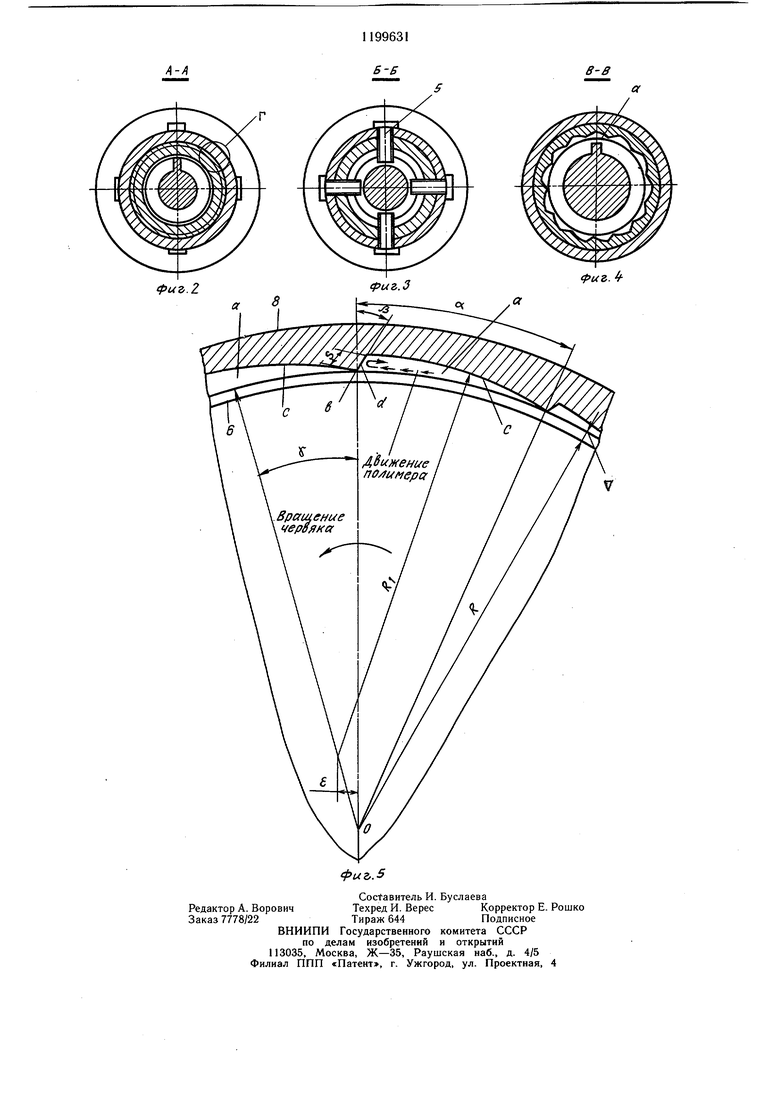
Изобретение относится к машиностроению, может быть использовано для производства полимерных материалов и является усовершенствованием изобретения по авт. СБ. № 889477. Целью изобретения является повышение производительности машины при обеспечении качества сушки. На фиг. 1 изображена червячная машина, общий вид; на фиг. 2.- разрез А-А на фиг. 1; на фиг. 3 - Б-Б на фиг. 1; на фиг. 4 - разрез .ртВ на фиг. 1; на фиг. 5 - пазы и клиновидные выступы. Червячная машина содержит корпус 1 с входным и выходным патрубками 2 и 3, патрубок 4 для вывода фильтрата. Внутренняя боковая поверхность корпуса выполнена с чередующимися по его длине участками, на одних из которых выполнены пазы а с клиновидным сечением, а на других смонтированы смесительные стержни 5. Внутри корпуса смонтирован червяк 6, имеющий участки со сплошной и прерывистой нарезкой. Причем участки с прерывистой нарезкой размещены в участках корпуса, несущих смесительные стержни 5, входящие в пазы 7 червяка 6. В корпусе установлены сменные гильзы 8. Смежные стенки соседних пазов а расположены с образованием клиновидных выступов Ь. Причем профиль каждого первого из двух смежных выступов по ходу перемещения материала имеет в поперечном сечении сторону С, выполненную по дуге окружности, описанной радиусом R из центра, лежащего на прямой, проходящей через центр вращения О червяка 6 под углом к радиальной прямой, проходящей через вершину второго по ходу перемещения материала из двух соседних выступов, и сторону с/, выполненную по прямой, расположенной под углом р, равным 20-60° к радиальной прямой, проходящей через вершину b упомянутого выступа. При этом центральный угол а в поперечном сечении между каждыми из двух соседних выступов выбран равным 20-120°, а длина стороны d выбрана из соотнощения L / ietgY-{(1 -6COs(a-|-Y) sin 7 l o2cin2f 1 лс;г, + 8sin(a+Y) где L - длина стороны d выступа, мм; е - величина смещения центра дуги окружности, образующей сторону с выступа, мм; R -радиус окружности, на которой расположены центры выступов, мм; 7- угол наклона прямой, на которой лежат центры дуги окружности стороны с к радиальной прямой, град; а - центральный угол между двумя соседними выступами Ь, град. 8мащине имеются три зоны обработки: зона отжима I и зона сушки II и III. Червячная мащина работает следующим образом. Влажный полимер, поступающий во входной патрубок 2, захватывается червяком 6 и подается на участок зоны I с непрерывной нарезкой, где создается значительное давление и осуществляется частичный отжим воды из полимерного материала. Затем материал подается на участок перемешивания в зоны II и III, где полимер подвергается деформации, нагреву и сущке за счет смесительных стержней и прерывистой нарезки червяка. Клиновидные пазы а имеют участки с различной толщиной смазочного слоя, которым является непрерывно поступающий в продольные пазы из зоны отжима полимерный материал. За счет гидродинамических сил, возникающих в клиновидных пазах, червячный вал всплывает (центрируется смазкой), исключая возможность соприкосновения червяка с гильзами корпуса. При вращении червяка полимерный материал встречает сопротивление на стороне с клиновидного паза а, которое препятствует проскальзыванию материала по корпусу, причем часть полимерного