Область техники, к которой относится изобретение
Настоящее изобретение относится к детали, содержащей металлокерамическую часть, которая включает в себя твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля, способу изготовления этой детали и применению этой детали для уменьшения краевого угла смачивания расплавленным припоем.
Уровень техники
Спеченные карбиды на основе карбида вольфрама (WC) широко используются во многих применениях, где требуется высокая твердость, прочность на поперечный разрыв и высокая вязкость разрушения. Однако запасы карбида вольфрама уменьшаются и соответственно растет его стоимость, поэтому в поиске подходящей замены рассматриваются альтернативные твердые металлы. В некоторых применениях таким альтернативным твердым материалом потенциально могут быть металлокерамические материалы на основе карбидов ниобия (NbC), запасы которых имеются в изобилии и поэтому они имеют более низкую стоимость.
Кроме того, твердый материал на основе NbC можно было бы использовать в качестве замены для инструментов из нержавеющей стали в тех применениях, которые приближаются к предельным характеристикам нержавеющей стали, а спеченные карбиды на основе WC обходятся слишком дорого.
Обычно при изготовлении инструментов из спеченного карбида и металлокерамического материала используют пайку для присоединения режущего элемента из спеченного карбида или металлокерамического материала к стальному хвостовику или другому элементу из спеченного карбида или металлокерамического материала, имеющему другую геометрию и/или состав. Однако для металлокерамической части, содержащей твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля, использование методов пайки, которые обычно применяются для спеченных карбидов, содержащих карбид вольфрама, проблематично, поскольку краевой угол смачивания расплавленным припоем будет больше 90°, т.е. металлокерамическая часть имеет низкую паяемость и поэтому невозможно получить прочное соединение.
В основу настоящего изобретения положена задача создания технического решения, позволяющего уменьшить или даже устранить упомянутые выше проблемы.
Сущность изобретения
Соответственно, в настоящем изобретении предложена деталь, содержащая:
металлокерамическую часть, содержащую твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля,
припой и
по меньшей мере одну другую часть, к которой следует припаять металлокерамическую часть,
отличающаяся тем, что металлокерамическая часть содержит по меньшей мере 0,5 атомного % (ат. %) молибдена.
Кроме того, также предложен способ припайки
металлокерамической части, содержащей твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля, к по меньшей мере одной другой части, заключающийся в том, что:
a) обеспечивают порошок твердой фазы, содержащий более 50 массовых % (мас. %) карбида ниобия от общего количества порошка твердой фазы, например, более 60 мас. % карбида ниобия, например, более 7 0 мас. % карбида ниобия, например, более 8 0 мас. % карбида ниобия, например, более 90 мас. % карбида ниобия;
b) обеспечивают порошок металлического связующего, содержащий более 50 мас. % никеля от общего количества порошка металлического связующего, например, более 60 мас. % никеля, например, более 7 0 мас. % никеля, например, более 8 0 мас. % никеля, например, более 90 мас. % никеля;
c) смешивают порошок твердой фазы и порошок металлического связующего с органическим связующим с получением порошковой смеси;
d) измельчают полученную порошковую смесь;
e) спрессовывают измельченную порошковую смесь;
f) спекают спрессованную порошковую смесь с получением спеченной металлокерамической части;
g) обеспечивают припой, и
h) припаивают полученную спеченную металлокерамическую часть к по меньшей мере одной другой части с использованием припоя;
отличающийся тем, что на этапе (с)
добавляют порошок карбида молибдена (МоС) или
добавляют порошок молибдена и порошок углерода.
Следовательно, предложен способ, который позволит припаивать металлокерамическую часть, содержащую твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля, по меньшей мере к одной другой части.
Кроме того, настоящее изобретение также относится к применению металлокерамической части, содержащей твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля и молибден, для уменьшения краевого угла смачивания расплавленным припоем при припаивании металлокерамической части по меньшей мере к одной другой части с использованием упомянутого способа припайки металлокерамической части.
Краткое описание чертежей
Фиг. 1 - снабженное ссылочными обозначениями оптическое изображение расплавленного припоя на поверхности металлокерамического материала, иллюстрирующее, как измеряется краевой угол;
Фиг. 2 - оптическое изображение образца А, показывающее краевой угол смачивания припоем;
Фиг. 3 - оптическое изображение образца В, показывающее краевой угол смачивания припоем;
Фиг. 4 - оптическое изображение образца С, показывающее краевой угол смачивания припоем;
Фиг. 5 - оптическое изображение образца D, показывающее краевой угол смачивания припоем;
Фиг. 6 - оптическое изображение образца Е, показывающее краевой угол смачивания припоем;
Фиг. 7 - оптическое изображение образца F, показывающее краевой угол смачивания припоем;
Фиг. 8 - оптическое изображение образца G, показывающее краевой угол смачивания припоем.
