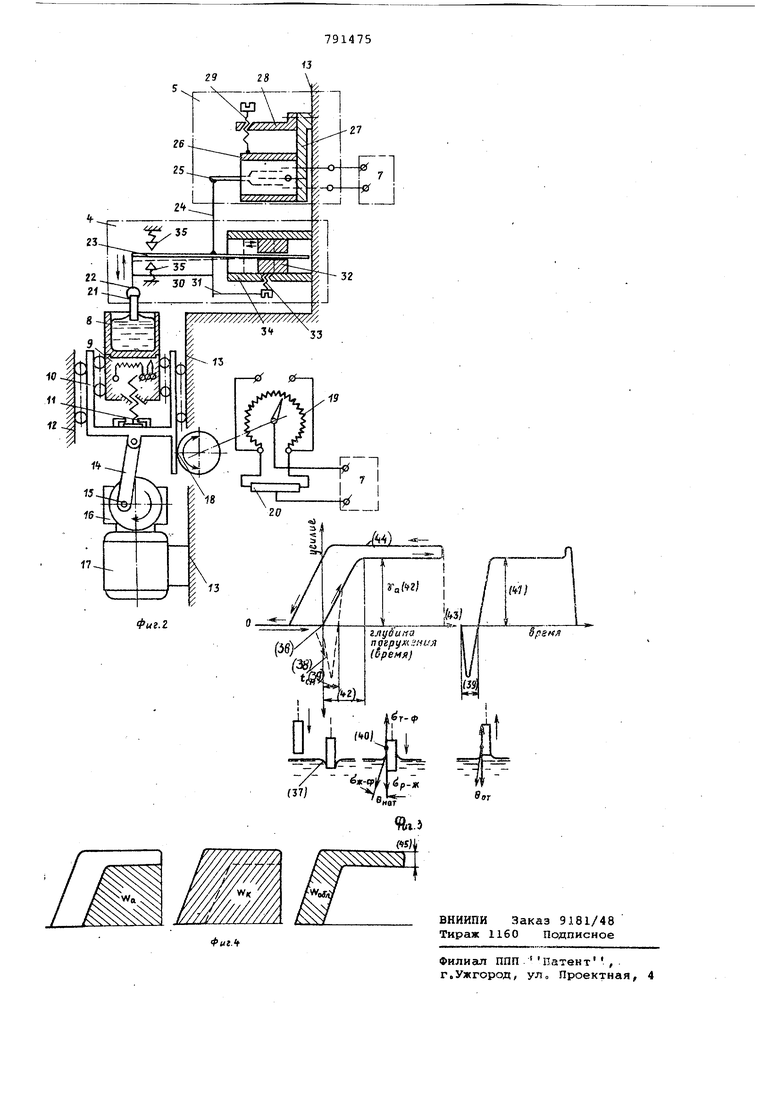
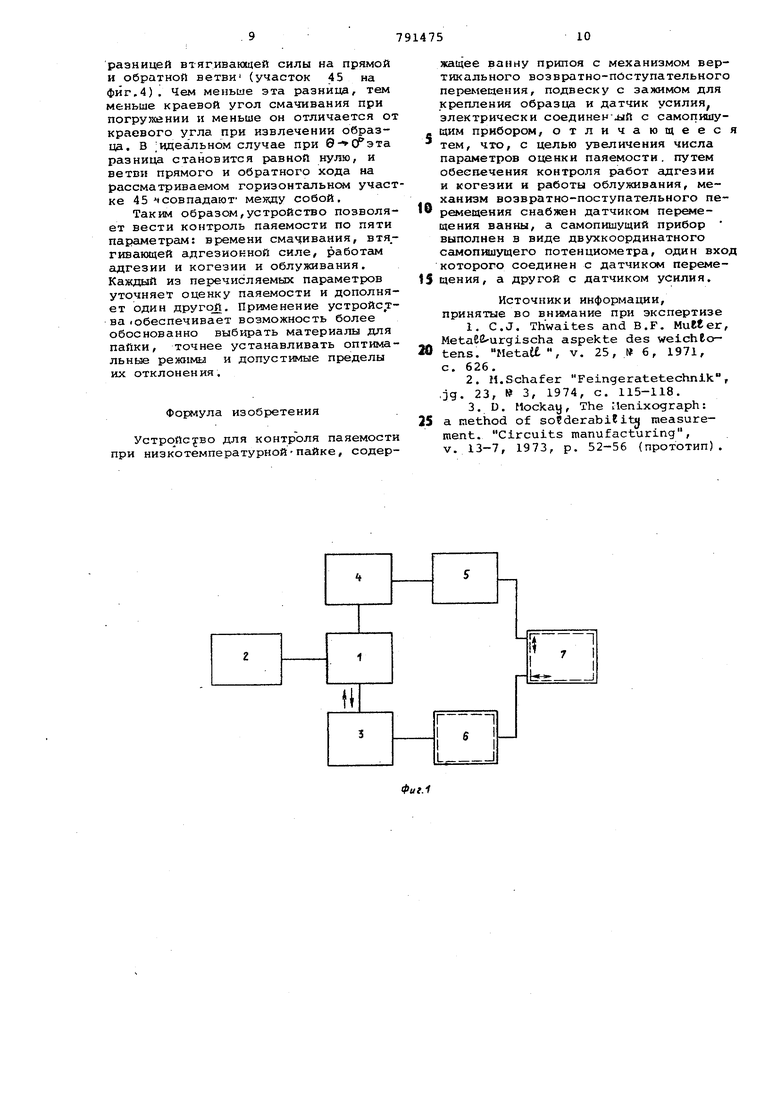
Изобретение относится к области пайки выводов электронных приборов на печатные монтажные платы. Оно Может быть использовано также при пайке других типов изделий в приборе и машиностроении. Известно устройство, для контроля паяемости при низкотемпературной пайке 1. Оно содержит ванну с припоем, ме ханизм погружения образца в припой, зажим с образцом, закрепленным на конце рьлчага, другой конец которого имеет возможность шарнирно поворачиваться вокруг горизонтальной оси. При этсм образец вводится в ванну с припоем по касательной к ее повер хности. Недостатком этого устройства явл ется несовершенство операции контроля паяемости, которая осуществляется визуально путем подсчета относительной площади несмоченных припоем участков и сравнения с эталоном Это не позволяет комтролировать вре мя смачивания и целый ряд других .количественных характеристик паяемости. Кроме того, устройстао малопрюизводительно; на результаты конт роля влияет субъективный фактор, а сагли результаты устройством не документируются (не регистрируются в.виде граф1гческой или цифровой информации) . Все это в итоге приводит к снижению качества пайки, так как затрудняет выСор оптимальньк ее условий. Известно устро( для контроля паяемости 2, содержащее ванну с припоем, механизм погружения образца, ванну с флюсом. Привод обеспечивает поочередное погружение образца во-флюс и припой с .промежуточной сушкой флюса. Погружение образца осутцествляется вертикально. Недостатком данного устройства гак-же является, визуальная оценка паяемости, которая выполняется при десятикратном увелнченк по числу несмочеиг-олх участков. Это затрудняет выбор опт:в альных условий и тем самъал снижается качество п-айки. Кроме того, используются статистические методы обработки результатов измерений процента несмоченной плошади. Это требует накопления соответствующего количества результатов измерений, что снижает производительность и оперативность контроля. Наиболее близким по технической сущности и достигаемому результату является устройство для контроля па емости (Менискограф содержаще ванну припоя с механизмом вертикаль ного возвратно-поступательного пере мещения, подвеску с зажимом для кре ления образца и датчик усилия, элек рически связанный с самопишущим пр рором 3. хМенискограф позволяет регистрировать ка диаграммной ленте самописца и затем измерять важные характеристики. Недостатком устройства является .