фуг. 2
Изобретение относится к производству резинотехнических изделий и предназначено для изготовления бесконечных резинотросовых лент, в частности гусеничных обводов внедорож- шлх транспортных средств.
Цель изобретения - расширение эксплуатационных возможностей устройства.
На фиг.1 схематично изменяется предлагаемое устройство в рабочем положении пресс-форм; на фиг. 2 - то же, с раскрытыми пресс-формами; на фиг.З - барабаны для удержания армирующего троса в положении навивки последнего, вид сверху; на фиг.4 - вид А на фиг.З.
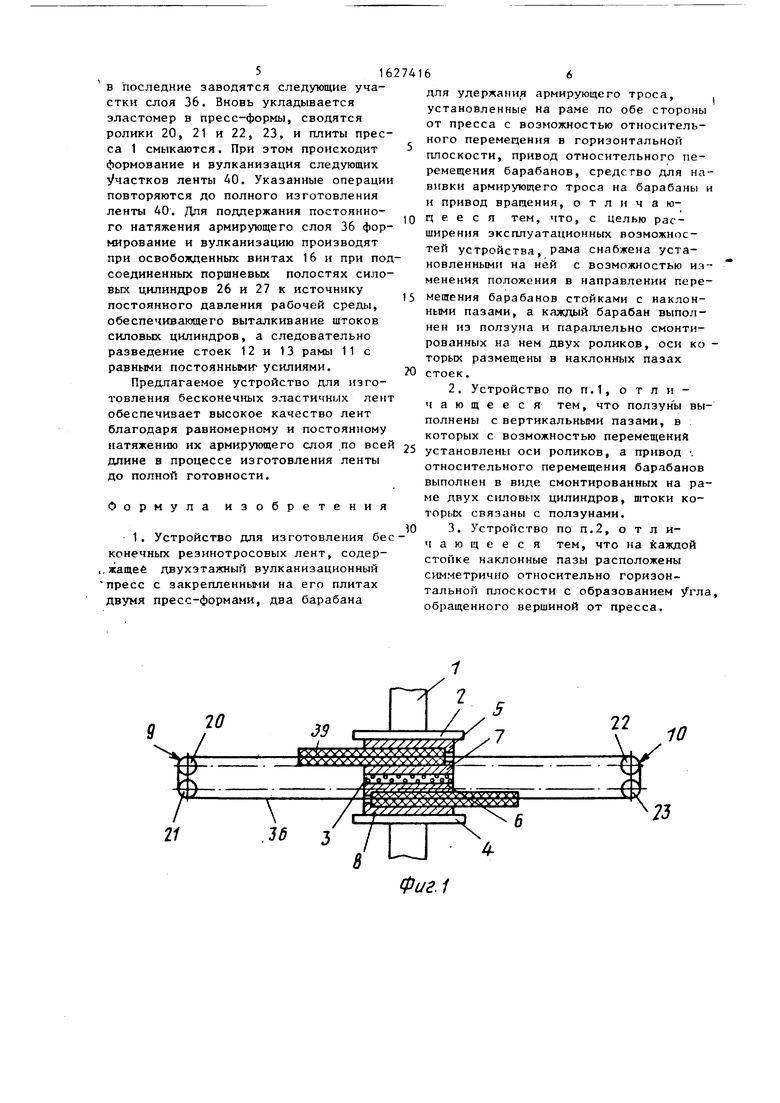
Устройство для изготовления бесконечных резинотросовых лент одержит двухэтажный вулканизационныи пресс 1, закрепленные на его нагревательных плитах 2-4 две пресс-формы, образованные верхними 5, 6 и нижними 7 , 8 полуформами, и барабаны 9 и 10 для удержания армирующего троса, установленные на раме 11 по обе стороны от пресса 1 с возможностью относительного перемещения в горизонтальной плоскости. Рама 11 снабжен ч установленными на ней с возможностью изменения положения в направлении перемещения барабанов стойками 12 и
13с наклонными пазами 14 и 15.
На каждой стойке наклонные пазы расположены симметрично относительно горизонтальной плоскости с образованием угла, обращенного вершиной к прессу. Стойки 12 и 13 снабжены фиксаторами положений в виде винтов 16 с заостренными концами, установленных на раме 11, и отверстий 17 для захода . концов винтов 16, выполненных в стойках 12 и 1 3.
Барабаны 9 и 10 выполнены состоящими из ползунов 18 и 19 и параллельно смонтированных на них соответственно роликов 20, 21 и 22, 23, оси которых размещены в наклонных пазах
14и 15 стоек. Каждый ползун выполнен с вертикальными пазами 24 и 25, в которых с возможностью перемещения установлены оси роликов.
Привод относительного перемещения барабанов 9 и 10 выполнен в виде смонтированных на раме 11 силовых цилиндров 26 и 27. штоки которых связаны с ползунами 18 и 19 соответственно.
0
0
5
0
5
0
5
Один из роликов может быть снабжен приводом вращения в виде электродвигателя 28 с редуктором 29.
Средство для навивки армирующего троса на барабане выполнено в виде горизонтально расположенного бараба- нл 30 с необходимым запасом армирующего троса, горизонтальная ось вращения которого установлена в горизонтальных пазах направляющих 31 посредством ползунов 32j последние посредством канатов 33 связаны с грузами 34, поджимающими барабан к фрикционным колодкам 35. Необходимый момент подтормаживания барабана может создаваться также другими средствами, в частности гидро- или электротормозами.