Подробное описание изобретения
Согласно одному аспекту настоящего изобретения предложена деталь, содержащая:
металлокерамическую часть, содержащую твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля,
припой и
по меньшей мере одну другую часть, к которой следует припаять металлокерамическую часть;
отличающаяся тем, что металлокерамическая часть содержит по меньшей мере 0,5 атомного % (ат. %) молибдена.
Для расчета атомного процентного содержания
металлокерамической части берут массовые проценты (мас. %) добавленных порошков и затем используют соответствующие молекулярные или атомные веса компонентов порошков, добавленных во время изготовления металлокерамической части, для расчета относительных атомных процентов (ат. %) для каждого элемента. Атомный процент также известен как атомная молекулярная доля. Чтобы вычислить атомные проценты отдельных элементов содержания любых добавок карбида разделяются на соответствующие массовые доли металла и углерода.
Термин мас. % относится к мас. % каждого порошка по сравнению с общим составом порошка. Положительный эффект добавления молибдена (Мо) на паяемость металлокерамической части проявляется только при добавлении по меньшей мере 0,5 ат. % Мо.
Авторы изобретения неожиданно обнаружили, что добавление молибдена значительно повышает паяемость металлокерамической части, как будет продемонстрировано на примерах. Без ограничения какой-либо теорией, авторы полагают, что добавленный молибден образует часть фазы металлического связующего и что его добавление повышает растворимость металлического связующего в расплавленном припое, следовательно, получается лучшее и более прочное паяное соединение.
Металлокерамический материал определяется как материал, содержащий твердую фазу и фазу металлического связующего. В данном контексте термин "твердая фаза на основе карбида ниобия" означает, что твердая фаза содержит более 50 мас. % частиц карбида ниобия от общего количества твердой фазы, например, более 60 мас. % карбида ниобия, например, более 70 мас. % карбида ниобия, например, более 80 мас. % карбида ниобия, например, более 90 мас. % карбида ниобия. Остальная твердая фаза будет состоять из WC, ТаС, TiC, ZrC, Мо2С или HfC или их смеси. Кроме того, в настоящем изобретении термин " фаза металлического связующего на основе никеля" означает, что связующее содержит более 50 мас. % никеля от общего количества фазы металлического связующего, например, более 60 мас. % никеля, например, более 70 мас. % никеля, например, более 80 мас. % никеля, например, более 90 мас. % никеля. Связующее может также содержать Со и Fe. Следует также понимать, что металлическое связующее на основе никеля можно заменить металлическим связующим на основе железа, и что можно добавить небольшие количества других карбидов, таких как WC, TiC, ТаС, HfC или VC, например, до 4 мас. %, чтобы улучшить, например, измельчение зерна, повысить ударную вязкость и/или твердость в горячем состоянии.
Как хорошо известно специалистам в данной области техники, припайка - это процесс, который используется для соединения или сплавления деталей, содержащих твердый металл или металл. Во время данного процесса к присадочному металлу, например, припою, который плавится при температуре ниже точки плавления соединяемых частей, прикладывается тепло.
В одном варианте осуществления изобретения
металлокерамическая часть содержит молибден в количестве по меньшей мере 1,0 ат. %. Как показано в примерах, еще более высокий положительный эффект на паяемость металлокерамической части наблюдается, если добавка молибдена составляет по меньшей мере 1,0 ат. %.
В одном варианте осуществления содержание молибдена в металлокерамической части составляет не более 10,6 ат. %, поскольку свойства детали можно дополнительно оптимизировать, сохраняя добавку молибдена в количестве не более 10,6 ат. %. При добавлении больших количеств молибдена существует риск осаждения карбида молибдена. Присутствие второй твердой фазы в металлокерамическом материале, такой как карбид молибдена, может отрицательно сказаться на износостойкости, прочности на поперечный разрыв или на аспектах, связанных с контролем роста зерна.