ограниченный объемполучаемой контрольной информации, так как оно не позволяет контролировать такие важные для оценки паяемости параметры, как работа адгезии, работа когезии и работа, затрачиваемая на облуживание. Не позволяет оно также давать оценку разницы краевых углов смачивания при погружении образца в припой (краевой угол иатекания) и извлечении его из припоя (краевой угол оттекания). Эта разница также характеризует паяемост-ь . Перечислен ные недостатки затрудняют выбор наи более подходящих материалов (флюсов припоев, покрытий) и оптимальных ре жимов пайки, что ведет к снижению качества пайки. Целью изобретения является увеличение числа параметров оценки пая емости путем обеспечения контроля работ адгезии и когезии и работы, затраЧ1гваемой на облуживание. Поставленная цель достигается тем, что механизм возвратно-поступа тельного перемещения снабжен датчиком перемещения ванны, а самопишущий прибор выполнен в виде двухкоорднватного самопишущего потенциометра один вход которого соединен с датчиком перемещения, а другой с датчиком усилия. На фиг.1 показана блок-схема уст ройства; на фиг.2 - конструк тивное выполнение основных механизмов; на фиг.З - типичные диаграммы, получае мые при контроле паяемости на предложенном устройстве (а) и на извес ном типа Менискограф (б); на фиг,4 - примеры определения работ адгезии, когезии и облуживаш-ш. Устройство состоит из ванны припоя с нагревательным столиком 1, те мостатирующего блока 2, механизма 3 вертикального возвратно-поступатель ного перемещения ванны, подвески с зажимом для закрепления образца 4, датчика 5 усилия, датчика 6 перемещения ванны, двухкоординатного сам пишущего потенциометра 7, сменной ванны 8 с припоем (см. фиг.2) установленной на нагревательном столике 9 с возможностью вертикального возвратно-поступательного перемещения по двум направлякхцим: установочным 10, с которьми столик связан ходовой Парюй 11 винт - гайка с отсчетным нониусом, и по направляющим 12 рабочего хода ванны. Направляющие 12 смонтированы на корпусе 13 устройства. Направляющие 10 посредством шарнирной тяги 14 соединены с механизмом возвратно-поступательного перемещения, который