Предлагаемое изобретение относится к области измерения давления, точнее к способу создания эталонных поверочно-калибровочных устройств, измеряющих и воспроизводящих малые значения давлений с высокой точностью.
Под давлением понимается физическая величина, характеризующая напряженное состояние сред - жидких и газообразных, подчиняющихся закону Паскаля, в которых при равновесии касательные напряжения отсутствуют. То есть в физике давлением Р называют единицу силы, действующей на единицу поверхности:
где: F - сила, S - площадь поверхности.
Измерение давления в промышленных и производственных практиках часто встречающаяся операция. Давление, как параметр производственного процесса, используют и контролируют в любой отрасли промышленности (энергетике, химической, нефтегазовой, пищевой, медицинской и т.д.); во всех транспортных и машинных системах перемещения и передвижения (пневмотранспортные линии, авто-, аэро- и ж/д транспортные средства); в любых типах электрогидравлических силовых установках и агрегатах производства. Измерение давления обеспечивает работоспособность, безаварийность и безопасность работы производственного оборудования, способствующая целенаправленности и экономичности протекания производственных процессов.
В технике измерения давления существуют понятия абсолютного, атмосферного, избыточного и вакуумного давления. Термины и определения СИ давления, принципы их действия и метрологические характеристики описаны в [1, 2, 3, 4].
В конце прошлого века в народном хозяйстве нашей страны постоянно находилось в эксплуатации более 400 миллионов средств измерения (СИ) давления, причем ежегодный выпуск их превышал 35 миллионов штук.
Довольно значительная часть, из упомянутого парка рабочих СИ давления, была представлена манометрами и датчиками малых уровней избыточного и абсолютного давлений. Они применяются в медицинской, пищевой, авиационной технике, гидрометеослужбе и других отраслях науки и техники (дифманометры, вакуумметры, напоромеры, мановакуум метры (тягонапоромеры), барографы, барометры, высотомеры и т.д.).
Естественно, что столь значительное количество рабочих СИ давления, находящихся в эксплуатации и вновь поступающих, подлежат процедурам начальной калибровки и поверки при выпуске с производства. Они также обязаны проходить периодический поверочный контроль и при выявлении отклонений от оговоренного в технической документации (ТУ, паспорте, сертификате, руководстве пользователя) точности заново подвергаться калибровке и поверке или признаваться непригодными к дальнейшему использованию.
Для обеспечения единства измерений в области давления, в РФ введены и действуют ГОСТы (ГОСТ 8.107-81, ГОСТ 8.223-76, ГОСТ 8.176-76, ГОСТ 8.017-79). Они определяют количество и состав эталонной базы, предназначенной для воспроизведения и хранения единицы давления и передаче ее размера согласно поверочным схемам для различных областей давления (абсолютного, избыточного, разности давлений).
Размер единицы давления воспроизводится, хранится и передается пятью госэталонами. Четыре из них находятся во ВНИИ Метрологии им. Д.И. Менделеева (г.Санкт-Петербург), один, для области сверхвысоких избыточных давлений, во ВНИИФТРИ (г.Москва).
В стране действуют соответствующие ГОСТ-ы и МИ, регламентирующие методы и средства поверки (ГОСТ 8.106-75, ГОСТ 8.048-73, МИ 1997-89, МИ 2238-92 и т.д.).
Значение давления может быть определено непосредственным измерением силы, действующей на данную поверхность. На этом методе измерения основаны поршневые манометры - манометры, в которых действующее на поршень измеряемое давление преобразуется в силу и определяется по значению силы, необходимой для ее уравновешивания.
В наиболее распространенных поршневых манометрах давление уравновешивается весом грузов. Такие манометры называются грузопоршневыми (ГПМ).
Благодаря высокой стабильности эффективной площади, которая определяется геометрическими размерами пары поршень -цилиндр, а также возможности учета внешних влияний расчетными методами, поршневые манометры являются высокоточными преобразователями давления в силу.
Наибольшее распространение получил тип манометра с неуплотненным поршнем [5], в котором поршень притерт к цилиндру с небольшим зазором и перемещается в нем в осевом направлении.
