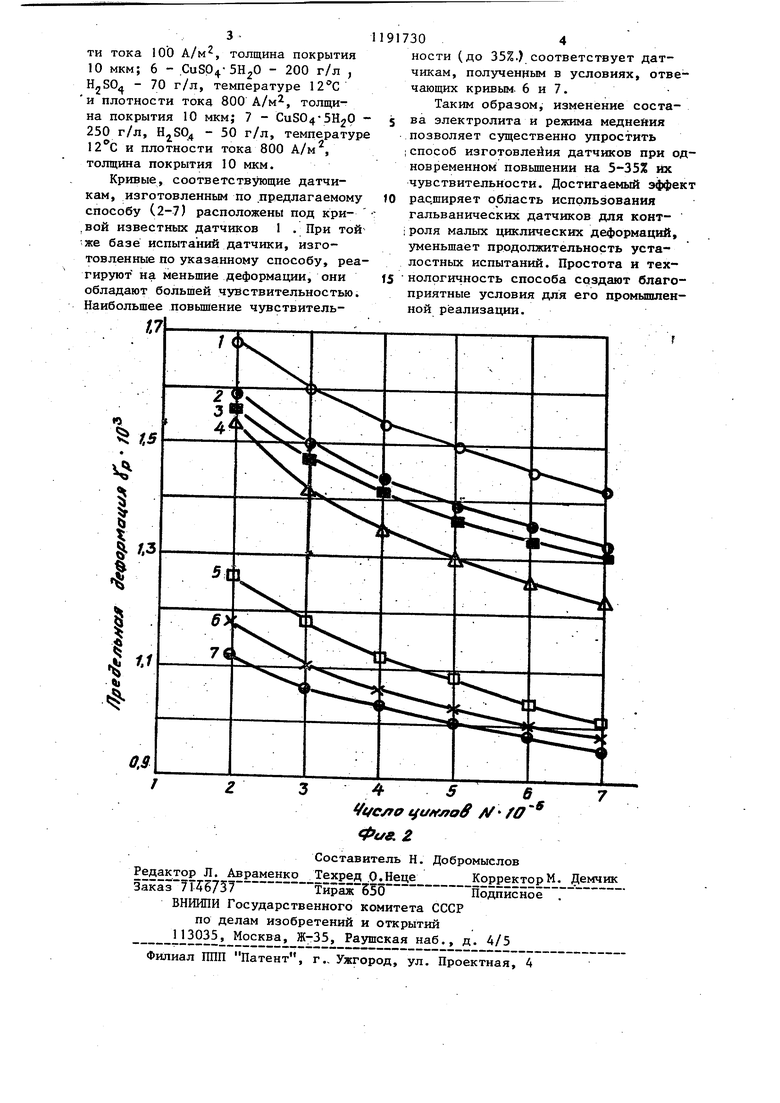
На фиг. I изображена схема установки для реализации способа; на фиг. 2 - экспериментальные данные испытаний датчиков, изготовленных предлагаемым способом в сравнении с известными данными.
Установка содержит электролизер 1 с размещенными в нем цилиндрическим анодом 2 и катодом 3, которые подключены к источнику 4 постоянного регулируемого тока. Кроме того, в цепь включен амперметр 5. Электродвигатель 6 постоянного тока обеспечивает вращение катода 3 с регулируемо скоростью. Термостат 7 поддер живает постоянную заданную температуру электролита в течение электро лиза.
Способ осуществляется следующим образом.
По общепринятой методике готовят электролит, выбирая концентрации . SHjO в пределах 125250 г/л, H2S04 20-70 г/л, и заполняют им цилиндрический электролязер 1. Из электролитической меди изготавливают.цилиндрический полый анод 2 диаметром на 5-15 мм меньше, чем диаметр электролизера 1. АноД 2 обезжиривают, протравливают, промывают дистиллированной водой и помещают в электролизер 1. Катод 3 выполняют в виде цилиндра из нержавеющей стали, поверхности его оснований, на которые медное покрытие не наносят, изолируют накладками из пластмассы..Боковую рабочую поверхность площадью 0,5 и более шлифуют, обезжиривают, промывают. После зтлго катод 3 закрепляют на оси привода электродвигателя 6 и помещают в электролизер 1 концеитричёски к аноду 2. Приводят катод 3 во вращение с фиксированной скоростью, что обеспечивает установление одинакового гидродинамического режима по всей рабочей поверхности, стандартизацию условий по поверх7302
нести. Это повышает однородность, воспроизводимость получаемого покрытия по всей площади. Кроме того, вращение катода 3 позволяет увеличить допустимую плотность тока и, следовательно, производительность. Гальваническое меднение проводят при фиксированных значениях температуры и плотности тока, выбранных в пределах соответственно 3-40С и 100 А/м2 - предельная катодная диффузионная плотность тока. Последнюю определяют по известной методике . заранее в предварительных опытах.
