Изобретение относится к области переработки пластмасс, а именно ,к червячным прессам, и может быть использовано при производстве изделий и полуфабрикатов с точными геометрическими размерами ,и однородной структурой из сыпучих полимерных материалов.
Известен червячный пресс для переработки сыпучих полимерных материалов по авт. св. № 593377, содержащий цилиндрический.корпус с загрузочной воронкой и нагревателем, установленные в корпусе вращающийся червяк с зонами питания, сжатия и выдавливания и втулку с продольными -пазами на внутренней поверхности и окнами, расположенными по ее окружности прд загрузочной воронкой, которая снабжена приводом для ее вращения и устройством регулирования скорости вращения.
Изобретение является усовершенствованием данного -червячного пресса, который пригоден для качественной переработки в изделия практически всех сыпучих полимерных материалов, независимо от их гранулометрического состава и колебаний насыпного веса. Однако при вращении втулки участки поверхности, расположенные между окнами {перемьгчАи), . создают вертикальные перемещения гр нул полимерного материала в загрузо ной воронке. .В результате происходит рубка гранул между перемычками и корпусом, на. что расходуется значительная часть мощности.
Кроме того, для согласования-производительности зон питания и вьщавлявания втулку с продольными пазами вращают со скоростью, сос авляющей 0,6-0,9 скорости вращения червяка. Такая высокая, скорость вращения втулки приводит к необходимости , выбора привода втулки увеличенной мощности, так как мощность привода рассчитывается . по формуле .