Пространство под поршнем заполняют рабочей жидкостью (маслом, керосином и т.д.), которая под давлением поступает в зазор между поршнем и цилиндром, обеспечивая смазку трущихся поверхностей. Вращение поршня относительно цилиндра предотвращает появления контактного трения. Давление определяется массой грузов, уравновешивающих его и площадью сечения поршня. Манометры данного типа имеют предел измерения давления от 0,04 до 10 МПа при погрешностях не превышающих 0,001÷0,005%.
Поршневые манометры специальных конструкций применяются также при измерениях небольших избыточных давлений, разряжения и абсолютного давления. Как правило, поршневые системы таких манометров предварительно уравновешиваются специальным устройством, что позволяет понизить нижний предел измерений практически до нуля. Вращение поршня обычно осуществляется принудительно.
Государственные поверочные схемы для средств измерения давления как абсолютного, так и избыточного возглавляют грузопоршневые манометры (ГПМ), ГОСТ 8.291-83.
В соответствии с Государственной поверочной схемой по ГОСТ 8.017-79 передача размера единицы давления от государственного первичного эталона к нижележащим эталонным средствам измерений осуществляется двумя способами:
- к эталонным грузопоршневым манометрам поэлементным методом путем определения эффективной площади поршня;
- к образцовым деформационным манометрам и показывающим образцовым манометрам других типов методом прямого сличения, по значению создаваемого ГПМ давления.
В качестве единицы давления Международным Комитетом по метеорологии принят Ньютон на метр квадратный, именуемый Паскаль, Па, 
Здесь стоит напомнить, что наивысшая точность, достигнутая на специальном Государственном эталоне абсолютного давления ГЭТ 101-76 в диапазоне 2,7·102…4000·102 Па, характеризуется средним квадратическим отклонением результата измерения S≤0,3 Па при не исключенной систематической погрешности θ≤2 Па.
А для избыточного давления ГЭТ 23-79 (в соответствии с ГОСТ 8.017-79) воспроизведение давления в диапазоне 0,05…10 МПа осуществляется со средним квадратическим отклонением результата измерения S0≤3·10-6 и при неисключенной систематической погрешности θ0≤2·10-5, т.е. в абсолютной форме S≤30 Па и θ≤200 Па.
Естественно, что погрешность передачи единицы давления к нижележащим ступеням поверочной схемы только возрастает.
Повторим, что технической основой эталонной базы абсолютного и избыточного давлений являются ГПМ-ы с неуплотненными поршнями [5, 6]. Эти приборы являются материальной основой системы обеспечения единства и правильности измерения давления во всех странах. Они существуют как на уровне государственных эталонов, так и рабочих эталонов, по которым выполняются поверки и калибровки рабочих средств измерения (СИ) давления.
Специальной областью применения поршневых манометров является измерение разности давлений (0,1…4·104) Па, ГЭТ 95-75, при относительно высоких их абсолютных значениях. В этой области поршневые манометры значительно превосходят манометры, основанные на других принципах измерений.
Значительное снижение точности и чувствительность ГПМ в области малых давлений (от единиц Па до 104 Па) приводит к необходимости передачи этой области под контроль других эталонных СИ (ГЭТ 95-75), использующих иные принципы и методы измерения давления.
Эталон ГЭТ 95-75 состоит из набора микроманометров, отличающихся пределами измерений и принципами действия. Комплекс микроманометров охватывает диапазон воспроизведения от 0,1 до 4·104 Па. В его состав входят:
- колокольный весовой манометр типа МВК, основанный на принципе уравновешивания действия давления на колокола, подвешенные к чашкам равноплечих весов, воспроизводит единицу давления в диапазоне (0.1…102) Па; СКО - 0,05 Па, НСП - 0,05 Па; рабочая жидкость - спирт;
- микроманометр компенсационный со штриховой мерой типа МКШ-М, основанный на принципе уравновешивания действия давления столбом жидкости, воспроизводит единицу давления в диапазоне (50…5·103) Па; СКО - 0,08 Па, НСП - 0,3 Па; измерение высоты столба жидкости производится по штриховой мере, изготовленной из кварцевого стекла.
- микроманометр с нецилиндрическим поршнем на газовой подушке типа НКП, основанный на принципе динамического взаимодействия тела и потока воздуха, воспроизводит единицу давления в диапазоне (103…4·104) Па; СКО-0,4 Па, НСП - 0,8 Па.