Электролиз проводят до получения покрытия толщиной 5-30 мкм.
По окончании электролиза катод Зс нанесенным покрытием извлекают из электролизера 1, промьшают дистиллированной водой и сушат струей холодного воздуха. Полученное медное покрытие снимают с катода 3 и разрезают на отдельные части, используемые в качестве датчиков.
Примеры результатов экспериментальных испытаний датчиков, изготовленных по предлагаемому и известному способам, представлены на фиг. 2 в виде графиков зависимостей между предельной деформацией появления первых пятен ур, являющейся критерием чувствительности датчика, и числом циклов переменных напряжений N. Экспериментальные образцы были изготовлены из стали 45 (ГОСТ 1050-74 ), чистота обработки поверхности образцов соответствовала RO( 0,16-0,19 мкм. Модуль сдвиг составлял ,2 Ю МПа.
Кривая 1 на фиг. 2 соответствует датчикам, изготовленным по известному способу, кривые 2-7 - изготовленным по предлагаемому способу в различных условиях: 2 - соответствует меднению в электролите CuS04-5H5iO - 200 г/л и 50 г/л при и плотности тока 2800 А/м (предельная катодная диффузионная плотность тока), толщина покрытия 10 мкм; 3 - CuS04 5H2iO 250 г/л, - 70 г/л, температуре и плотности тока 800 А/м толщина покрытия 5 мкм; 4 - Си SO 4. 5HiO - 250 г/л, - 70 г/л, температуре 25С и плотности тока 800 А/м , толщина покрытия 30 мкм; 5 - CuS04-5H2 0 - 125 г/л, 20 г/л , температуре и плотное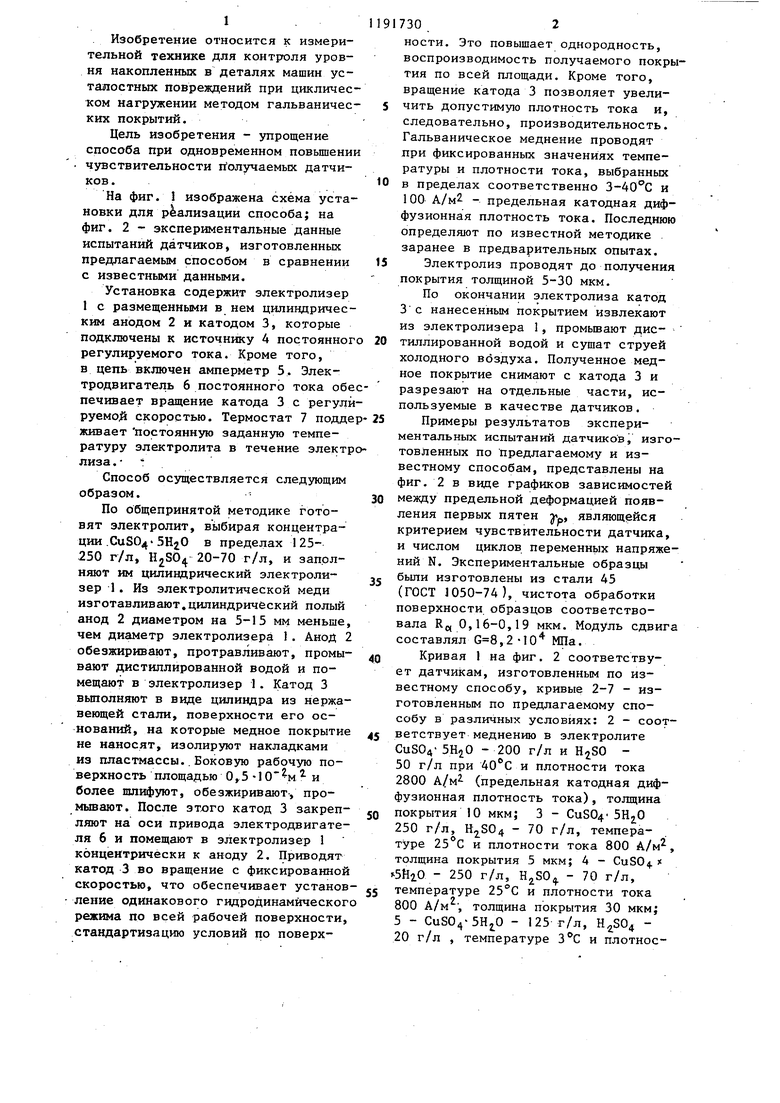
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления датчиков для контроля циклических деформаций | 1981 |
|
SU1032328A1 |
| Способ изготовления фильтрующего элемента | 1988 |
