1
Изобретение относится к порошковой металлургии, в частности к способам получения эластичных постоянных магнитов, обладающих анизотропией магнитных свойств, и может быть использовано в химической промьпп- ленности при изготовлении магнитов, применяемвих в системах герметизации роторах электрических двигателей, магнитных масляных насосах, транспортных лентах и т.д.
Целью изобретения является увеличение, анизотропии магнитных свойств эластичных; постоянных магнитов,
В основе изобретения лежит, во- первых, способность частиц магнито- твердого материала ориентироваться нормально направлению экструдирова- ния под действием постоянного магни ного поля, имеющего аналогичное направление. Во-вторых, такая ориентация совершается более полно и с мен шей затратой энергии под действием сканирующего магнитного поля, которое, при многократном воздействии вызывает колебание частиц, облегчал их ориентацию вдоль силовых линий магнитного поля. В-третьих, воздействие электрического поля напряженностью 1-50 кВ/см на охлаждаемый расплав экструдируемой смеси приводит к поляризации связующего, которая, в частности, сопровождается ориентационной поляризацией диполей и ионной поляризацией смещения сегментов макромолекул. Это облегчает ориентацию частиц магнитотвердого материала и способствует их более жесткой фиксации в полимерном связующем, макромолекулы которого также получили преимущественную ориентацию в электрическом поле. В-четвертых, запаздывание вектора электрического поля относительно вектора магнитного поля при сканированш создает благоприятные условия для фиксации магнитотвердых частиц, так как поворот частиц под действием магнитного поля вызьшает смещение и деформацию макромолекул в слоях связующего вблизи частиц. Из-за протекания в связующем релаксационных процессов создаются механические напряжения, которые стремятся вернуть частицы в исходное положе- ние. Электрическая поляризация смещенных и деформированньпс макромолекул снимает эти напряжения и
20
0/629
способствует более надежной фиксации
частиц в связующем.
Совокупность этих факторов приводит к увеличе1П1Ю анизотроп и магнитс ных свойств эластичных магнитов в направлении нормали к направлению экструдирования, При этом нижняя граница напряженности электрического поля составляет 1 кВ/см, а верхняя )Q 50 кВ/см, так как при напряженности более 50 кВ/см происходит электрический пробой смеси.