Приборы гидростатического уравновешивания не требуют калибровок по эталонным измерителям давления (это прямой метод измерения давления), так как их показания могут быть определены путем точного считывания линейного размера и массы.
Но по точности измерений и по возможностям калибровки по ним других рабочих СИ они значительно уступают ГПМ.
Поэтому было бы полезно закрыть нишу малых давлений (в части воспроизведения, калибровок и поверок) ориентированную сейчас на использование эталонных жидкостных манометров, используя способ измерений, присущий поршневой паре. Но при условии существенного повышения его чувствительности, точности и быстродействия.
Тенденцию поиска такого решения можно, например, найти в [7], где рассматривается возможность воспроизводить малые давления ГПМ без потери точности. Сущность изобретения заключается в том, что в ГПМ (фиг.1), содержащем опорное основание 37, грузы 38, поршневую пару, состоящую из поршня 1 и цилиндра 2 и жидкости 6 в зазоре между поршнем и цилиндром; поршень и цилиндр устройства (фиг.2) размещены не так как это принято в стандартном ГПМ. Поршень 1 расположен снизу на опорном основании 37, на нем сверху расположен цилиндр 2, несущий на себе грузы 38. Поршень 1 выполнен с каналом для подачи под цилиндр рабочей газообразной среды, причем этот канал заканчивается выше торца поршня и жидкости 6, образующей гидравлический затвор в зазоре поршневой пары. Технический результат, по мнению авторов изобретения, заключается в возможности воспроизводить малые давления ГПМ без потери точности.
Отметим очевидные недостатки этого решения:
- рассмотрен вариант воспроизведения и измерения только избыточного давления, т.е. решение не охватывает другие виды давлений;
- наличие не скомпенсированного собственного веса цилиндра, используемого в качестве грузоприемной тарелки ГПМ, определяет нижний порог измеряемого давления. То есть, рассмотрена схема с «неуравновешенным цилиндром», имеющая низкую точность;
- в таком варианте построения поршневой пары содержатся все недостатки, присущие неуплотненным поршням при любых схемах и вариантах исполнения ГПМ; характер этих недостатков будет обсуждаться ниже;
- не учтена (проигнорирована) растворимость газа при его сжатии под действием нагрузки в слое жидкости, находящейся ниже торца поршня. Это процесс (сжатие → растворение → снижение уровня давления) неизбежно будет сопровождаться постепенным опусканием нагруженного цилиндра и появлению тренда значения давления в задаваемой точке;
- наличие воздушной подушки над поршнем снизит демпфирующие свойства ГПМ, нарушит статический режим, необходимый для нормальной работы неуплотненных поршней, используемых в ГПМ, что не допустимо.
В связи с вышеперечисленными замечаниями приведем, на наш взгляд, более технически совершенную (но графически сильно упрощенную для обеспечения доступности ее описания) схему эталонного грузопоршневого манометра абсолютного давления (МАД) фиг.3; более полную информацию о нем можно найти в [8].
Способ измерения, реализуемый эталонным МАД, по совокупности существенных признаков наиболее близок к заявляемому способу и принят за прототип.
Основными функциональными узлами МАД являются два ярусно установленных и последовательно соосно связанных между собой блока с близкими, по возможности, по геометрии и параметрам, цилиндропоршневыми парами 1, 2.
Блоки поршневых пар 1, 2 расположены на двух горизонтальных платформах, механически жестко связанных между собой и нижней, горизонтально устанавливаемой опорной плитой 37, стойками. Блок вакуумного разрежения (со сравнительной камерой) подключен к вакуумному посту откачки 39, а блок избыточного давления подключен к устройствам-задатчикам давления 17. Для обеспечения коллинеарности действия сил (вдоль общей оси симметрии поршневых пар) они соединены звеном 40, выбирающим возникшие конструктивно-технологические несоосности сборки блоков. Звено 40 является высшей кинетической вращательно-поступательной парой пятого класса.