|
SU1570746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОНТРОЛЯ ДАТЧИКОВ ЦИКЛИЧЕСКИХ ДЕФОРМАЦИЙ | 2000 |
|
RU2192620C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| Электролит меднения | 1991 |
|
SU1791465A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ МОЛИБДЕНА ИЗ ВОДНОГО РАСТВОРА | 2008 |
|
RU2407828C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОМ ОСНОВАНИИ | 2018 |
|
RU2705044C1 |
| Способ получения композиционного электрохимического покрытия на основе меди с добавлением частиц электроэрозионной свинцовой бронзы | 2021 |
|
RU2780609C1 |
| Электролит меднения стальных подложек | 1985 |
|
SU1315525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОЙ ОБКЛАДКИ ТАНТАЛОВОГО ОБЪЕМНО-ПОРИСТОГО КОНДЕНСАТОРА | 2013 |
|
RU2538492C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДАТЧИКОВ МЕТОДОМ ГАЛЬВАНИЧЕСКОГО МЕДНЕНИЯ ДЛЯ КОНТРОЛЯ .ЦИКЛИЧЕСКИХ ДЕФОРМАЦИЙ, заключающийся в том, что металлическую пластинку подвергают гальваническому меднению в электролите, содержащем CuSO. и H.SO., снимают с пластины полученное покрытие и разрезают его на части, отличающийся тем, что, с целью упрощения способа при одновременном повышении чувствительности получаемых датчиков, меднение проводят в электролите следующего состава: 125-250 г/л по CuSO(j-5H20, 20-70 г/л по H,S04 при плотности тока от 100 А/м до предельной катодной диффузионной плотности тока и темпера1туре до получения покрытия толщиной 5-30 мкм. (Р оа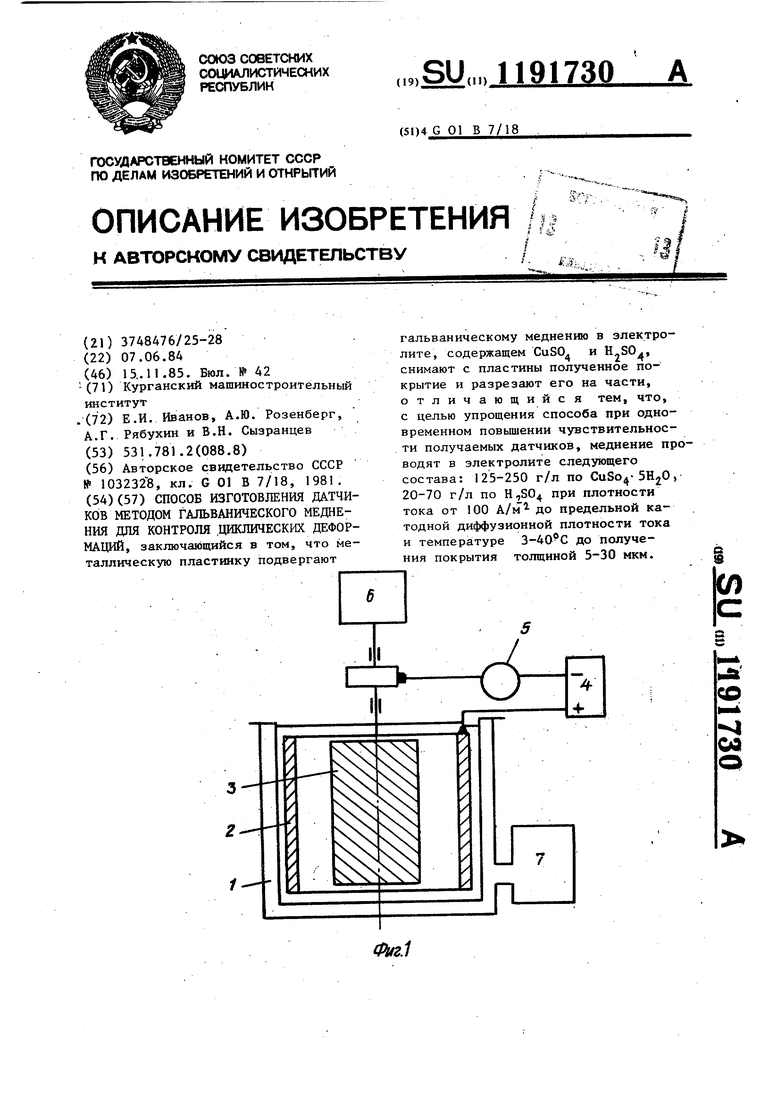
| Способ изготовления датчиков для контроля циклических деформаций | 1981 |
|
SU1032328A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