Н-п
N
71620М,36 .
где М - момент сил, кг/см;
п - скорость вращения втулки,
Об|/МИН.
Цель изобретения - сокращение энергозатрат.
.Указанная цель достигается тем, что участки поверхности втулки, разделяющие окна между собой, выполнены по винтовой линии и расположены под углом f к оси червяка, ограниченным пределами arctg , где f - коэффициент трения перерабатываемого материала по поверхности червяка.
На фиг. 1 схематично изображен червячный пресс для переработки сыпучих пблимерных материалов, на
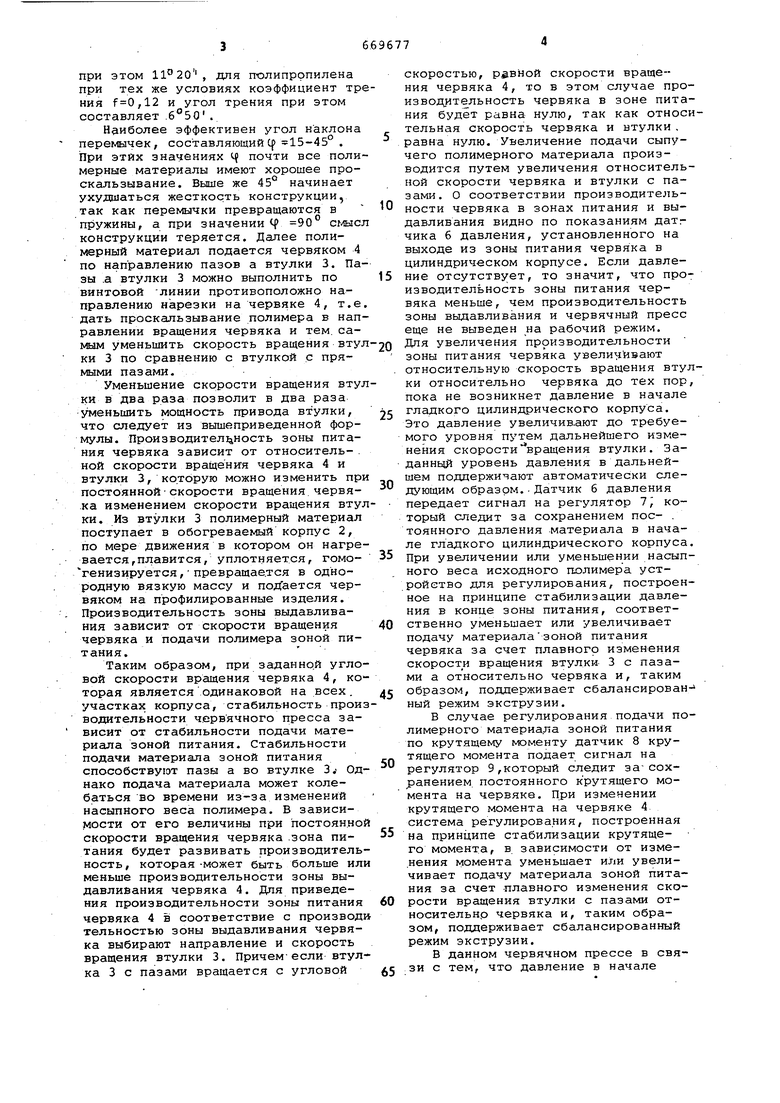
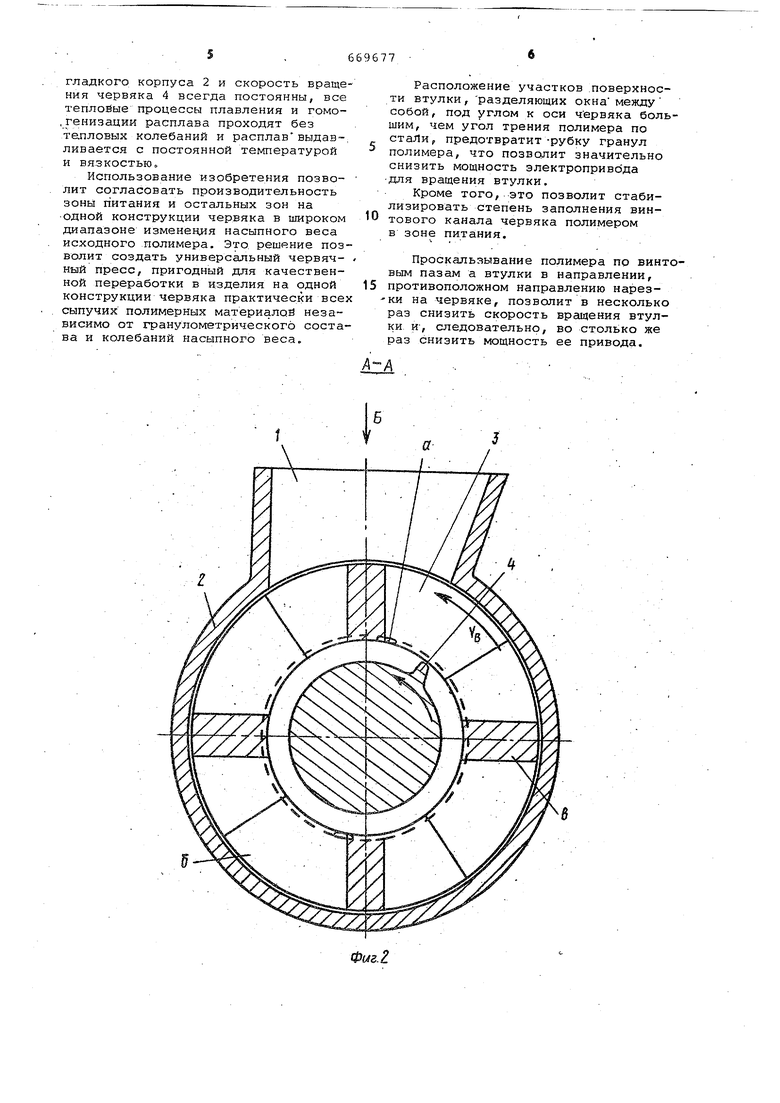
фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Червячный пресс для переработки сыпучих полимерных материалов содержит загрузочную воронку 1, дилинд5 риче.ский корпус 2, втулку 3 и червяк 4 с зонами питания, сжатия и выдавливания. На внутренней поверхности втулки 3 имеются пазы а, направленные по винтовой линии противоположно направлению нарезки на червяке 4; Втулка 3 установлена в корпусе.2 на подшипниках 5 и имеет реверсивный регулируемый привод (на чертеже не показан) для ее вращения относительно червяка 4. Втулка 3 имеет окна б, равномерно расположенные по ее окружности под загрузочной воронкой 1, разделенные между собой участками поверхности в йтулки (перемычками)
Q и рас юйоженными по винтовой линии под углрь IP (см. фиг-. 3-) относительно оси червяка 4. .