включает устройство для преобразования вращательного движения в возвратно-поступательное в виде кривошипно-шатунного механизма 15 (или не показанной на фиг. пары винт - гайка с концевыми переключателями направления вращения винта), редуктора 16 с электродвигателем 17 постоянного тока, укрепленного на корпусе 13 устройства. Датчик б перемещения ванны устроен следующим образом. Подвижные направляющие 10 посредством реечной зубчатой или фрикционной Передачи 18 -кинематически связаны с осью движка переменного резистора 19. Этот резистор включен в мостовую схему с аналогичным резистором 20. Мостовая схема питается от низковольтного стабилизированного источника постоянного тока, а полезный сигнал с диагонали моста поступает на один из входов двухкоординатного самопишущего потенциометра 7 типа ПДС-02и Образец 21 подвешивается над iванной 8с помощью зажима 22 на свободном конце вспомогательной измерительной балки 23, являющейся частью датчика 5 усилия (см. фиг.1). В средней.части балки 23 неподвижно закреплен один конец тонкой стальной нити 24, другой конец которой укреплен на конце измерительной щтангк механотронного преобразователя (механотрона) 25. CciM-механотрон представляет собой электронную лампу типа бМХЗС с механически управляеМЫГ4И анодами. Он смонтирован в корпусе 26, укрепленном на консольной пластине 27, которая другим своим концом крепится к корпусу 13 устройства. Над корпусом 26 механотрюна 25 также к основанию корпуса 13 крепится планка 28 с нажимным регулировоч-. ным винтом 29, взаимодействующим с корпусом 26 механотрона. Точка крепления нити 24 к вспомогательной измерительной балке 23 делит последнюю на два плеча - 30 и 31. Плечо 30 жесткое, плечо 31 представляет собой плоскую пружину с жесткостью меньшей, чем жесткость механотрона 25 (под жесткостью понимается величина силы на единицу прогиба в данной точке, в частности в месте крепления нити). Пружинное плечо 31 зах имается консолью в разрезном вкладыше 32 с помощью винта 33. Можкс изменять положение вкладьаиа при регулировке длины плеча 31 путем его перемещения влево или вправо во втулке 34, которая
крепится к корпусу 13 устройства. Плечо 30 измерительной балки снабжено регулируемыми упорами 35, ограничивающими перемещение конца балки 12 сверх допустимых пределов при воз зействии случайных усилий.
