В настоящее время в двухшпиндельных автоматах, обрабатывающих втулки, ролики и т. п. детали, поток заготовок обычно подводится к рабочим лозициям (шпинделям) из двух загрузочных устройств (бункеров) . Такое дублирование механизмов загрузки и отсекателей потока заготовок связано с увеличением веса и сложностью загрузочных устройств автоматов.
Отличительная особенность описываемого ниже способа загрузки деталей заключается в том, что длину транспортного канала между осями рабочих позиций автомата выбирают кратной нечетному числу диаметров подаваемых деталей. Подачу последних производят одновременно по две штуки за каждый рабочий цикл. Этим достигается возможность загрузки двух рабочих позиций от одного транспортного канала, что обеспечивает упрощение конструкции загрузочных устройств автоматов и повышение их производительности.
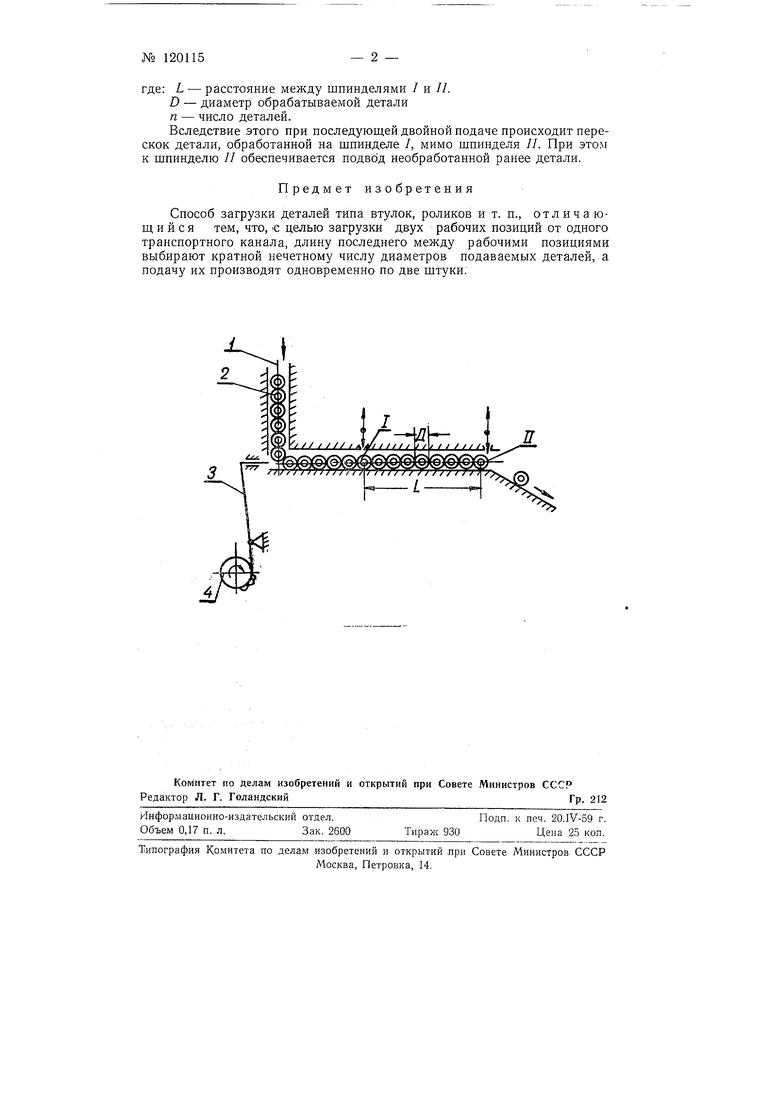
На чертеже изображена схема, иллюстрирующая применение предложенного способа.
Одновременная загрузка деталей предложенным способом осуществляется следующим образом. Из бункера (или иного подобного загрузочного механизма) / поток деталей 2 перемещается в горизонтальной плоскости. За каждый рабочий цикл одновременно подается по две детали. Подача деталей производится за счет двухкратного перемещения рычага 5, происходящего под воздействием двухзубого кулачка 4, насаженного на соответствующий распределительный вал. В соответствии с рабочим циклом после перемещения деталей происходит их зажим и последующая обработка. Расстояние между осями рабочих позиций, например осями щпинделей / и //, выбрано кратным нечетному числу диаметров обрабатываемых деталей, т. е. удовлетворяет соотношению:
I (2п + 1)D
где: L - расстояние между шпинделями 7 и //.
D - диаметр обрабатываемой детали
п - число деталей.
Вследствие этого при последующей двойной подаче происходит перескок детали, обработанной на шпинделе /, мимо шпинделя //. При этом к шпинделю // обеспечивается подвбд необработанной ранее детали.
Предмет изобретения
Способ загрузки деталей типа втулок, роликов и т. п., отлича юш, и и с я тем, что, С целью загрузки двух рабочих позиций от одного транспортного канала, длину последнего между рабочими позициями выбирают кратной нечетному числу диаметров подаваемых деталей, а подачу их производят одновременно по две штуки.