Угол (f должет быть, большим, чем угол трения полимерного материала
, ПО стали и ограничен пределами
arc tg f с tf 90° , где f - коэффициент трения- полимерного материала по поверхности червяка. Червячный пресс снабжен устройством для регулирования скорости вращения втулки 3 отно0 сителъйо червяка 4, Это устройство состоит из датчика б давления полимерного материала, установленного в корпусе 2 на выходе из зоны питания червяка 4, и регулятора 7, сое5 диненногр с датчиком б и приводом втулки 3.
Согласно второму варианту выполнения устройство для регулирования скорости вращения втулки 3 состоит из датчика 8 крутящего момента червяка и регулятора 9, соединенного с датчиков и приводом втулки 3.
Червячный пресс работает следующим образом.
Термопластичный полимерный материал в гранулированнрм, дробленом или порсяцкообраз ном виде подается через загрузочную воронку 1 и окна б вращающейся втулки 3 в корпус 2. Вследствие того, что перемычки
в между окнами б расположены од .углом ч относительно оси червяка 4
vл льшим, чем угол трения полимера по стали (угсш « ограничен пределами arc tgfccf 90) , гранулы полимера,
попавшие между корпусом 2 и перемычками в,проскальзывают, а не рубятся, и это позволяет значительно снизить мощность электропривода для вращения втулки. Угол трения и- коэффициент трения полимерного материала по стали определяются экспериментально. Например, для полиэтилентерефталата при температуре 20-50°С и давлении 5-10 атм коэффициент трения ,2, а угол трения составляет при этом 11° 20, для полипропилена при тех же условиях коэффициент тр ния ,12 и угол трения при этом составляет .. Наиболее эффективен угол наклона перемычек, составляющийся-15-45° . При этих значениях t( почти все поли мерные материалы имеют хорошее проскальзывание. Выше же 45° начинает ухудшаться жесткость конструкции, так как перемычки превращаются в пружины, а при значении Ч 90° сгиыс конструкции теряется. Далее полимерный материал подается червяком 4 по направлению пазов а втулки 3. Па зы .а втулки 3 можно выполнить по винтовой ЛИНИИ противоположно направлению нарезки на червяке 4, т.е дать проскальзывание полимера в нап равлении вращения червяка и тем. самым уменьшить скорость вращения вту ки 3 по сравнению с втулкой с прямыми пазами. Уменьшение скорости вращения вту ки в два раза позволит в два раза уменьшить мощность привода втулки, что следует из вышеприведенной формулы. Производителг ность зоны питания червяка зависит от относитель- . ной скорости вращёния червяка 4 и втулки 3, которую можно изменить пр постояннойскорости вращения червя.ка изменением скорости вращения вту ки. Из втулки 3 полимерный материал поступает в обогреваемый корпус 2, по мере движения в котором он нагре вается, плавится, уплотняется, гомо генизируется,превращается в однородную вязкую массу и поддается червяком на профилированные изделия. Производительность зоны выдавливания зависит от скорости вращения червяка и подачи полимера зоной питания. Таким образом, при заданно.й угло вой скорости вращения червяка 4, ко торая является одинаковой на всех. участках корпуса, стабильность прои водительности червячного пресса зависит от стабильности подачи материала зоной питания. Стабильности подачи материала зоной питания способствуют пазы а во втулке 3, Од нако подача материала может колебаться во времени из-за изменений насыпного веса полимера. В зависимости от его величины при постоянно скорости вращения червяка .