Устройство работает следующим образом.
Ванну 8 с испытываемым припоем устанавливают на нагреваемый столик 9. После расплавления припоя и выхот да на заданный температурный режим, который устанавливается и поддерживается блоком 2, включают электродвигатель 17 привода перемещения ванны и переводят ее в крайнее нижнее положение. В качестве образца 21 используют проволочные или ле нTO4tiue (плоские) выводы транзисторов диодов, микросхем и других электронных приборов, подлежащих испытанию паяемости..Можно использовать и одиночные выводы указанных, приборов в виде отрезков проволоки, пластин,. (фольги и т.д. Образец 21 укрепляют в зажим 22 таким образом, чтобы облуживаемые выводы располагались над ванной вертикально, а их концы не касались ;зеркала припоя. Для исключения такого касания ванну опускают вручную винтовой парой 11 по установочным направляющим 10. После установки и закрепления образца ванну вновь поднимают с помощью винтовой пары 11 почти до касания торцом образца зеркала припоя и отмечают на нониусе винтовой пары 11 это положение как крайнюю верхнюю точку подъема ванны. Затем включают- электродвигатель 17 и переводят ванну в крайнее нижнее положение. Затем с прмо цью винтовой пары 11 с нониусом производят подъем ванны по направляю дим 10 на величину, соответствук 1ую заданной глубине погружения образца в припой. Если теперь вновь включить электродвигатель 17 привода рабочеРо хода ванны, то в своей крайней верхней точке ванна окажется выше, чем в исходном положении на величину, установленную на кониусе,Очевидно,на ту же глубину образец будет погружен в припой. Глубина погружения выбирается в пределах 0,5-1,5 мм. Перед погружением в припой образец флюсуют
В процессе испытания паяемости образца ванна поднимается из нижнего положения в верхнюю точку и затем внокь опускается с помощью привода перемещения от электродвигателя 17. При этом образец в конце хода-вверх постепенно вводится в припой своим торцом на аданную глубину, а затем при опускании ванны извлекается из нее. Данное рабочее перемещение ванны передается с помощью реечной фрикционной передачи.18 на ось движка проволочного линейного резистора 19 мостовой схемы датчика б. Получае1С1ЫЙ электрический к игнал на выходе
мостовой схемы датчика прямопропорционален высоте располо хения ванны или глубине (h) погружения образца. Зтот сигнал поступает на вход гори.зсэнтальной развертки лвухкоординатного самопишущего потенциометра, в результате за одно возвратно-поступательное перемещение ванны перо самопишущего прибора совершает по горизонтали также возвратно- поступательное перемещение. Если скорость
0 подъема и амплитуда перемещения ванны постоянны, то, очевидно, и перо перемещается с постоянной скоростью по экрану, и на горизонтальную шкалу развертки помимо глубины h погружеsния можно нанести линейную шкалу времени перемещения ванны.