материала получает обратное движение, образуя гидродинамический клин подшипника жидкостного трения. Затем давлением, образованным червяком, полимер подается на сторону d клиновидного выступа Ь, образуя основной гидродинамический клин подшипника жидкостного трения. При значении угла а более 120° получается ограниченное количество пазов а, в которых образуются гидродинамические клинья, недостаточное для центрирования червячного вала. При значении углов менее 20° конструктивно образуется клиновидный выступ, размер которого настолько мал, что исключает образование гидродинамического клина, т. е. подшипника жидкостного трения. Значение угла р более 60° приводит к проскальзыванию полимера по внутренней поверхности корпуса. Полимер при этом нагревается, что приводит к снижению качества продукта. Обработанный продукт отводится через патрубок 3, а фильтрат - через патрубок 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная машина для сушки полимерных материалов | 1979 |
|
SU889477A1 |
| Червячный пресс для переработки полимерных материалов | 1979 |
|
SU899358A1 |
| Экструдер самоочищающегося типа | 1979 |
|
SU1190979A3 |
| ЭКСТРУДЕР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2005612C1 |
| Клиновое устройство к вальцам для обработки полимерных материалов | 1989 |
|
SU1641627A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| Червячный пресс для полимерных материалов | 1988 |
|
SU1595668A1 |
| Смеситель непрерывного действия для полимерных материалов | 1990 |
|
SU1712164A1 |
| Червячный смеситель для полимерных материалов | 1980 |
|
SU887212A1 |
| Червячный пресс для переработки сыпучих полимерных материалов | 1977 |
|
SU669677A2 |
ЧЕРВЯЧНАЯ МАШИНА ДЛЯ СУШКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ по авт. св. № 889477, отличающаяся тем, что, с целью повышения производительности машины при обеспечении качества сушки, смежные стенки соседних пазов расположены с образованием клиновидных выступов, причем профиль каждого первого из двух смежных выступов по ходу перемеш,ения материала имеет в поперечном сечении одну сторону, выполненную по дуге окружности, описанной из центра, лежаш,его на прямой, проходящей через центр враш,ения червяка под углом 15° к радиальной прямой, проходяш.ей через вершину второго по ходу перемещения материала из двух соседних выступов, и другую сторону, выполненную по прямой, расположенной под углом 20- 60° к радиальной прямой, проходящей через вершину первого из двух соседних выступов, центральный угол в поперечном сечении между каждыми из двух соседних выступов выбран равным 20-120°, а длина стороны выступа, выполненная по прямой, выбрана из соотношения е tgY-{(/ i-ecos(cx4-Y) s. + E sinЧa+Y) где L - длина стороны выступа, выполненной по прямой, мм; е - величина смещения центра дуги окружности, образующей одну из сторон выступа, мм; R -радиус окружности, на которой g расположены центры выступов, мм; -угол наклона прямой, на которой гЛ лежат центры дуги окружности од- ной стороны выступа, к радиальной Сш прямой, проходящей через вершину второго из соседних выступов, град; S а - центральный угол между двумя соседними выступами, град. СО со О) 00
| Червячная машина для сушки полимерных материалов | 1979 |
|
SU889477A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