зона питания будет развивать производитель ность, которая-может быть больше ил меньше производительности зоны выдавлийания червяка 4. Для приведения производительности зоны питания червяка 4 в соответствие с производ тельностью зоны выдавливания червяка выбирают направление и скорость вращения втулки 3. Причемесли втул ка 3 с пазами вращается с угловой скоростью, рёвйой скорости вращения червяка 4, то в этом случае производительность червяка в зоне питания будет равна нулю, так как относительная скорость червяка и втулки . равна нулю. Увеличение подачи сыпучего полимерного материала производится путем увеличения относительной скорости червяка и втулки с пазами. О соответствии производительности червяка в зонах питания и выдавливания видно по показаниям датг чика 6 давления, установленного на выходе из зоны питания червяка в цилиндрическом корпусе. Если давление отсутствует, то значит, что производительность зоны питания червяка меньше, чем производительность зоны выдавливания и червячный пресс еще не выведен на рабочий режим. Для увеличения производительности зоны питания червяка увеличивают относительную скорость вращения втулки относительно червяка до тех пор, пока не возникнет давление в начале гладкого цилиндрического корпуса. Это давление увеличивают до требуемого уровня путем дальнейшего изменения скоростивращения втулки. ЗаданныЯ уровень давления в дальнейшем поддержи чают автоматически следующим образом..Датчик 6 давления передает сигнал на регулятор 1, который следит за сохранением пос- . тоянного давления материала в начале гладкого цилиндрического корпуса. При увеличении или уменьшении насыпного веса исходного шэлимера устройство для регулирования, построенное на принципе стабилизации давления в конце зоны питания, соответственно уменьшает или увеличивает подачу материалазоной питания червяка за счет плавного изменения скоростей вращения втулки 3 с пазами а относительно червяка и, таким образом, поддерживает сбалансирован- ный режим экструзии. В случае регулирования подачи полимерного материала зоной питания по крутящему моменту датчик 8 крутящего момента подает сигнал на регулятор 9,который следит за-сохранением постоянного крутящего момента на червяке. При изменении крутящего момента на червяке 4 система регулирования, построенная на принципе стабилизации крутяще- го момента, в. зависимости от изме.нения момента уменьшает или увеличивает подачу материала зоной питания за счет -плавного изменения скорости вращения втулки с пазами относительно червяка и, таким образом, поддерживает сбалансированный режим экструзии. В данном червячном прессе в связи с тем, что давление в начале гладкого корпуса 2 и скорость враще ния червяка 4 всегда постоянны, все теплобые процессы плавления и гомо,генизации расплава проходят без тепловых колебаний и расплаввыдавливается с постоянной температурой и вязкостьюо Использование изобретения позволит согласовать производительность зоны питания и остальных зон на одной конструкции червяка в широком диапазоне изменедия насыпного веса исходного .полимера. Это. решение поз волит создать универсальный червячный пресс, пригодный для качественной переработки в изделия на одной конструкции червяка практически все сыпучих полимерных материалов независимо от гранулометрического соста ва и колебаний насыпного веса. Расположение участков поверхности втулки, разделяющих окнамежду собой, под углом к оси червяка большим, чем угол трения полимера по стали, предотвратит-рубку гранул полимера, что позволит значительно снизить мощность электропривода для вращения втулки. Кроме того, это позволит стабилизировать степень заполнения винтового канала червяка полимером в зоне питания. Проскальзывание полимера по винтовым пазам а втулки в направлении, противоположном направлению нарезки на червяке, позволит в несколько раз снизить скорость вращения втулки И , следовательно, во столько же раз снизить мощность ее привода.
