Изобретение относится к конструкции узлов резания лесопильных рам и может быть использовано в лесопильной промышленности.
Цель изобретения - повышение срока службы ползуна.
На фиг. I изображен ползун, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Ползун пильной рамки лесопильной рамы содержит многослойный корпус с основанием 1 из стеклопластика, жестко связанным с расположенными rio обе стороны от него или с одной стороны контактирующими поверхностями 2. Между основанием 1 и контактирующими поверхнос10
Части ползуна соединены между собой стяжными болтами 4.
Ползуны двухэтажных лесопильных рам содержат контактирующие поверхности с обе их сторон основания 1, а ползуны одноэтажных рам - по одну сторону от основания.
Ползун изготавливают следующим образом.
Сначала все три соединяемых материала (углеволокнит 25%, фрикционный пресс-материал 60% и стеклопластик 15%) подвергают предварительной сушке при 70-
тями 2 находится фрикционный пресс- 80°С продолжительностью 1-3 ч до содерматериал 3 с минеральным волокнистым на полнителем на термореактивном связующем. Поверхности 2 выполнены из самосмазывающегося антифрикционного материала - углеволокнита с неориентированными углеродными волокнами, обладающего свойством взаимной диффузии с пресс-материалом 3.
Углеволокнит содержит следующие компоненты, мас.%:
Неориентированные угле-40-60
родные волокна
Термореактивное30-50
связующее
Тальк молотый2-12
Уротропин 0,5-5
жания летучих веществ 2,5-3,5%. Затем производят совместное и одновременное формование в покрытой селиконовой смазкой пресс-форме при температуре до 160- 170°С, удельном давлении 400-500 кгс/см 20 и выдержке из расчета 1 мин на 1 мм толщины по наименьщему размеру ползуна. При формовании ползуна необходимо обеспечить толщину контактирующих поверхностей в пределах 12-15 мм.
25
Для свободного извлечения ползуна из пресс-формы в состав контактирующих поверхностей добавляется до 1 % олеиновой кис лоты.
0
Части ползуна соединены между собой стяжными болтами 4.
Ползуны двухэтажных лесопильных рам содержат контактирующие поверхности с обеих сторон основания 1, а ползуны одноэтажных рам - по одну сторону от основания.
Ползун изготавливают следующим образом.
Сначала все три соединяемых материала (углеволокнит 25%, фрикционный пресс-материал 60% и стеклопластик 15%) подвергают предварительной сушке при 70-
80°С продолжительностью 1-3 ч до содер80°С продолжительностью 1-3 ч до содержания летучих веществ 2,5-3,5%. Затем производят совместное и одновременное формование в покрытой селиконовой смазкой пресс-форме при температуре до 160- 170°С, удельном давлении 400-500 кгс/см и выдержке из расчета 1 мин на 1 мм толщины по наименьщему размеру ползуна. При формовании ползуна необходимо обеспечить толщину контактирующих поверхностей в пределах 12-15 мм.
Для свободного извлечения ползуна из пресс-формы в состав контактирующих поверхностей добавляется до 1 % олеиновой кислоты.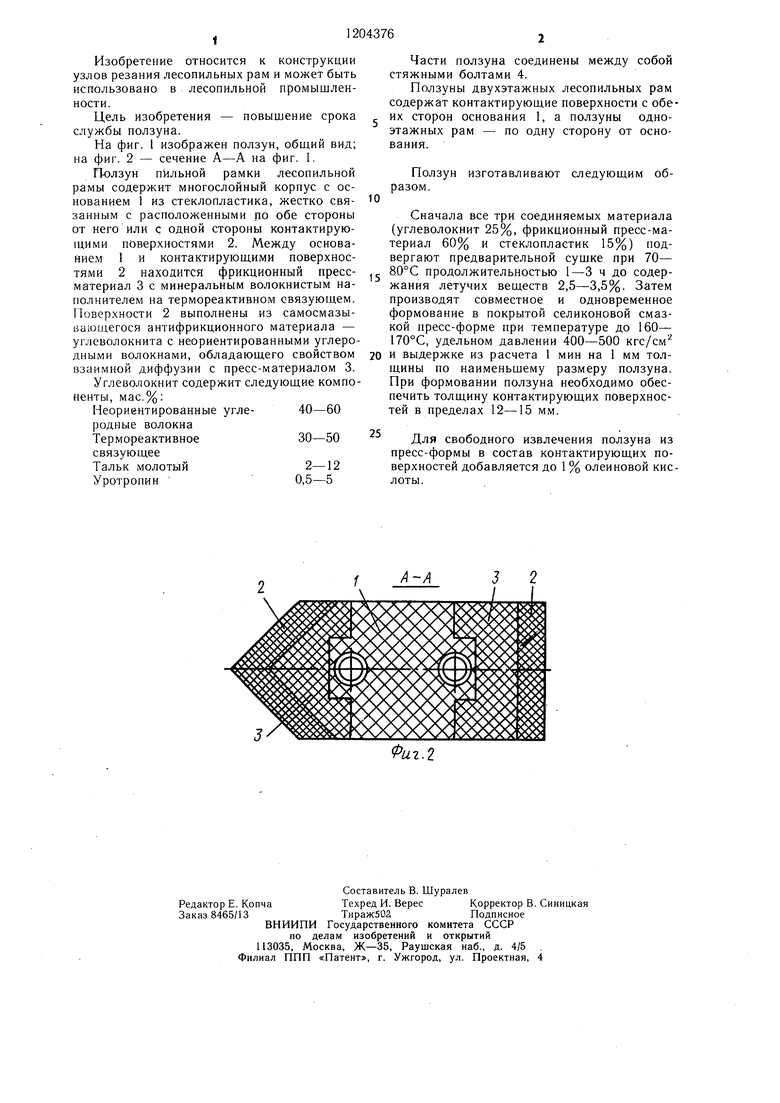
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЗУН ПИЛЬНОЙ РАМКИ ЛЕСОПИЛЬНОЙ РАМЫ | 1972 |
|
SU344985A1 |
| Способ изготовления многослойных ползунов пильной рамки лесопильной рамы | 1989 |
|
SU1691099A1 |
| Ползун пильной рамки | 1980 |
|
SU856792A1 |
| ПОЛУПАРА СКОЛЬЖЕНИЯ | 1997 |
|
RU2143969C1 |
| ЛЕСОПИЛЬНАЯ РАМА | 1993 |
|
RU2042505C1 |
| ПОЛЗУН ПИЛЬНОЙ РЛМЫ | 1970 |
|
SU278080A1 |
| Узел резания лесопильного станка с полосовой нерастянутой пилой | 2023 |
|
RU2808495C1 |
| Способ изготовления монолитных объемных блоков | 1989 |
|
SU1735542A1 |
| Устройство для изготовления бесконечных резинотросовых лент | 1988 |
|
SU1627416A1 |
| Межпильная прокладка лесопильной рамы | 1983 |
|
SU1113246A1 |

Фиг.г
| ПОЛЗУН ПИЛЬНОЙ РЛМЫ | 0 |
|
SU278080A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| ПОЛЗУН ПИЛЬНОЙ РАМКИ ЛЕСОПИЛЬНОЙ РАМЫ | 0 |
|
SU344985A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
