Изобретение относится к пайке, в частности к -способам определения смачиваемости материалов припоями, и может быть использовано в электронной и приборостроительной отраслях при использовании лужения и пайки погружением в расплавленный припой Цель изобретения - повьшение точности определения смачиваемости мате риалов припоем при неполном смачивании. . Сущность способа заключается в определении эталонного значения смачива емости из- кривой зависимости силы взаимодействия образца с расплавленным припоем. На чертеже изображена типичная диаграмма изменения сил взаимодействия в зависимости от глубины погружения при неполном смачивании в процессе погружения образца. Прямая ветвь диаграммы 0-1-2-3 от ражает изменение сил взаимодействия при погружении образца. Участок 0-1 соответствует несмачиванию поверхности образца, участок 1-2 характеризует скорость смачивания, участок 2-3 - установившееся напряжение смачивания (минимальный краевой угол на текания). Обратная ветвь диаграммы 3-4-5-6 отражает изменение сил взаимодействи при подъеме образца. На этом участке рост сил взаимодействия связан с фор ,мированием краевых углов оттекания {уменьшением гидравлической выталкива ющей силы, возможной сменой межфазных натяжений на границе припой флюс ((,), припой - газ ((.) и образовани(ем перемычки жидкого расплава перед отрывом образца (участок 5-6), стягиваемой капиллярной силой. При этом в т. 4 наблюдается скачкооб разное уменьшение угла наклона криво Как показьгаают наблюдения, на уча стке 3-4 происходит рост высоты и объема мениска припоя у стенки образ ца (периметр смачивания не перемещается относительно поверхности образца) . Сила взаимодействия при этом относительно быстро растет. Вт. 4 высота мениска перестает увеличивать ся, достигая предельно возможной вели чины. Периметр смачивания (Р) начина ет перемещаться относительно поверхности образца со скоростью подъема образца, краевой угол оттекания равен нулю. Таким образом, начиная с 762 т.4, прекращается рост составляющей сил взаимодействия, связанный с уменьшением краевого угла. Дальнейший рост сил взаимодействия объясняется другими перечисленными причинами. Это приводит к скачкообразному уменьшению угла наклона кривой в т.4. Таким образом, нулевой краевой угол оттекания устанавливается в т.4. Для подтверждения этого было сопоставлено напряжение смачивания в т. 4 с величиной d, рассчитанной по максимальной высоте мениска (h) по формуле, связывающей h ,H радиусом сечения образца при нулевом краевом угле. Расчеты показали, что в т. 4 имеет место равенство напряжения смачивания f поверхностному натяжению ;),я, , что подтверждает достижение в ней нулеВОГО краевого угла и возможность использования соответствующего напряже ния смачивания в качестве эталонного. Пример конкретного осуществления определения смачиваемости предлагаемым способом. Материалы: медь ,3 мм, припой ПОС-61, флюс ФСкГл. Температура припоя в ванне 245 С. Скорость.погружения и подъема образца 0,3 мм с . Глубина погружения образца в т. 4 диаграммы 1,16 мм. Гидравлическая выталкивающая сила в этот момент соста- -5вила ,. Сила взаимодей() 4 130,57 ствия F, в т ветствукялее напряжение смачивания f (F, г7Ъ/Р 0,35. Н-м: Высота мениска в т. 4 h 1,..Расчетное значение d, также составило 0,35 Нм, т.е. в т. 4 достигается () при нулеэталонное значение вом краевом угле, равное 0,35 И-м. Расчет величины краевого угла в т.З диаграммы производится по,формуле бГ (F краевой угол натекания в т.З диаграммы; F, - сила взаимодействия в т.З; р (Э1 поправка на гидравлическую выталкивающую силу в т.З; эталонное значение силы взаимодействия в т.4. 13) В рассматриваемом примере 9, 23. Минимально допустимое значение напряжения смачивания в т.З диаграммы f можно рассчитать по соответствующей допустимой величине KpajjBoro угла бк Если, например. д .40«,то ,,;.(
О ,35 . 0,766 0,27 Нм, что позволяет задать соотйетствующую минимальную -допустимую величину F..
при нормированном контроле смачивания.