Вид Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячный пресс для переработки сыпучих полимерных материалов | 1974 |
|
SU593377A1 |
| Червячный пресс для переработкиСыпучиХ пОлиМЕРНыХ МАТЕРиАлОВ | 1977 |
|
SU797897A2 |
| Червячная машина для переработки полимерных материалов | 1988 |
|
SU1666331A1 |
| Способ регулирования процесса экструзии | 1971 |
|
SU479348A1 |
| Червячный экструдер | 1989 |
|
SU1666332A1 |
| Экструдер для переработки полимерных материалов | 1983 |
|
SU1125134A1 |
| ЭКСТРУДЕР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2005612C1 |
| Червячный пресс для переработки пластмасс | 1985 |
|
SU1337279A1 |
| Червячная машина для полимерных материалов | 1980 |
|
SU937205A1 |
| Червячный пресс для переработки полимерных материалов | 1979 |
|
SU899358A1 |
ЧЕРВЯЧНШ ПРЕСС ДЛЯ ПЕРЕРАБОТКИ СЫПУЧИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ по авт. св. № 593377, отличающийся тем, что, с целью сокращения энергозатрат, участки поверхности'втулки, разделяющие окна между собой, выпсхпнены по винтовой линии и расположены под угломff к оси червяка, ограниченным пределами arc tg f <q!<90°, где f - коэффициент трения перерабатываемого материала по поверхности, червяка."'' е2 fi^ .Sk/)а^ОСО Ф«^sj•^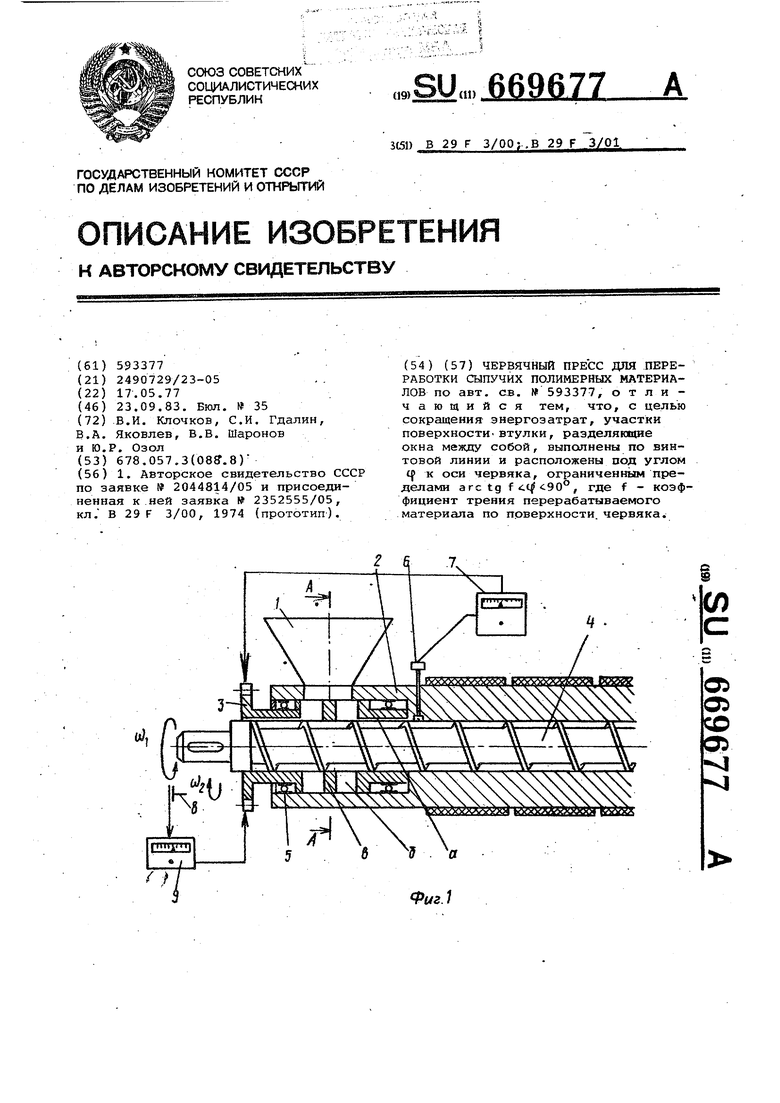
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
