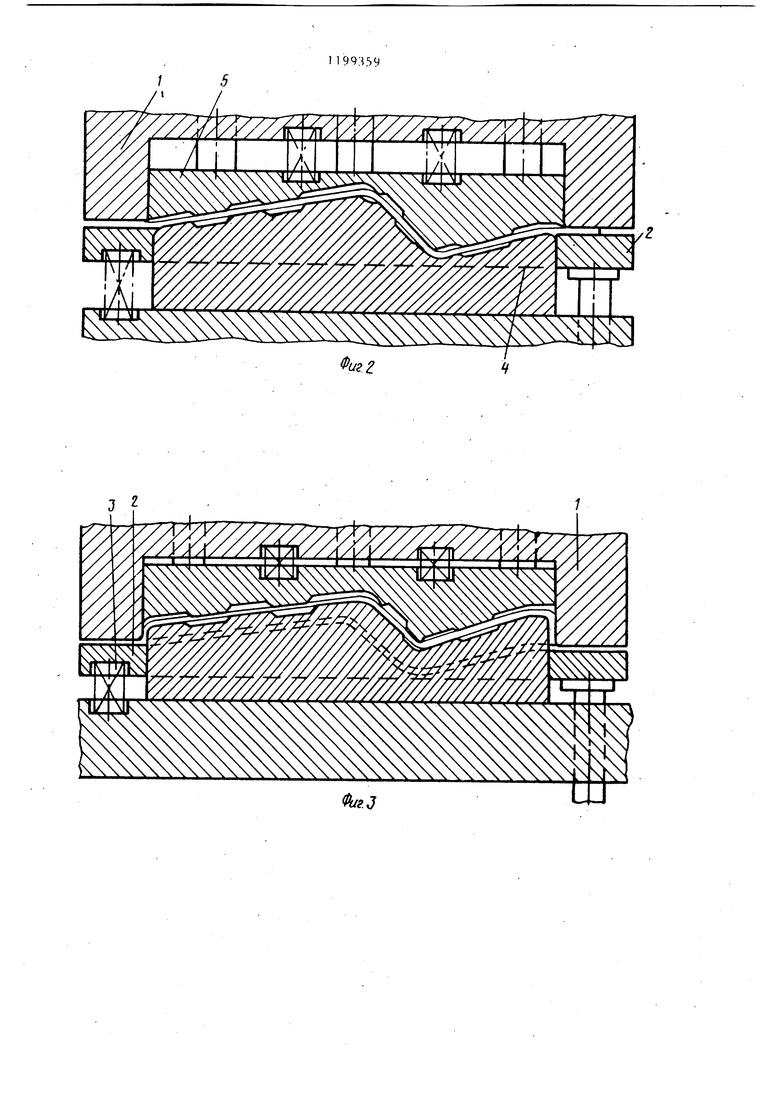
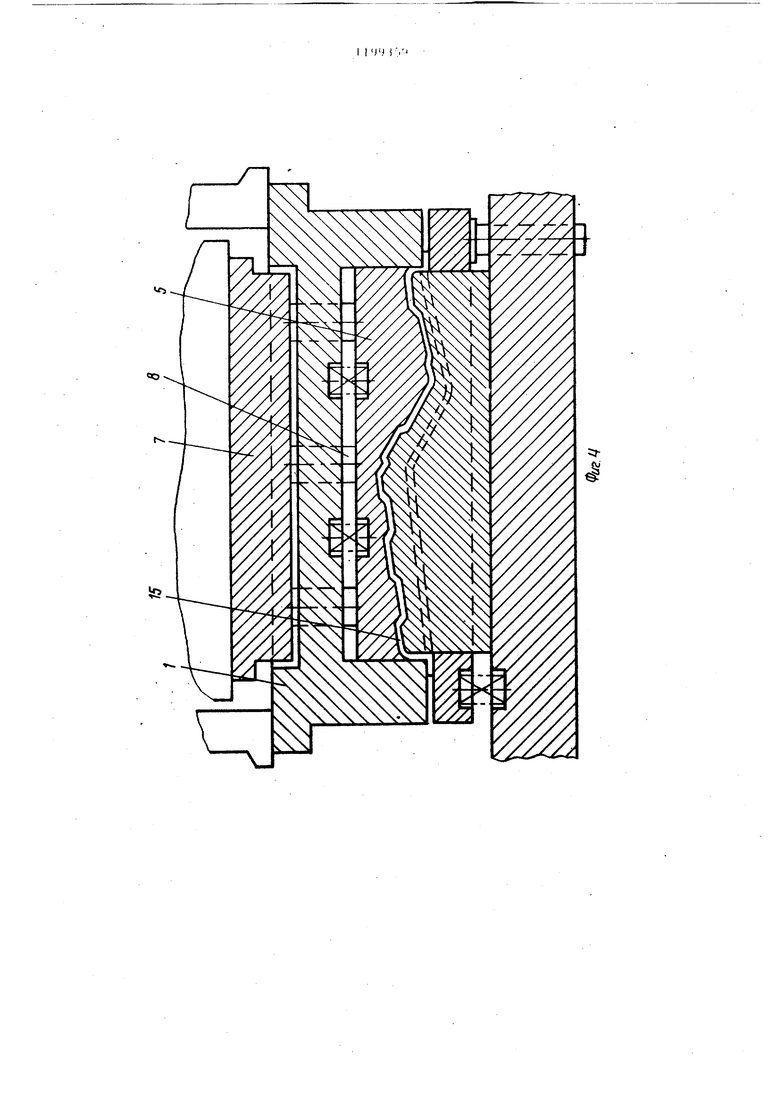
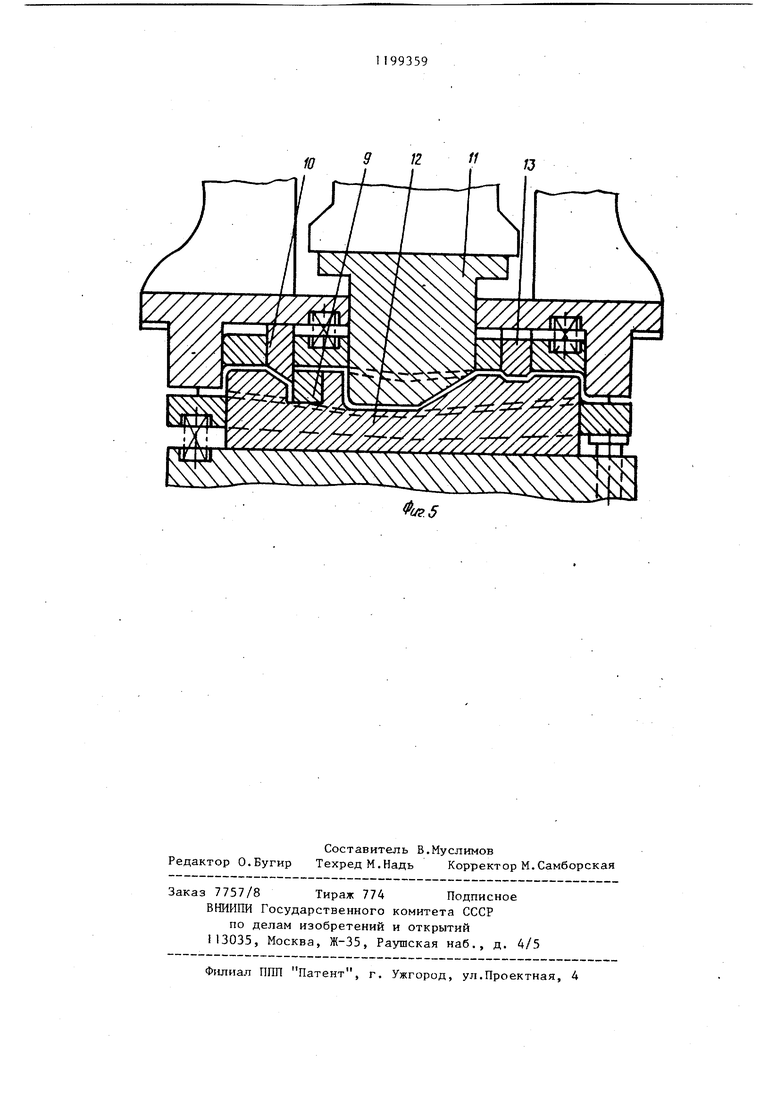
Изобретение касается обработки металлов давлением и относится к способам штамповки полых изделий из листового металла на прессе двой ного действия. Цель изобретения - снижение энер гоемкости уменьшения технологических усилий, прикладываемых к внутреннему ползуну пресса. На фиг. изображенанижняя часть устройства для осуществления способа с установленной на ней заготовко на фиг.2 - гибка заготовки; на фиг вытяяйса полого полуфабриката; на фиг.4 - формовка дна; на фиг.5 формовка дна с предварительной подрезкой. Устройство для осуществления спо соба содержит вытяжную матрицу 1, прижим 2, подпруясиненный пружинным буфером 3, пуансон 4, подпружиненный выталкиватель 5, упоры 6, верхнюю плиту 7, толкатели 8, режущие элементы 9 и 10, формирунйцие элементы 11-13. Позицией 14 на чертежах обозначена заготовка, а позицией 15 готовое изделие. Способ осуществляют следующим образом. Перед штамповкой листовую заготовку 14 фиксируют в пггампе упорами 6 (фиг.1). Предварительную