В одном варианте осуществления в качестве припоя используется припой на основе серебра. В данном контексте термин "припой на основе серебра" означает, что припой содержит более 50 ат. % серебра от общего количества припоя. Припой может содержать 64 ат. % Ag, 26 ат. % Cu, 2 ат. % Ni, 2 ат. % Mn и 6 ат. % In.
Согласно одному варианту осуществления, по меньшей мере, одна другая часть представляет собой две или более частей. Согласно еще одному варианту, по меньшей мере одна из этих двух частей представляет собой металлокерамический материал. В одном варианте осуществления детали согласно определению в настоящем документе, представленному выше или в дальнейшем, по меньшей мере одна другая часть выбирается из металлокерамического материала, который может иметь такой же состав или состав, отличный от указанного металлокерамического материала. По меньшей мере, одна другая часть может быть выбрана из спеченного карбида или части, содержащей стальной сплав.
Данная деталь может использоваться при изготовлении таких изделий, как сверло, режущая пластина или режущая кромка пилы. Например, в случае сверла рабочая часть сверла является металлокерамической частью детали, которая припаивается к стальному хвостовику (по меньшей мере, одной другой части).
Другой аспект настоящего изобретения относится к способу припайки металлокерамической части, содержащей твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля, к по меньшей мере одной другой части, заключающемуся в том, что:
a) обеспечивают порошок твердой фазы, содержащий более 50 массовых % (мас. %) карбида ниобия от общего количества порошка твердой фазы;
b) обеспечивают порошок металлического связующего, содержащий более 50 мас. % никеля от общего количества порошка металлического связующего;
c) смешивают порошок твердой фазы и порошок металлического связующего с органическим связующим с получением порошковой смеси;
d) измельчают полученную порошковую смесь;
e) спрессовывают измельченную порошковую смесь;
f) спекают прессованную порошковую смесь с получением спеченной металлокерамической части;
g) обеспечивают припой, и
h) припаивают полученную спеченную металлокерамическую часть к по меньшей мере одной другой части с использованием припоя;
отличающемуся тем, что на этапе (с) добавляют порошок карбида молибдена (МоС) или добавляют порошок молибдена и порошок углерода. Порошок твердой фазы и порошок металлического связующего измельчают вместе с органическим связующим, обычно в шаровой мельнице. Органическое связующее добавляется для облегчения прессования, обычно это полиэтиленгликоль (ПЭГ), например, ПЭГ 34. Как правило, при этом порошку придают форму методом прессования, например, в прессе ТОХ. После прессования порошковую смесь спекают, например, в печи Sinter HIP. Однако можно применять и другие способы измельчения, формования и спекания, а также можно использовать другие способы прессования для осуществления способа, раскрытого в данном документе. Как отмечалось выше, молибден добавляют на этапе (с) либо в виде порошка карбида молибдена, либо в виде отдельного порошка молибдена и отдельного порошка углерода в эквивалентных атомных количествах.
Согласно одному варианту осуществления способа, описанного выше или далее, массовый процент (мас. %) карбида молибдена или общий массовый процент добавленных молибдена и углерода меньше, чем массовый процент никеля от всей порошковой смеси. Термин мас. % подразумевает мас. % каждого порошка по сравнению с общим порошковым составом, то есть включает в себя добавленный карбид молибдена или добавленные молибден и углерод. Было обнаружено, что в тех случаях, когда массовый процент карбида молибдена или общий массовый процент добавленных молибдена и углерода был выше количества добавленного никеля, присутствовали осаждения нерастворенного карбида молибдена.
Согласно одному варианту осуществления способа, описанного выше или далее, суммарный массовый процент добавок никеля, карбида молибдена и углерода составляет от 6 до 35 мас. %, например, от 8 до 30 мас. %, от общей порошковой смеси. Свойства металлокерамической части оптимизируются, если общий массовый процент никеля и карбида молибдена составляет, по меньшей мере, 6 мас. %, например, по меньшей мере 8 мас. %, с получением полностью плотного металлокерамического материала. Свойства металлокерамического материала также оптимизируются, если суммарный массовый процент никеля, карбида молибдена и углерода не превышает 35 мас. %, например, не более 30 мас. %, поскольку при более высоком содержании металлического связующего в металлокерамической части уменьшится сплошность материала и это отрицательно повлияет на свойства материала, например, снизится твердость и ударная вязкость.
Согласно одному варианту осуществления способа, описанного выше или далее, в качестве припоя используют припой на основе серебра.