Увеличение анизотропии магнитных CBCtfiCTB эластичных магнитов позволяjr ет улучшить технические параметры устройств, а также повысить их стабильность.
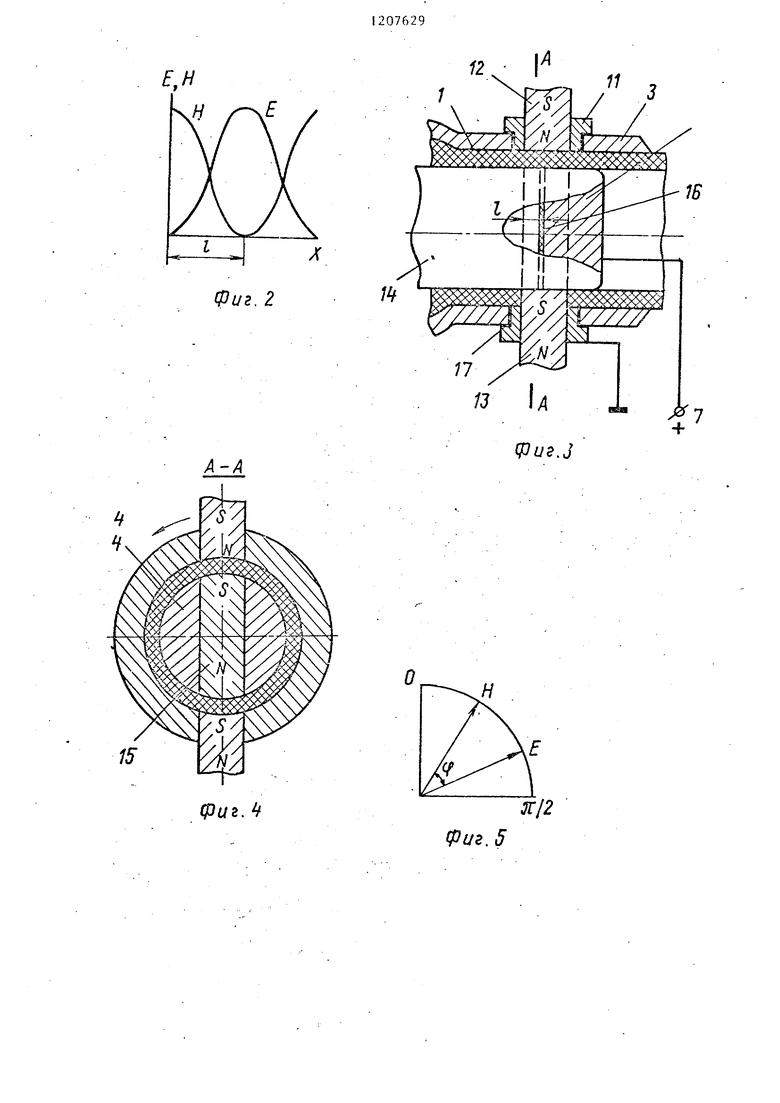
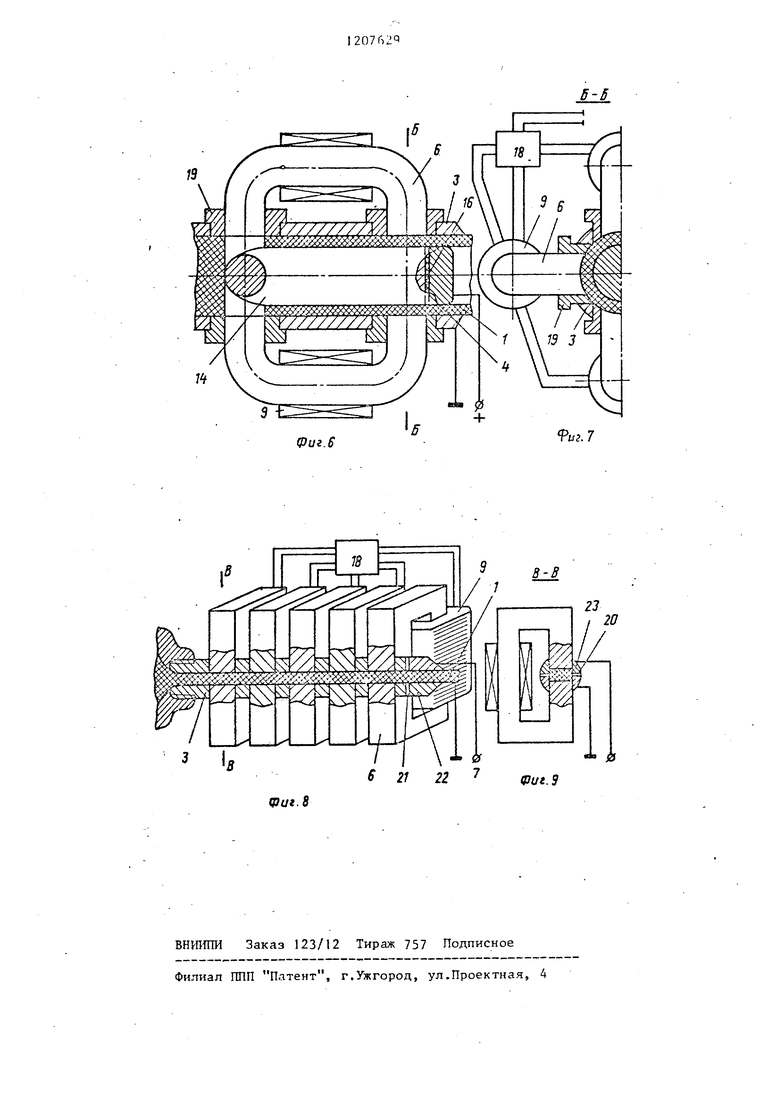
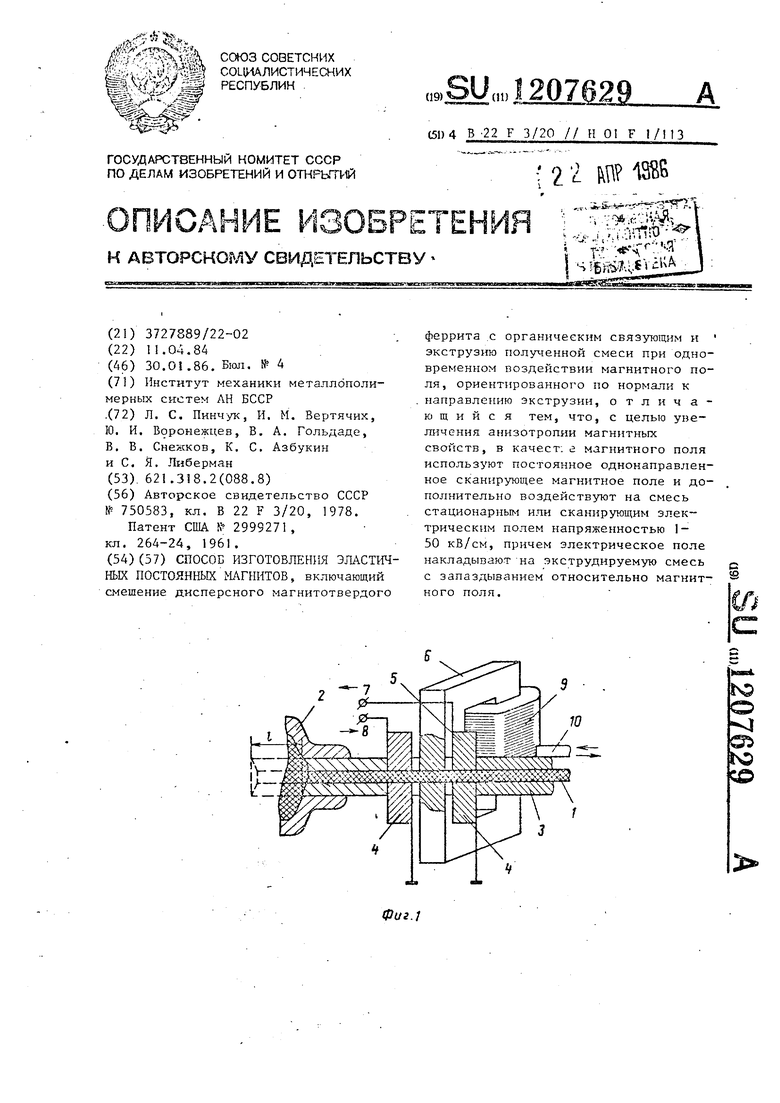
На фиг. 1 изображено устройство для изготовления эластичных магнитов прямоугольного профиля со сканированием магнитного и электрического поля; на фиг. 2 - смешение амплитуды электрического поля относительно магнитного; на фиг. 3 25 схема устройства для изготовления эластичных кольцевых анизотропных магнитов; на фиг. 4 - сечение А-А на фиг, 3; на фиг, 5 - смещение векторов электрического и магнитного полей в процессе экструзии магнитов; на фиг. 6 - устройство для изготовления эластичных магнитов со сканированием магнитного поля немеханическим ь етодом; на фиг. 7 - сечен1 е Б-Б на фиг. 6; на фиг. 8 35 схема устройства для изготовления эластичных магнитов прямоугольного профиля с несколькими контурами намагничивания; на фиг. 9 - сечение Б-В на фиг. 8.