Верхняя часть поршня 1 в блоке избыточного давления (зона заниженного диаметра) через наружную обойму подшипника качения использована для жесткого крепления горизонтально расположенного кронштейна 41. Кронштейн 41 обеспечивает, как крепление грузоприемной тарелки 42, так и крепление тяг-захватов 43, двухпризменных квадрантных весов 44. Которые используются как на стадии начального уравновешивания (то есть для компенсации веса поршней, подвесов грузоприемной тарелки, коромысел), так и для текущих стадий уравновешивания в калибруемых (задаваемых) точках - уравновешивания добавочных масс, задающих точку калибровки давления.
Механика весов снабжена дополнительным чувствительным нульорганом - электронным устройством 45, позволяющим повысить точность уравновешивания в момент равенства моментов сил справа и слева от опорной призмы весов 44.
К нижней части поршня 1 блока вакуумного разрежения (в зоне заниженного диаметра) подсоединен поводковый механизм (на фиг.3 не показан). Поводковый механизм работает от электрического двигателя, снабженного редуктором, сильно понижающим скорость вращения двигателя. Он создает принудительное вращение ω обоих поршней 1 (на фиг.3 он тоже не показан). Создаваемый им постоянный вращающий момент, обеспечивает практически полностью контактное механическое трение, и тем самым существенно улучшает воспроизводимость показаний и снижение погрешности.
Для обеспечения жидкостного трения поршневых пар 1, 2 в зону, наибольшего зазора, образованного проточкой цилиндров 2 постоянно вводится смазка 6 от масленок 46.
В МАД предусматривается точная установка его конструкции по уровням в плоскости горизонта и по вертикали места; в нем имеются устройства арретир-изолира весов 44, ограничивающих перемещение поршней и весовых звеньев, разгружающих призмы весов.
В оснащение МАД также входят: вакуумные магистрали, вентили, вакуумный насос 47, электронный вакуумметр 48 с вакуумметрической лампой. А также источник избыточного давления со своими магистралями и вентилями 17 (газовый баллон 49 со сжатым воздухом или азотом, понижающие газовые редукторы, ресиверы 50, регуляторы плавной подачи давления 51, нагнетатели и др.).
Работа МАД происходит следующим образом.
Перед началом измерения вся подвижная система (поршневая сборка и весовые системы) МАД статически уравновешивается: в камеры сравнения и избыточного давления одновременно подается атмосферное давление. Причем момент сил, приложенный к левому коромыслу весов 44 относительно призмы, образованный действием суммарного веса (обеих поршней 1, звеном их связи 40, весом кронштейна 41, арматурных тяг 43 грузоприемной тарелки 42, поводкового отвода), парируется моментом правого коромысла весов 44. Это осуществляется путем соответствующего смещения груза на этом плече вплоть до момента достижения равновесия, фиксируемого по нульиндикатору 52.
В режиме вакуумной откачки воздуха из полости цилиндра 2 над торцом верхнего поршня 1 возникнет разрежение со значением остаточного давления приблизительно равным давлению паров вакуумного масла, используемого в форвакуумном насосе 47 (т.е. ~10-4 Па).
Вследствие этого на противоположном торце возникнет сила давления, равная произведению эффективной площади сечения поршня 1 на значение атмосферного давления на данный момент времени, направленная вверх.
Действию этой силы будет препятствовать противоположно направленная сила, создаваемая эквивалентной массой груза, размещаемого на грузоприемной тарелке 42, которая обеспечивает восстановление равновесия.
Поскольку эффективная площадь нижнего поршня 1 также известна, то воспроизводство определенных значений давления осуществляется расчетным путем: нахождения эквивалентной весовой нагрузки, которая получается умножением эффективной площади поршня 1 на воспроизводимое значение давления. Причем, это значение давления обеспечивается уравновешивающим давлением газа, подаваемого в нижнюю полость цилиндра 2 от регулируемых источников избыточного давления 17. И вновь заметим, что нижней границей воспроизведения давлений государственных первичных эталонов на основе неуплотненных поршней являются единицы Па для абсолютного давления и сотни Па для избыточного давления.
Наиболее трудоемким элементом ГПМ является сборочная единица - поршневая пара, фиг.4. Завершающей стадией изготовления которой является слесарная доводка ее поверхности. Специфика работы неуплотненной поршневой пары 1, 2 выдвигает ряд конструкторско-технологических требований на стадии ее изготовления, слесарной сборки и установки ее как сборочного узла в структуру конструкции ГПМ.