Экономический эффект от внедрения изобретения достигается за счет повышения точности контроля, что позволяет снизить потери продукции от брака.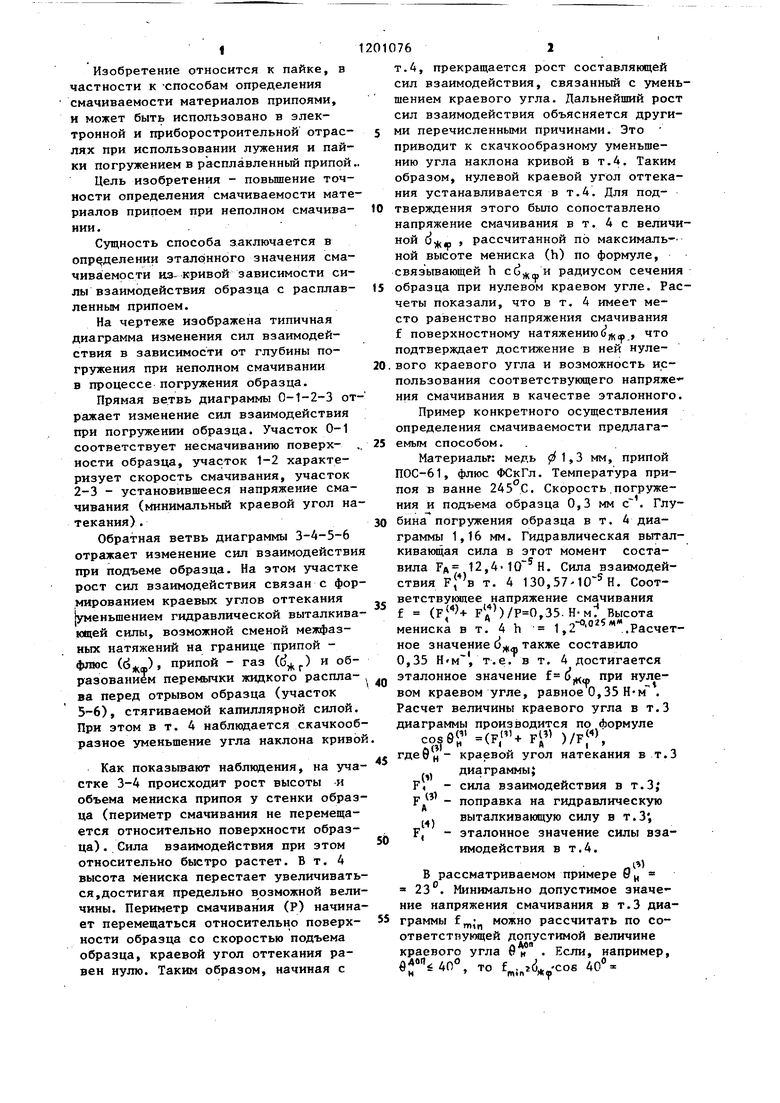

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля паяемости при низкотемпературной пайке | 1978 |
|
SU791475A1 |
| Способ лужения | 1985 |
|
SU1286364A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СМАЧИВАНИЯ МАТЕРИАЛОВ ПРИПОЯМИ | 2000 |
|
RU2207541C2 |
| СПОСОБ И СИСТЕМА ИЗМЕРЕНИЯ КРАЕВЫХ УГЛОВ НАТЕКАНИЯ И ОТТЕКАНИЯ, А ТАКЖЕ УГЛА СОСКАЛЬЗЫВАНИЯ ИЛИ СКАТЫВАНИЯ | 2023 |
|
RU2811013C1 |
| ПРИПОЙ, ПО СУЩЕСТВУ НЕ СОДЕРЖАЩИЙ СВИНЕЦ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2268126C2 |
| Способ пайки печатных плат | 1990 |
|
SU1773618A1 |
| ДЕТАЛЬ, СОДЕРЖАЩАЯ МЕТАЛЛОКЕРАМИЧЕСКУЮ ЧАСТЬ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2762282C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АМПЛИТУДЫ ЦИКЛИЧЕСКОЙ ДЕФОРМАЦИИ ДЕТАЛИ | 2000 |
|
RU2197722C2 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| СОСТАВЫ ДЛЯ ПРИПОЯ | 2012 |
|
RU2627822C2 |
СПОСОБ ОПРЕДЕЛЕНИЯ СМАЧИВАЕМОСТИ МАТЕРИАЛОВ ПРИПОЯМИ, при котором производят погружение образца с нанесенным на его поверхно,сти флюсом в расплавленный припой и последующий подъем с одновременной регистрацией кривой зависимости сил взаимодействия образца с припорм от глубины погружения, а смачиваемость оценивают по величине отношения максимальной силы взаимодействия образца с припоем .при погружении к эталонному значению силы взаимодействия, отличающийся тем, что, с целью повьгшения точности при неполном смачивании образца припоем, эталонное значение силы взаимодействия образца с припоем определяют по скачкообраз- . г ному уменьшению угла наклона кривой сил взаимодействия при подъеме об(Л разца.
| Пайка | |||
| Метод определения смачивания материалов припоями, ГОСТ 2390479 | |||
| Устройство для контроля паяемости при низкотемпературной пайке | 1978 |
|
SU791475A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