Пример 1. Эластичнй магнит прямоугольного профиля 1 (фиг. 1) выходит из экструдера 2 через мундштук 3, на котором смонтированы электроды 4 и 5, а также магнитопро вод 6, имеющий разрыв для пропускания профиля. Электроды 4 заземлены, электроды 5 соединены через клеммы 7 и 8 с источником постоянного электрического напряжения. Магнитопровод
50 6 охватывает электромагнитная катушка 9. Мундштук снабжен приводом 10, создающим колебательные двкя;ения с амплитудой и .
Устройство работает следующим
55 образом.
В процессе экструдирования включают питание катугаки 9 и привод 10. Колебания мундштука синхронизированы
30
3
с включением клемм 7 и 8 таким образом, что при движении мундштука слева направо клемма 7 включена, а клемма 8 отключена, при движении справа-налево клемма 8 отключена, а клемма 7 включена. Таким образом, магнитотвердые частицы в смеси, из которой формируют профиль, подвергаются воздействию сначала сканирующег магнитного поля напряженностью Н, а затем - электрического (Е), эапаз- дьтающего на полпериода (фиг, 2).
Пример 2. Формируется кольцевой анизотропный магнит, вдоль образующей которого чередуются участки с максимальной намагниченностью и немагнитные. Эластичный магнит кольцевого профиля 1 (фиг. 3 и А) экстру дируется через мундштук 3, на котором смонтировано вращающееся кольцо
11из диамагнитного материала. На кольце закреплены постоянные магниты
12и 13, разноименными полюсами контактирующие с профилем 1. Дорн 14 несет постоянный магнит 15, установленный в плоскости вращения магнитов 12 и 13. На расстоянии I от ближней к экструдеру грани магнита 15 установлен электрод 4 из диамагнитного металла, отделенный диэлектрической прокладкой 16 от дорна 14. Электрод
4 соединен с клеммой 7 источника постоянного напряжения. Кольцо заземлено и снабжено на поверхностях, контактирующих с мундштуком 3, антифрикционными покрытиями I7.
В процессе экструзии приводят во вращение кольцо 11, создавая сканирующее магнитное поле на участках профиля, расположенных между разноименными полюсами магнитов 12,
13и 15. При прохождении профилем 1 .участка между кольцом 11 и электродом 4, на который подано высокое электрическое напряжение с клеммы 7, происходит поляризация полимерного связующего магнитной смеси, В результате частицы магнитотвердого наполнителя ориентируются под действием вращающегося магнитного поля на участках вдоль образующей профиля, расположенных против полюсов магнита 15, причем намагниченные участки чередуются с немагнитными. Длина участков зависит от соотноще- ния скоростей экструзии и вращения кольца 11. Вектор поляризующего электрического поля Е (фиг. 5) отI
07629
стает от вектора магнитного Лоля Н на угол, величина которого обусловлена соотношением скорости экструзии и длины.
5 Пример 3. Эгсструдируемый профиль 1 (фиг. 6 и 7) в виде кольца формируется с помощью заземленного мундштука 3. В последнем установлены магнитопроводы 6, вьшолнен10 ные в виде круглых стержней, выходящих из начального участка дорна 14 и замыкающихся на экструдируемый профиль. На каждой из четырех ветвей магнитопровода смонтирована элек15 тромагнитная катушка 9, соединенная с блоком 3 автоматического травле- ния. Магнитопроводы 6 установлены в мундштук 3 с помощью диамагнитных втулок 19, На выходном конце дорна
20 через диэлектрическую прокладку 16 закреплен электрод 4, соединенньй с клеммой 7 источника электрического напряжения.