При этом в конструкторской документации оговариваются довольно жесткие требования на изделие в части отклонения форм и расположение поверхностей.
Под отклонение формы по ГОСТ 24642-81 понимается отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля. Отклонение формы отсчитывают от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к прилегающей поверхности (профилю).
Для неуплотненной поршневой пары основными видами прилегающих профилей являются прилегающий цилиндр и прилегающая окружность, а основными видами отклонений формы являются (см. фиг.4);
- отклонение от прямолинейности оси в пространстве (утрированная штрихпунктирная линия; порождаемый дефект-биение оси);
- отклонение от круглости (штриховая линия на сечении АА, значок «О»), дефект: овальность, огранка - отсюда неравномерность зазора, залипание;
- отклонение от цилиндричности, значок /О/, дефект: конусообразность, бочкообразность, седлообразность - отсюда неравномерность зазора, неравномерность смазки, изменение вида пограничных течений смазки).
Под отклонением расположения понимается отклонение реального расположения рассматриваемого элемента от его номинального расположения. При оценке отклонений расположения отклонения формы рассматриваемых и базовых элементов исключаются. При этом реальные поверхности (профили) заменяются прилегающими, а за оси, плоскости симметрии и центры реальных поверхностей или профилей принимаются оси, плоскости симметрии, и центры прилегающих элементов.
Для неуплотненных поршневых пар основными возможными видами отклонения расположения являются: позиционное отклонение; отклонение от соосности относительно общей оси, значок «©», и отклонение от перпендикулярности оси относительно плоскости (отклонение угла между осью поверхности вращения и базовой плоскостью от прямого угла).
Причины, препятствующие достижению указанного ниже технического результата на основе воспроизведения известным способом малых давлений при помощи ГПМ с неуплотненными поршнями, являются:
- использование в конструкторской документации (и соблюдение при изготовлении) жестких конструктивно-технологических требований (согласно ВТД и ТУ) на материалы, допуски и посадки на детали, сборочные единицы; на точность расположения и способы соединения составных частей изделия. В этих требованиях источник инструментальных погрешностей измерения, т.к. требования выставить можно, а соблюсти их в полной мере, как показывает практика, невозможно. При изготовлении любой детали из-за появления технологических ошибок, имеющих как систематический, так и случайный характер, невозможно получить действительный размер, равный номинальному размеру;
- отсутствие взаимозаменяемости деталей в поршневой паре, что нарушает принципы системы стандартов «основные нормы взаимозаменяемости» (ОНВ) и «Единая система допуска и посадок» (ЕСДП). Так, например, при заклинивании поршневой пары возникает неустранимый отказ - изделие бракуется. Таким образом, это свидетельствует о низких характеристиках безотказности, сохраняемости и ремонтопригодности;
- сложность изготовления поршневой пары по высокому квалитету в части обеспечения соответствующих размеров отверстия и вала, которые должны гарантировать выполнимость последующей притирочной операции - подгонки зазора между деталями до долей микрона (для газовых рабочих сред) и до первых единиц микрона (для рабочих жидкостей). Выставление высоких требований по отклонениям от формы (ГОСТ 24648-81) и отклонениям расположения для изделия в целом (для обеспечения требуемых кинематических связей в ГПМ). То есть в изделии явно присутствуют трудоемкие операции, которые становятся источниками инструментальной погрешности ГПМ;
- наличие высоких требований к твердости, износоустойчивости, коррозионностойкости и немагнитности поршневой пары; требования являющиеся источниками прогрессирующей во времени погрешности в силу снижения всех этих показателей во времени.
Примечание. Ряд этих требований, в основе своей противоречив, и требует определенного компромисса при принятии решений. Класс конструкционных сталей и сплавов, допускающий получение высоких показателей твердости и износоустойчивости, как правило, магнитен и не обладает высокими показателями коррозионностойкости. А аустенитная группа сталей и сплавов, обладающая свойствами немагнитности и повышенной корроозион-ностойкостью («нержавеющие стали»), не имеет высоких показателей твердости и износоустойчивости.