Вес образца с зажимом в исходном состоянии, когда торец образца не касается зеркала припоя, уравновеимвается прогибом пружинного плеча
0 31 измерительной балки 23. Этот прогиб передается с помощью стальной нити 24 на измерительную штангу механотрона 25. Отклонение штанги механотрона от горизонтального по5ложения преобразуется в прямо пропорциональный величине этого отклонения электрический сигнал в датчике 5 (см. фиг.1), который далее поступает на вход вертикальной.раз0вертки двухкоординатного самопишущего потенциометра 7.В качестве датчика 5 используют выпускаемый промышленностью блок питания диодных механотронов. Далее устанавли5вают нулевое положение механотронного датчика. С этой целью вращают винт 29, упиранядийся в корпус механотрона 26. При этом путем прогиба пластины 27 вызывают отклонение корпуса механотрона 25 и его измерите0льной штанги от горизонтального положения. Тем самым регулируют натяженке нити 24 :j выводят штангу механотрона в нулевое положение (среднее положение). Эиектрический сигнал при
5 этом на выходе датчика 5 отсутствует.
Таким образом, при перемещении ванны вверх до тех пор, пока обра50 з.ец не коснется припоя, перо самописца чертит горизонтальную линию. Начиная с момента касания торцом образца зеркала 36 припоя (см. фиг на измерительную балку 23 шачинает действовать результирующее усилие
55 от противоположно направленных выталкивающей силы, пропорциональной весу припоя в объеме, вытесненным образцом, и втягивающей -силы (при наличии смачивания). Смачивание мо40 жет наступить с некоторым запаздыванием, поэтому вначале иногда проявляется лищь выталкивающая сила. При этом образуется отрицательный мениск 37, а самописец фиксирует
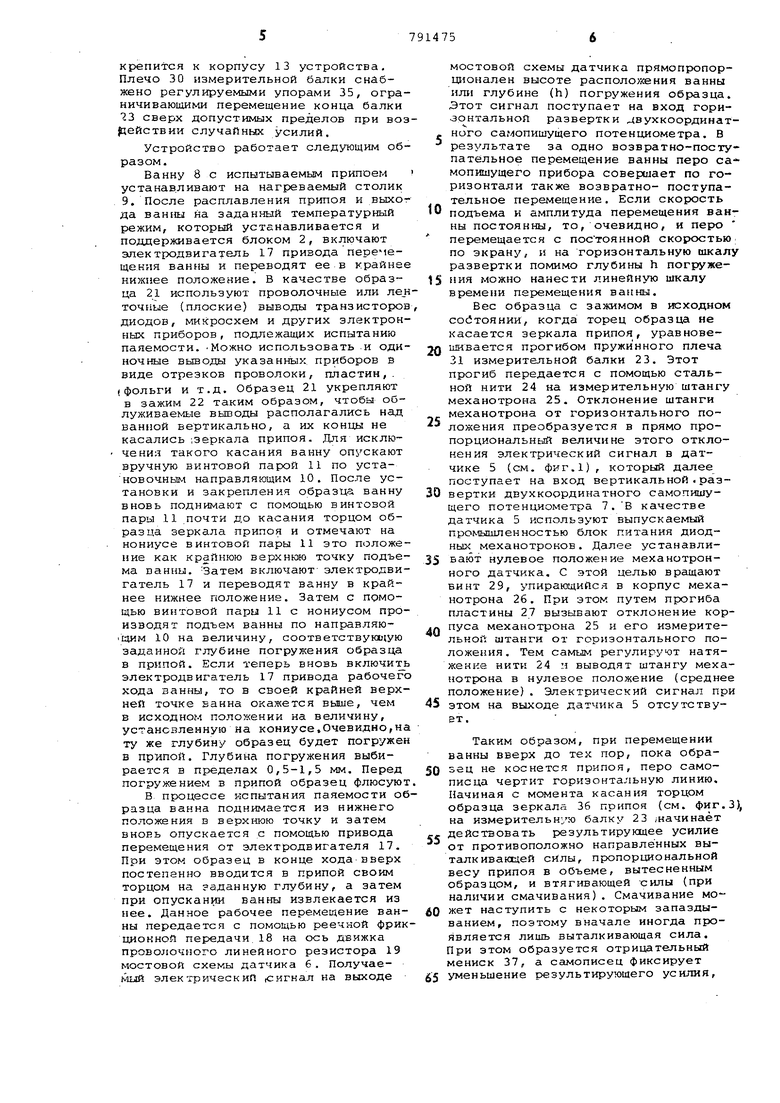
jj5 уменьшение результирующего усилия. действующего на образец 38. При наличии последующего смачивания измеряют время восстановления результирующего усилия до нулевого уровня 39 Это время называется временем смачивания и является одним из параметров оценки паяемости. Чем меньше это вре мя, тем интенсивнее происходит смачивание образца, и тем Jjy4me паяемость. При наличии смачивания силы поверхностного натяжения приложены в точке 40 на границе контакта трех фаз. В соответствии с известным пра вилом условие равновесия можно выразить соотношением. , Величине а%-ф Ч-жЬж-ф °ь®носит название адгезионного натяжения. Произведение а на периметр сма чивания определяет величину втягивающей силы. Адгезио 1ное натяжение вызывает подъем припоя вблизи погруженной части образца - положительный мениск. По существу вес припоя в объеме мениска уравновешивает адгезионную силу. Как следуетИЗ приведенного выше равенства, величина q тем больше, чем меньше краевой угол смачивания 9 . Величина и знак результирующей силы, действунадёй на бал ку 23, зависят не только от краевого угла смачивания, но и от отношения объема погруженной части образц к периметру смачиваняя. При малых величинах указанного отношения, что характерно для тонких проволок, фольги, а также при достаточно интенсивиом смачивании (например, позоло ченных выводов), наблюдается стадия снижения результирующей силы. Из-за малости выталкивающей силы ею пренебрегают, а результиругацую силу пр равнивают к втягивающей адгезионной силе. Максимальная величина втягива щей силы 41, поделенная на периметр смачивания, служит второй количест}зек Юй характеристикой оценки паяемости, чем она больше, тем лучше паяемость. При погружении образца краевой угол смачивания уменьшается на начальной стадии 42 до величины краевого угла натекания . и затем ос тается постоянным до конца погружения. Величина втягивающей силы соответственнр на начальнсвл участке растет, а затем остается постоянной (рассматривается наиболее типич ный случай, кривая может иметь и др гой вид). Точка 43 соответствует максимальной глубине погружения. Пл под кривой изменения втягивающ силы от глубины погружения h предст вляет собой работу адгезионной силы при погружении, или работу адгезии припоя в условиях погружения (см фиг.4). Чем больше величина работы адгезии, выделяемой при погружении. тем лучше паяемость. Теоретическая связь работы адгезии с паяемостью известна, однако ни одно из известных устройств для оценки паяемости не позволяет определить эту величину. В устройстве Менискограф изменение результирующей силы, действующей на образец, регистрируется одноканальным самопишущим.прибором в зависимости от времени (см.фиг. ), Этоустройство позволяет определять только два .параметра оценки паяемости: время смачивания и величину втягивающей адгезиЬнной силы. Однако, при близких значениях величины втягивакйдей силы, но при различной интенсивности ее роста или при сложной форме кривой втягивающей силы сравнение-и выбор оптимальных условий пайки лучше проводить по величине работы адгезии. Это повышает точность оценки паяемости. Данные для оценки паяемости на предлох енном устройстве получаются на стадии извлечения .образца из припоя. Во-первых, -С началом извлечения обраг-.пг краевой угол смачивания уменьшается, поскольку краевые углы оттекания всегда меньше краевых углов натека-ния. Это приводит к возрастанию адгезионного натяжения . (©от краевой угол оттекания), и поэтому обратная ветвь регистрируемой кривой 44 лежит выие, чем прямая. Во-вторых, изменяется природа измеряемой адгезионной силы. Поскольку образец облужен, то при его извлечении из припоя затрачивается дополнительное усилие на образование двух новкх поверхностей раздела припоя с округхающей средой (флюсом, газом) . Удельная работа, затрачиваемая на это, составляет 2 () и представляет собой работу когезии (сцепления частиц припоя) в условиях пайки погружением К. Эта работа определяется площадью Н)1 под ветвью обратного хода (см. фиг.4). Работа когезии Щ отражает (при наличии облуживания) величину поверхностного натяжения припоя, в частности, степень влияния на нее флюса. Чем интенсивнее флюс снижает натяжения припоя, тем меньше WK. Эта характеристика также не измеряется известными устройствами. Разность между работами когезии и адгезии WQ представляет собой работу, затраченную на облуживание (см. фиг.4). Работа облуживания W&SA. характеризует паяемость: чем .меньше; эта рз.бота, т.е. больше выделяемая работа адгезии Wa .и меньше затрачиваемая работа коге.зин , тем лучше паяемость. Полученная диаграмма - петля гистерезиса смачивания. Она образуется из-за разницы краевых углов натекания и оттекания. Эту разницу кюжно количествен}1о охарактеризовать соотоетствукщей