Согласно одному варианту осуществления способа, описанного выше или далее, по меньшей мере одну другую часть выбирают из металлокерамического материала, спеченного карбида или части, содержащей сталь.
В процессе спекания карбид молибдена растворится в металлическом связующем и будет присутствовать в виде молибдена, а не карбида молибдена. Если добавить отдельно порошки молибдена и углерода, то оба порошка будут растворяться в связующем. По-видимому, в спеченном образце образуются металлическое связующее из сплава никеля и молибдена и всего одна твердая фаза, представляющая собой NbC с различными стехиометриями углерода.
Настоящее изобретение также относится к применению металлокерамической части, которая содержит твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля и молибден для уменьшения краевого угла смачивания расплавленным припоем при припаивании металлокерамической части к по меньшей мере одной другой части с использованием припоя. Понятно, что расплавленный припой представляет собой припой в его жидкой форме. Его получают путем нагрева припоя до температуры несколько выше его температуры плавления. Нагревание можно осуществлять в подходящей защитной атмосфере. Расплавленный припой будет растекаться по соединяемым частям (этот эффект также известен как смачивание), после чего расплавленный припой и части охлаждают для их соединения.
Краевой угол Θ - это угол в том месте, где расплавленный припой контактирует с поверхностью, на которой он находится. Как показано на фиг. 1, для измерения этого угла получают оптическое изображение расплавленного припоя на поверхности после охлаждения (2). Проводят первую линию (4) вдоль поверхности на металлокерамическом материале (б) и вторую линию (8) от точки контакта расплавленного припоя (12) с поверхностью (10). Затем измеряют угол между этими двумя линиями, и этот угол является краевым углом (14). Меньший краевой угол означает лучшее смачивание расплавленным припоем и, следовательно, лучшее соединение между соединяемыми деталями. Для улучшения паяемости необходимо иметь возможность уменьшить краевой угол до минимально возможного.
В соответствии с одним вариантом осуществления краевой угол уменьшают до менее 90°, например, менее или равного 45°, например, менее или равного 30°. Хорошее смачивание можно обеспечить, если краевой угол меньше 90°, если же этот угол больше 90°, то смачивания не произойдет и две части не соединятся. В соответствии с одним вариантом осуществления краевой угол уменьшают до менее 45°, например, менее 30°. Чем меньше краевой угол, тем больше площадь сцепления и, следовательно, тем прочнее получаемое паяное соединение.
Согласно одному варианту осуществления в качестве расплавленного припоя используют припой на основе серебра.
Согласно одному варианту осуществления, по меньшей мере одну другую используемую часть выбирают из металлокерамического материала, спеченного карбида или части, содержащей сталь.
Представленные ниже примеры являются лишь иллюстративными, не имеющими ограничительного значения примерами.
ПРИМЕРЫ
Металлокерамические материалы на основе карбида ниобия готовили путем предварительного измельчения карбида ниобия в течение 20 часов. Взвешивали предварительно измельченный порошок карбида ниобия, а также порошок никеля и порошок карбида молибдена. Эти компоненты затем измельчали вместе с 1200 г измельчающей среды (цильпебс) при массовом соотношении засыпка: измельчитель 1:21 в этиловом спирте в течение 8 часов с ПЭГ 34. Затем полученный порошок высушивали, просеивали и прессовали на прессе ТОХ с получением кусков размером приблизительно 5,5×6,5×20 мм, затем эти куски спекали в вакууме при температуре от 1410 до 1450°С в течение 1 часа. Спеченные куски подвергали грубой шлифовке на алмазном диске, а затем полировали более мелкими алмазными суспензиями до окончательной степени полировки с использованием алмазной крошки 1 мкм с коллоидной двуокисью кремния.
Для испытаний паяемости на самой большой грани спеченного образца размещали кусочки фольги Johnson Matthey Metal Argobraze 64 толщиной 165 мкм, которая состоит из 64 ат. % Ag, 26 ат. % Cu, 2 ат. % Ni, 2 ат. % Mn, 6 ат. % In, массой приблизительно 0,02 г. Затем припой покрывали флюсом Johnson Matthey Easy-Flo для предотвращения окисления. Для проверки паяемости образцы помещали в центр медной катушки, изготовленной из 2,5 витков медной трубки диаметром 5 мм с внутренним диаметром 3 6 мм, которую присоединили к индукционному нагревателю Ambrel Ekoheat ES мощностью 15 кВт. Для каждого испытания устанавливали напряжение 100 вольт, при этом время, необходимое для расплавления припоя после включении, составляло приблизительно 30 секунд. После того, как расплавленный припой становился заметен для глаза, питание оставляли включенным еще на 3 секунды, а затем выключали. После полного остывания образцов удаляли флюс с помощью горячей воды, а затем получали оптическое изображение полированного поперечного сечения расплавленного припоя, чтобы можно было измерить краевой угол (Θ).