Заметим, что требования по коррозионностойкости для поршневой пары не совсем обычны. Речь здесь идет не об устойчивости изделия к воздействию агрессивной воздушной или водной среды. Они обусловлены постоянным нахождением пары в специфической смазочной среде 6 (масел, гликолей, керосина). На смазку 6 оказывают влияние механические и температурные факторы (вращение, линейные перемещения, биения, микровибрации, нагрев и т.д.). Происходит деструкция и ускоренное старение смазочной среды 6, изменение ее исходного состава, сопровождаемое изменениями физико-химических свойств и характеризующих ее численных показателей.
Смазочные среды 6 (в основном масла), работающие в роли антифрикционной и протекторной защиты поверхностей от сухого трения и залипания в микронных зазорах, должны выбираться и отвечать некоторой совокупности согласованных требований:
- иметь малую кинематическую вязкость; малое поверхностное натяжение; иметь низкое давление насыщенных паров (малую испаряемость); иметь низкую способность вызывать коррозию, (ГОСТ 2617-76); отвечать требованиям содержания влаги, кислотного числа, содержанию механических примесей (ГОСТ 6370-83), обладать термической и окислительной стабильностью (ГОСТ 11257-65, ГОСТ 12497-78). Активными катализаторами окисления масла являются: микродисперсии металлов переменной валентности (железа, кобальта, хрома, никеля, меди и др.), то есть следов механического износа материала поршневой пары, а также кислород воздуха, нагрев, освещенность и др. факторы.
С учетом всего вышеизложенного, поршневая пара 1, 2 (выполненная с очень малым зазором, с жидкостной смазкой ее внутренних поверхностей, которая осуществляется в принудительном режиме вращения поршня), критична и к засорению, и к наклонам, и к изменению угловой скорости вращения, и к тепловым и механическим воздействиям (тряске, вибрации, биениям, ударам). Такая пара должна характеризоваться повышенной прогрессирующей во времени погрешностью, обусловленной механическим износом узлов, явлениями старения исходных материалов и общим снижением надежности измерений во времени.
Примечание. Чтобы не быть голословными в своих утверждениях, обратимся к «Методике метрологической аттестации и поверки МИ 2238-92» для манометров абсолютного давления (типа МПА-15). В ней оговариваются, например, следующие условия:
- отклонение оси поршневой системы от вертикали не более 30'';
- привод манометра должен обеспечивать вращение поршневой системы с частотой вращения не менее 30 об/мин;
- поршневая система должна перемещаться вдоль оси плавно, без заметных заеданий и скачков;
- атмосферное давление воздуха должно находиться в диапазоне (745±25) мм рт.ст.;
- поверхности поршней манометра, выступающие из цилиндров, должны быть тщательно очищены от натеков масла и т.д.
Обратим внимание, что выжимание смазки на торец поршня (см. фиг.3), находящегося под меньшим уровнем давления, является источником неисключенной части погрешности измерения. Этот процесс не поддается контролю в процессе измерения, а значение неисключенной погрешности зависит от толщины слоя и от удельной плотности (марки) применяемого масла, от значения поверхностного натяжения масла и его адгезионных свойств.
В табл.1 приведены марки масел, применяемых в ГП манометрах и соотносительное значение слоя масла в 1 мм к создаваемому им давлению.
Отметим также неудобную, но характерную для ГПМ дискретность воспроизведения давления и значительное время, затрачиваемое на вхождение в каждую калибруемую точку конкретного диапазона рабочего СИ.
- Принципиальную невозможность осуществления на структурах ГПМ непрерывного воспроизведения давления. А также создания с их помощью режима низкочастотных изменений давления, что позволило бы получить оценку частотных свойств датчиков (трансмиттеров) и поверяемых электронных СИ давления. Режима, позволяющего выявить способность СИ эксплуатироваться в реальных условиях, при наличии слабо пульсирующих и медленно изменяющихся давлений.
- Неудобны и трудоемки сложные и длительные измерительные процедуры нахождения расчетных эффективных площадей поршней для манометров абсолютного давления, так как в этих случаях требуется нахождение трех значений (см. фиг.4); разности эффективных площадей измерительного и компенсирующего поршней; разности эффективных площадей измерительного и силопередающего поршней; разности эффективных площадей силопередающего и компенсирующего поршней.