В процессе формирования профиля 1
5 при включении катушки 9 в зазоре магнитопроводов 6 и дорна 14 создается магнитное поле, ориентирующее частицы магнитотвердого наполнителя вдоль силовых линий. Изменяя после0 довательность включения катушки с помощью блока 18, можно реализовать различные варианты сканирования. Диамагнитные втулки 19 препятствуют рассеянию поля. При прохождении профиля между заземленным мундштуком 3 и электродом 4, на -который подано электрическое напряжение от клеммы 7, происходит поляризация полимерного связующего, способствующая фиксации ориентирован5
0
ных частиц наполнителя.
Пример 4. Экструдируемый , прямоугольный профиль (фиг, 7) выходит из мундштука 3, корпус которого вьшолнен из диамагнитного материала и заземлен, В му1щштуке закреплены магнитопроводы 6, на каждом из которых смонтирована электромагнитная катушка 9, соединенная с блоком
18 автоматического управления. Выходной конец мундштука выполнен из двух частей, соединенных между собой и с корпусом мундштука посредством диэлектрических вставок 20 и
21. Одна из частей 22 заземлена, а другая 23 (фиг. 9) соединена с клеммой 7 источника электрического напряжения.
Устройство работает следующим образом.
При включении экструдера профиль I проходит по мундштуку 3. Блок 18 включает катушки 9 в определенной последовательности, определяющей режим сканирования магнитного поля. При прохождении смеси в зазоре магнитопровода 6, катушка которого включена, частицы наполнителя ориентируются в направлений поля. Контактирование профиля 1 с частями мундштука 22 и 23, на последнюю из которых подано напряжение от клеммы 7, приводит к поляризации полимерного связующего, закрепляющей ориентироваршое положение частиц наполнителя,
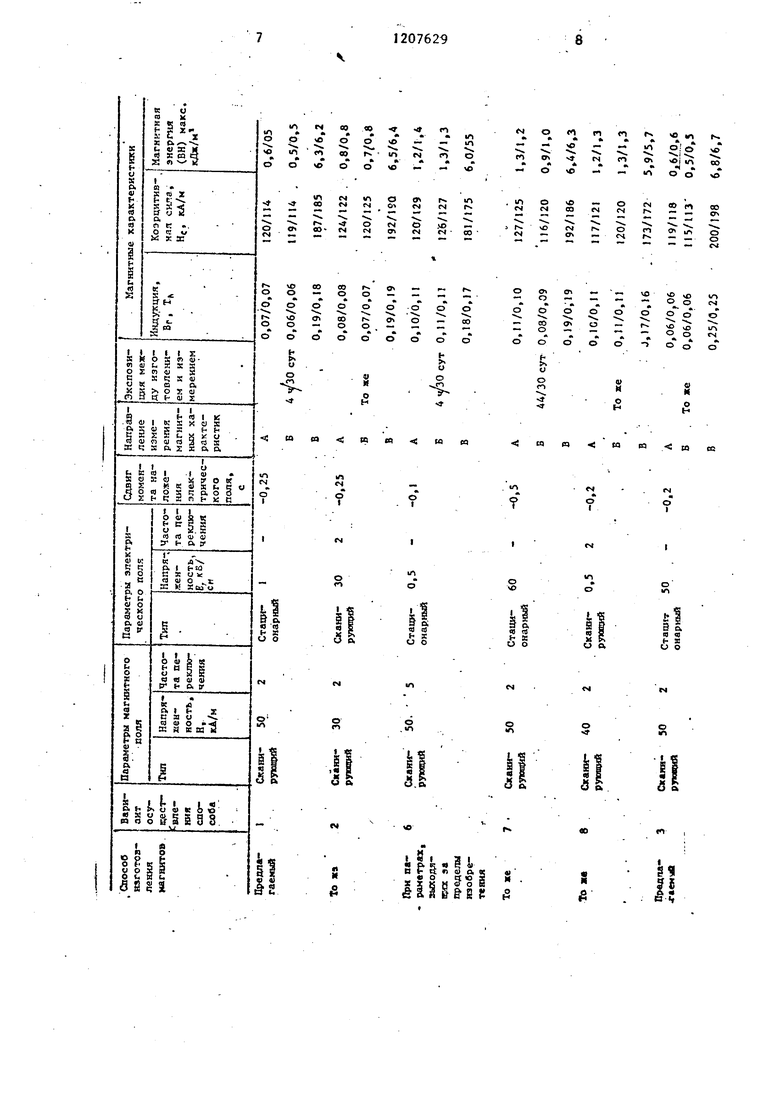
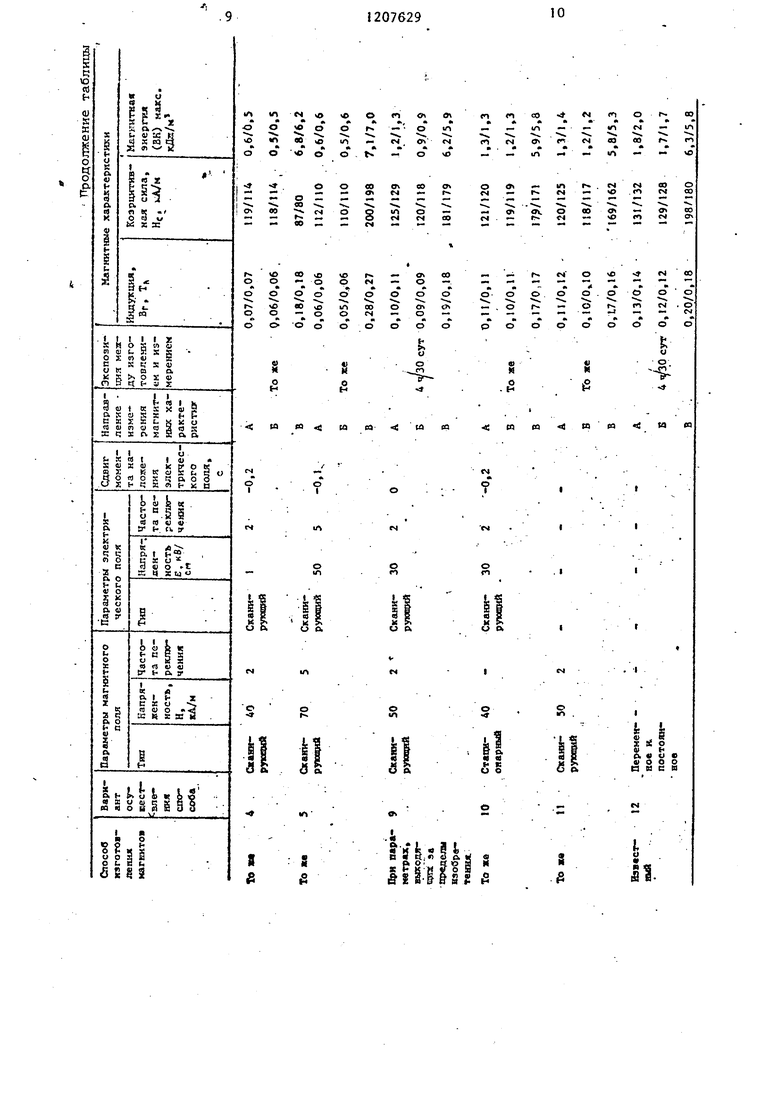
П р и м .е р 5. Изготавливали эластичные магниты прямоуголь- iHoro профиля сечением 10x5 мм. Формирование образцов осущест- :вляли методом экструзии, используя червячный экструдер ЧП20/25 (температура на выходе 105°С) и устройство, описанное в примере 4, с двумя контурами намагничивания. На образцы воздействовали электрическим и магнитнь1м полями, ориентируемыми по нормали к направлению экструзии в различных вариантах.