В таблице 1 приведены данные для составов, полученные при взвешивании на стадии смешивания порошка, атомные содержания и измеренные краевые углы.
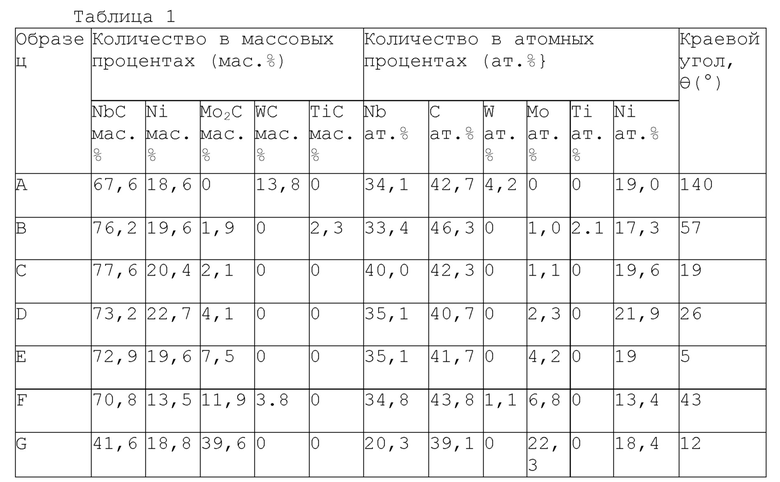
Были получены оптические микроскопические изображения расплавленных припоев и измерены краевые углы, как изображено на фиг. 2-8 для образцов A-G, соответственно. Как видно из приведенной выше таблицы, если к металлокерамическому материалу на основе карбида ниобия не добавлен карбид молибдена, то краевой угол составляет >90° и поэтому смачивание не происходит. Однако при добавлении в состав даже небольшого количества карбида молибдена краевой угол уменьшается значительно ниже 90° и достигается хорошее смачивание. Самый малый краевой угол получили при введении 4,2 ат. % Мо в спеченный образец.
Следует также отметить, что если пайка спеченного карбида на основе WC с кобальтовым или никелевым металлическим связующим осуществляется с использованием припоя на основе серебра, то краевой угол смачивания расплавленным припоем будет меньше или равен 90° даже без каких-либо дополнительных добавок Мо или иного материала к составу. Это означает, что хорошие смачивание и паяемость достигаются без каких-либо дополнительных изменений состава спеченного карбида.
Если количество добавленного карбида молибдена в мас. % превышает количество добавленного никеля, то наблюдаются осаждения карбида молибдена в твердой фазе.
Добавление других карбидов, таких как WC, TiC, VC, Cr3C2 или ZrC, к металлокерамической части с твердой фазой на основе карбида ниобия и металлическим связующим на основе никеля не дало такого же эффекта. Положительный эффект уменьшения краевого угла смачивания расплавленным припоем обеспечивает только Мо2С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Твердый сплав с уменьшенным содержанием карбида вольфрама для изготовления режущего инструмента и способ его получения | 2023 |
|
RU2802601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО КОМПОЗИТНОГО МАТЕРИАЛА, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, ФОРМОВАННАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО АЛЮМИНИЯ | 1992 |
|
RU2114718C1 |
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ЦЕМЕНТИРОВАННЫЙ КАРБИД-МЕТАЛЛИЧЕСКИЙ СПЛАВ | 2009 |
|
RU2499069C2 |
| ЗАКАЛЕННОЕ ВАКУУМНОЕ СТЕКЛО | 2016 |
|
RU2731550C1 |
| ШИХТА ТВЕРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 1993 |
|
RU2062812C1 |
| БУРОВОЕ ДОЛОТО И ДРУГИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЦЕМЕНТИРОВАННЫЙ КАРБИД | 2009 |
|
RU2508178C2 |
| МЕТАЛЛИЧЕСКИЕ ПОРОШКИ | 2007 |
|
RU2468889C2 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2007 |
|
RU2362666C1 |
| МЕТОД ВАКУУМНОЙ КАПСУЛЯЦИИ ЧАШ В ЯЧЕЙКАХ ВЫСОКОГО ДАВЛЕНИЯ ДЛЯ СИНТЕЗА АЛМАЗНЫХ ПОЛИКРИСТАЛЛИЧЕСКИХ ПЛАСТИН (ВАРИАНТЫ) | 2023 |
|
RU2817022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |




Изобретение относится к получению пайкой детали, содержащей металлокерамическую часть, включающую твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля. Металлокерамическая часть паяной детали соединена припоем на основе серебра с другой ее частью, выполненной из металлокерамического материала, или спеченного карбида, или стали. Металлокерамическая часть содержит по меньшей мере 0,5 ат.% молибдена в виде части фазы металлического связующего. Упомянутая металлокерамическая часть обеспечивает при изготовлении пайкой детали краевой угол смачивания расплавленным припоем, меньше или равный 45°. 3 н. и 6 з.п. ф-лы, 1 табл., 8 ил.