Устройство работает следующим образом.
Скачала образуют бесконечный армирующий слой 36 путем навивки армирующего троса 37 на барабаны 9 и 10. При этом передний и задний концы концы троса 37 соединяют с первым и последним его витком при помощи зажимов 38. После образования заданного количества витков трос обрезают.
Постоянный момент подтормаживания барабана 30 с тросом 37 обеспечивает равномерное натяжение нитей армирующего (несущего) слоя 36, а следовательно, высокое качество его изготовления. По завершении натяже- ния армирующего слоя 36 средние участки его обеих ветвей вместе с эластомером 39 укладываются между полуформами 5, 7 и 6, 8 пресс-форм. Последние закрываются и осуществляет-- ся формование и вулканизация двух участков изготавливаемой резинотро- совон ленты 40.
По завершении вулканизации плиты 2 и 4 с закрепленными на них полуформами Г5 и 8 пресс-формы разводятся. Затем посредством силовых цилиндров 26 и 27 разводятся ролики 20, 21 и 22, 23 при втягивании штоков в корпуса си- ловьк цилиндров. Благодаря наклонным пазам 14 и 15 под углом 45° длина обвода роликов не изменяется и натяжение армирующего слоя 36 сохраняется. При ратнедении роликов 20, 21 и 22, 23 по вертикали отформованные участки ленты 40 извлекаются из пресс-форм. , После этого готовые участки ленты перемещаются в противоположные- стороны и выводятся за пределы пресс-форм, а
516
в последние заводятся следующие участки слоя 36. Вновь укладывается эластомер в пресс-формы, сводятся ролики 20, 21 и 22, 23, и плиты пресса 1 смыкаются. При этом происходит формование и вулканизация следующих Участков ленты 40. Указанные операции повторяются до полного изготовления ленты 40. Для поддержания постоянного натяжения армирующего слоя 36 формирование и вулканизацию производят при освобожденных винтах 16 и при подсоединенных поршневых полостях силовых цилиндров 26 и 27 к источнику постоянного давления рабочей среды, обеспечивающего выталкивание штоков силовых цилиндров, а следовательно разведение стоек 12 и 13 рамы 11 с равными постоянными- усилиями.
Предлагаемое устройство для изготовления бесконечных эластичных лент обеспечивает высокое качество лент благодаря равномерному и постоянному натяжению их армирующего слоя по всей длине в процессе изготовления ленты до полной готовности.
Формула изобретения
1. Устройство для изготовления бесконечных резинотросовых лент, содер- ,,жащее двухэтажный вулканизационный пресс с закрепленными на его плитах двумя пресс-формами, два барабана
0
4
5
5
0
166
для удержания армирующего троса, установленные на раме по обе стороны от пресса с возможностью относительного перемещения в горизонтальной плоскости, привод относительного перемещения барабанов, средство для навивки армирующего троса на барабаны и и привод вращения, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, рама снабжена установленными на ней с возможностью изменения положения в направлении перемещения барабанов стойками с наклонными пазами, а каждый барабан выполнен из ползуна и параллельно смонтированных на нем двух роликов, оси ко - торых размещены в наклонных пазах стоек.
2.Устройство по п.1, о т л и - чающее ся тем, что ползуны выполнены с вертикальными пазами, в которых с возможностью перемещения установлены оси роликов, а привод -. относительного перемещения барабанов выполнен в виде смонтированных на раме двух силовых цилиндров, штоки которых связаны с ползунами.
3.Устройство по п.2, о т л и- чающееся тем, что на каждой стойке наклонные пазы расположены симметрично относительно горизонтальной плоскости с образованием Угла, обращенного вершиной от пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для натяжения и/или перемещения ленточного изделия при вулканизации в прессе | 1980 |
|
SU969147A3 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Устройство для сборки зубчатых резинотросовых лент | 1990 |
|
SU1810293A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1991 |
|
SU1808735A1 |
| Способ изготовления зубчатых резинотросовых лент и устройство для его осуществления | 1990 |
|
SU1837016A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU376265A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761542A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| ФОРМАТОР-ВУЛ КАН ИЗАТОР ДЛЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1973 |
|
SU393819A1 |

Изобретение относится к производству резинотехнических изделий и предназначено для изготовления бесконечных резинотросовых лент, в частности гусеничных обводов внедорожных транспортных средств. Цель изобретения - расширение эксплуатационных возможностей устройства. Для этого барабаны для удержания армирующегп слоя выполнены состоящими ит ползунов и параллельно на них смонтированы пары роликов 20, 21 и 22,23, or и которых размещены в наклонных патах стоек. Стойки смонтированы на раме с возможностью изменения положения в направлении перемещения барабанов. Ползуны выполнены г вертикальными пазами, в которых с возможностью перемещения установлены оси роликов. Привод относительного перемещения барабанов выполнен в виде смонтированных на раме двух силовых цилиндров, штоки которых связаны с ползунами. При работе устройства осуществляется поэтапное формование и вулканизация пенты 40 между полуЬормами 5, 7, 6, 8 вулканизационного пресса. 2 з.п.ф-лы, 4 ил. ю (Л
Фиг.1
| Патент США If 3659976, кл., 425-42, опублик, 1972 | |||
| ВСЕСОЮЗНАЯ | 0 |
|
SU376265A1 |
| Солесос | 1922 |
|
SU29A1 |