разницей втягивающей силы на прямой и обратной ветви (участок 45 на фиг,4). Чем меньше эта разница, тем меньше краевой угол смачивания при погруяагнии и меньше он отличается от краевого угла при извлечении образца. В идеальном случае при разница становится равной нулю, и ветви прямого и обратного хода на рассматриваемом горизонтальном участке 45 1совпадают между собой.
Таким образом,устройство позволяет вести контроль паяемости по пяти параметрам: времени смачивания, втя гивающей адгезионной силе, работам адгезии и когезии и облуживания. Каждый из перечисляемых параметров уточняет оценку паяемости и дополняет один другол. Применение устройства .обеспечивает возможность более обоснованно выбирать материалы для пайки, точнее устанавливать оптимальные режимы и допустимые пределы их отклонения.
Формула изобретения
Устройство для контроля паяемости при низкотемпературнойпайке, содержащее ванну припоя с механизмом вертикального возвратно-поступательного перемещения, подвеску с зажимом для крепления образца и датчик усилия, электрически соединен- й с самопишущим прибором, отличающееся тем, что, с целью увеличения числа параметров оценки паяемости. путем обесг1ечения контроля работ адгезии и когезии и работы облуживания, механизм возвратно-поступательного пе0ремещения снабжен датчиком перемещения ванны, а самопишущий прибор выполнен в виде двухкоординатного самопишущего потенциометра, один вход которого соединен с датчиком перемещения, а другой с датчиком усилия.
Источники информации, принятые во внимание при экспертизе
1.C.J. Thwaites and B.F. Mutter, MetaCu-urgischa aspekte des weichto-
0 tens. Metalt, v. 25, № 6, 1971, c. 626 .
2.M.Schafer Feingeratetechnik, ,jg. 23, В 3, 1974, с. 115-118.
3.D. Hockay, The Menixograph: 5 a method of so derabi itij measurement. Circuits manufacturing,
V. 13-7, 1973, p. 52-56 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения смачиваемости материалов припоями | 1983 |
|
SU1201076A1 |
| Припой для бесфлюсового облуживания и пайки печатных плат | 1988 |
|
SU1698024A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СМАЧИВАНИЯ МАТЕРИАЛОВ ПРИПОЯМИ | 2000 |
|
RU2207541C2 |
| СПОСОБ ЛУЖЕНИЯ ВЫВОДОВ РАДИОЭЛЕМЕНТОВ | 2009 |
|
RU2386521C1 |
| Устройство для контроля паяемости | 1984 |
|
SU1235677A2 |
| Способ контроля процесса пайки и лужения | 1985 |
|
SU1585102A1 |
| Способ определения температуры адгезионного контакта припоя с паяемым материалом | 1988 |
|
SU1648655A1 |
| Способ пайки труднопаяемых материалов | 1975 |
|
SU579109A1 |
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К КОРПУСУ | 1999 |
|
RU2167469C2 |
| Способ лужения | 1985 |
|
SU1286364A1 |