1. Паяная деталь, содержащая металлокерамическую часть, включающая твердую фазу на основе карбида ниобия и металлическое связующее на основе никеля, соединенную припоем на основе серебра с другой ее частью, выполненной из металлокерамического материала, или спеченного карбида, или стали, при этом металлокерамическая часть содержит по меньшей мере 0,5 ат. % молибдена в виде части фазы металлического связующего.
2. Деталь по п. 1, в которой содержание молибдена в металлокерамической части составляет по меньшей мере 1,0 ат. %.
3. Деталь по п. 1 или 2, в которой содержание молибдена в металлокерамической части составляет не более 10,6 ат. %.
4. Способ изготовления паяной детали по любому из пп. 1-3, включающий в себя этапы, на которых:
a) обеспечивают порошок твердой фазы, содержащий более 50 мас. % карбида ниобия от общего количества порошка твердой фазы;
b) обеспечивают порошок металлического связующего, содержащий более 50 мас. % никеля от общего количества порошка металлического связующего;
c) добавляют порошок карбида молибдена или порошок молибдена и порошок углерода в порошок твердой фазы и порошок металлического связующего из условия содержания в металлокерамической детали по меньшей мере 0,5 ат. % молибдена с обеспечением образования части фазы металлического связующего при последующем спекании, после чего смешивают с органическим связующим с получением порошковой смеси;
d) измельчают полученную порошковую смесь;
e) спрессовывают измельченную порошковую смесь;
f) спекают спрессованную порошковую смесь с получением спеченной металлокерамической части;
g) обеспечивают припой на основе серебра, и
h) припаивают полученную спеченную металлокерамическую часть к по меньшей мере одной другой части детали, выполненной из металлокерамического материала, или спеченного карбида, или стали.
5. Способ по п. 4, в котором массовый процент карбида молибдена или суммарный массовый процент добавленных молибдена и углерода меньше, чем массовый процент никеля во всей порошковой смеси.
6. Способ по п. 4 или 5, в котором суммарный массовый процент никеля и карбида молибдена или молибдена и углерода составляет от 6 до 35 мас. % всей порошковой смеси.
7. Применение металлокерамической части, содержащей твердую фазу на основе карбида ниобия, молибден и металлическое связующее на основе никеля, при изготовлении паяной детали по любому из пп. 1-3 способом по любому из пп. 4-6 для обеспечения уменьшения краевого угла смачивания расплавленным припоем.
8. Применение по п. 7, в котором краевой угол смачивания расплавленным припоем составляет менее 90°.
9. Применение по п. 7 или 8, в котором краевой угол смачивания расплавленным припоем составляет меньше или равен 45°.
| RU 2008113189 А, 20.10.2009 | |||
| JPН 0598383 А, 20.04.1993 | |||
| СОЕДИНЕНИЯ, АКТИВНЫЕ В ОТНОШЕНИИ PPAR (РЕЦЕПТОРОВ АКТИВАТОРОВ ПРОЛИФЕРАЦИИ ПЕРОКСИСОМ) | 2006 |
|
RU2419618C2 |
| СОСТОЯЩИЙ ИЗ ДВУХ МАТЕРИАЛОВ УДЛИНЕННЫЙ ЭЛЕМЕНТ-ВСТАВКА ДЛЯ ИЗМЕЛЬЧАЮЩЕГО ВАЛКА | 2009 |
|
RU2536903C2 |