гибку осуществляют под действием наружного ползуна (не показано ) мат рицей 1 и пуансоном 4 с подпором центральной части листовой заготовки подпружиненнь1м выталкивателем 5, что позволяет предотвратить образование изломов и складок на заготовке 14 на данной стадии процесса (фиг.2). В конце гибки листовую заготовку 14 полностью зажимают между верхними и нижними частями штампа, а имен но: центральную ее часть - между пуансоном 4 и подпружиненным выталкивателем 5, периферийную часть между матрицей 1 и прижимом 2, что 592 позволяет избежать образование складок на изделии 15, а следовательно, уменьшить необходимость натяжения листового материала при вытяжке. Это обстоятельство позволяет в ряде случаев отказаться от перетяжных ребер или порогов, а значит уменьшить технологические припуски на зажим заготовки 14. Затем под действием наружного ползуна, изделие 15 вытягивают дном ввер из под прижима 2, прикладывая усилие вытяжки к периферийной части заготовки 14. При достижении требуемой глубины вытяжки наружный ползун останавливается в нижнем положении, после чего формуют дно изделия 15 под действием внутреннего ползуна через плиту 7, тоЛкатели 8 и выталкиватель 5 (фиг.4).. При отходе внутреннего (не показан ), а затем наружного ползунов отштампованное изделие 15 (фиг.4) выталкивается из матрицы 1 с помощью пружин и выталкивателя 5 и удаляется из рабочей зоны. При вьтолнёнии глубокой формовки дна (фиг.5) для облегчения перетягивания.материала дно изделия 15 в зоне отхода надрезают(или пробивают в нем отверстие) режущими элементами 9 и 10 под действием внутреннего ползуна. Надрезка материала до начала формовки позволяет предотвратить разрывы изделия, увеличить глубину местной формовки. При необходимости дальнейшей разгрузки внутреннего ползуна часть рельефа в дне изделия формуют под действием наружного ползуна форму|с щим элементом 13. Предлагаемый способ обеспечивает снижение энергоемкости за счет уменьшения усилия, прикладываемого к внутреннему ползуну пресса, поскольку вытяжка осуществляется наружным ползуном. 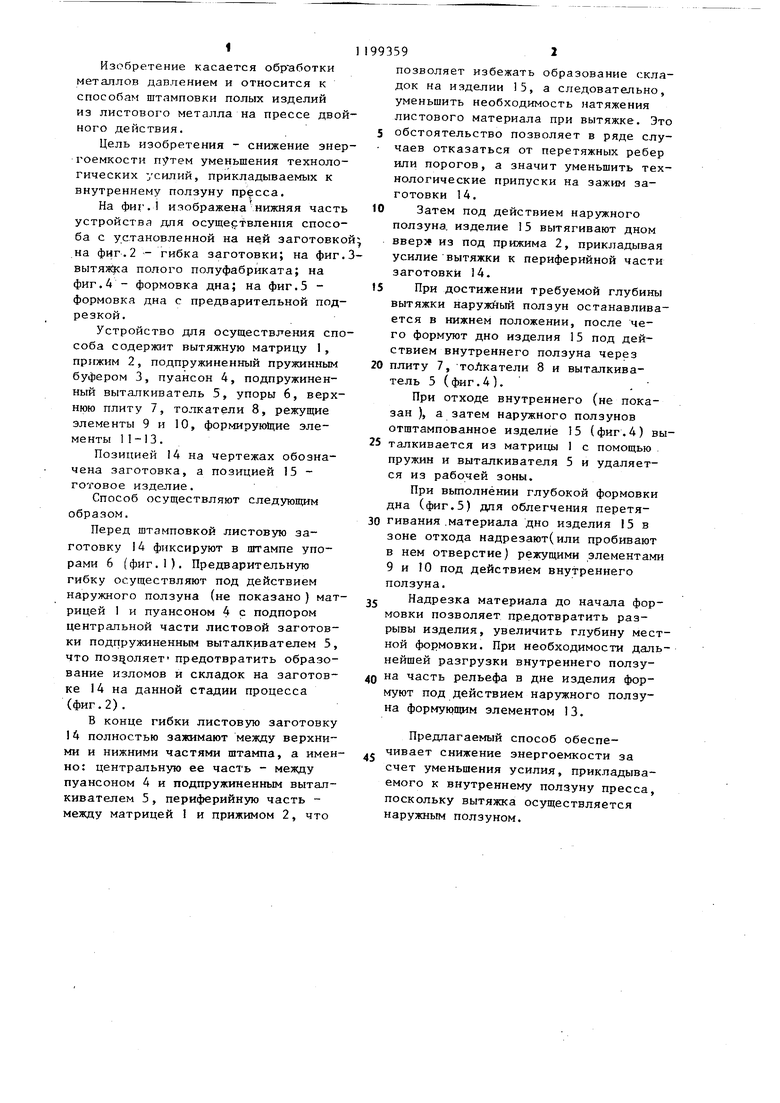
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОЙ БУМАЖНОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2576581C1 |
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА С ПНЕВМОСЪЕМНИКАМИ В ПРИЖИМНОЙ ПЛИТЕ (ВАРИАНТЫ) | 2013 |
|
RU2560805C2 |
| Способ изготовления полых изделий | 1978 |
|
SU749497A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
1.. СПОСОБ ШТАМПОВКИ ПОШХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА премущественно на прессе двойного действия, включающий гибку, вытяжку и . формовку донной части полого полуфабриката, производимые за один рабочий ход, отличающийся тем, что, с целью снижения технологических усилий, прикладываемых к внутреннему ползуну пресса, в процессе гибки к центральной части заготовки прикладьшают усилие подпора , противоположно направленное усилию гибки, при вытяжке центральную часть заготовки зажимают, а усилие вытяжки прикладьшают к ее периферийной части. 2. Способ по п.I, отличающийся тем, что, с целью увеличения глубины формовки, .перед формовкой часть полого полуфаб(Л риката надрезают. ;о со 00 ел 
TS
| Нефедов А.П.Конструирование и изготовление штампов | |||
| М.: Машиностроение, 1973, с.73, рис.53 | |||
| . |