Характеристики магнитных свойств остаточную индукцию Вр, коэрцитивную силу Не, магнитную И1одукцию (ВН) - измеряли с помощью измерителя магнитной индукции типа ИМИ-3 в трех направлениях:
А - направление экструзии; Б - по нормали к направлению экструзии и вектору магнитного поля; В - направление вектора магнитного поля.
Измерения повторяли после экспозиции образцов в течение 30 сут при ЗО С.
Результаты измерений представлены в таблице.
Для сравнения в таблице приведены характеристики таких же магнитов, полученных известным способом, .а также способом, включающим воздействие сканирующим магнитным и ста5 ционарным или сканирующим электрическим полем при их параметрах и сочетаниях, выходящд1Х за пределы изобретения.
Эластичные магниты по вариантам
0 1,3,6,12 изготовлены из смеси поли- винилбутираля (5 мас.%), диметил- фталата (5 мас.%) и порошка феррита стронция (90 мас.%), по остальным вариантам из смеси поливинилхлорида
5 (5 мас.%), дибутилфталата (5 мас.%) и порошка феррита бария.
Как следует из таблицы, магниты, изготовленные в соответствии с изобретением, характеризуются наиболее
0 высокой анизотропией магнитных
свойств (варианты 1-5), так как магнитные характеристики в направлении приложения вектора магнитного поля (В) имеют наибольшеi отличие от зна5 чения в двух других направлениях (В, Б). Кроме того, эти магниты в ряде случаев отличаются и более вы- . сокой стабильностью магнитных характеристик во времени, что характери0 зуется меньшим изменением их параметров между экспозициями 4ч и 30 сут.
При выходе за пределы изобретения 5 как по порядку проведения операций (варианты 9-11), так и по параметрам электрического поля (варианты 6-8), цель изобретения не достигается, так как анизотропия магнитньк свойств 0 практически не отличается от ее
уровня для магнитов, полученных i3- вестным способом.
Использование изобретения в на- 5 родном хозяйстве позволяет получить значительный экономический эффект за счет улучшения параметров изделий с эластичными постоянными магнитами и сроков их эксплуатации.
о « m л
л ч сч со сГ -Г
.
inоо
«со сГ о
о
tM
- 00 Г4
О
s
к 2
оо
ел
хО
-
м г
.
о
СЧ
f о 1Л о
( - о - -О
о о
0% so чо
о о
«А еч
00 О о -
о -
ооо
f soVJ3
-оо
т см
V
и
и
« м во
о
о I
о «г
о vt
и
Фиг. 2
15
фиг, 4
jr/2
(риг. 5
7
Фиг.б
и.7
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2327563C2 |
| КОЛЕСО НА МАГНИТНОЙ ПОДУШКЕ | 2010 |
|
RU2431573C1 |
| Способ изготовления эластичных постоянных магнитов | 1985 |
|
SU1294479A1 |
| Способ изготовления постоянных магнитов | 1978 |
|
SU750583A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАБОТКИ МЕХАНИЧЕСКОЙ ЭНЕРГИИ И СПОСОБ ВЫРАБОТКИ МЕХАНИЧЕСКОЙ ЭНЕРГИИ | 1999 |
|
RU2155435C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ РАСТВОРОВ ФЛОКУЛЯНТОВ ДЛЯ ОЧИСТКИ СТОЧНЫХ И ПРИРОДНЫХ ВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1699130A1 |
| СВЕТИЛЬНИК | 2014 |
|
RU2571035C1 |
| Фильтр для очистки жидкости | 1990 |
|
SU1766455A1 |
| СПОСОБ ЗАПИСИ И СЧИТЫВАНИЯ КОДИРОВАННОЙ ИНФОРМАЦИИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2022365C1 |
| МАНОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ И ВОСПРОИЗВЕДЕНИЯ МАЛЫХ ДАВЛЕНИЙ ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2489692C1 |
S-S
ipt/i.9
| Способ изготовления постоянных магнитов | 1978 |
|
SU750583A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США К 2999271 , кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