- Длительная (по затратам времени) подготовка к аттестации по массе, согласно определенной процедуре, грузов, используемых в ГПМ для воспроизведения значений давления, в зависимости от выбранных единиц измерения: либо в единицах «мм.рт.ст.», или в системе СИ в «гПа», (мбар). Например, для груза воспроизводящего 100 мм рт.ст. эквивалентная масса будет составлять (271,943±0,005) г, а для груза соответствующего давлению в 100 гПа (мбар) масса груза будет (203,974±0,004) г. Процедура требует учета реальной плотности воздуха и плотности стали, из которой изготовлены грузы; необходимо знание значения местного ускорения свободного падения не менее чем с пятью знаками после запятой.
Последние две процедуры могут быть источниками систематических погрешностей в воспроизведении давления.
Здесь, однако, необходимо обратить внимание на то, что в приведенном выше перечне недостатков способа измерения малых давлений манометрами с неуплотненным поршнем, все же трудно выявить в явном виде какой-то основной источник, порождающий погрешности. Это вполне объяснимо, так как в теоретическом и практическом планах задачи повышения чувствительности и точности манометров с неуплотненным поршнем глубоко и тщательно проанализированы [5, 6], и результаты анализа учтены в разработках эталонных ГПМ.
Задачей, на решение которой направлено заявленное изобретение, является создание способа измерения и воспроизведения малых давлений манометрами с поршневой парой, обладающей высокой чувствительностью, быстродействием и точностью, повышенной эксплуатационной надежностью.
Технический результат, который может быть получен при осуществлении изобретения, заключается в обеспечении возможности:
- существенно снизить массу подвижной части поршневой пары, что позволит уменьшить силу инерции и момент инерции, а, следовательно, приведет к улучшению показателей динамической уравновешенности, исключению биений, позволит повысить быстродействие и чувствительность;
- исключить необходимость проводить процедуры вычисления эффективных площадей поршня; процедур длительных, вероятностного характера, базирующихся на результатах косвенных измерений; вносящих определенный вклад в систематическую погрешность измерений;
- проводить прямое, точное измерение рабочей площади поршня, исходя из геометрии и квалитета изделия; исключить необходимость учета размера зазора и выявления структуры течения смазки в пограничных слоях;
- при работе поршневой пары исключить само наличие процесса, вызывающего ползучее течение пленки смазки в поршневом зазоре; выжимание и постепенное накопление ее массы на верхнем торце поршня (со стороны приложения веса грузов), что приводит к возникновению неучтенной систематической погрешности;
- исключить явление эксплуатационной температурно-механической деструкции смазки в микронных зазорах поршневой пары, изменяющей ее физико-механические свойства, в том числе показатели вязкости и давления насыщенных паров, что сказывается на реальном значении погрешности;
- полностью исключить сбои в работе изделия от проявлений неравномерности вращения, нарушений плавности перемещения поршня. Которые зависят и от случайно возникающих колебаний, и от биений оси вращения, и от заеданий в следствия засорения микронного зазора, и от спорадического появления очагов локального сухого трения. Так как предлагаемые заявителями поршневые пары обладают весьма ценными свойствами: большим зазором и явлением самоцентрирования посередине этого зазора;
- отказаться от морально устаревшей механической системы уравновешивания, используемого в ГПМ, заменив ее современными электронными быстродействующими цифровыми системами взвешивания, обеспечив тем самым хорошее подавление помех механической природы, повышение чувствительности, точности, визуальной информативности;
- при реализации этих, перечисленных совокупностей технических мероприятий, обеспечить измерение и воспроизведение малых давлений в диапазоне от сотых долей Па до 105 Па с высокой точностью.
Указанный технический результат достигается тем, что в заявляемом способе измерения малых давлений поршневой парой в манеметрических устройствах, его реализующих, используется осесимметричная поршневая пара, зазор в которой между цилиндром и поршнем заполнен жидкой средой, сам поршень принудительно вращается, устройство также имеет механизм уравновешивания давления, действующего на поршень, коммутирующие пневмопроводы и вентили, соединяющие поршневые пару с задатчиками давления и калибруемыми рабочими средствами измерения, в отличие от известных:
- цилиндр (или поршень) выполнен из диамагнитного твердого материала, а поршень (или цилиндр), совмещаемый с ним с видимым на просвет зазором, выполнен из ферромагнитного магнитно-твердого материала (магнита) с большим значением магнитной индукции и коэрцитивной силы; полюсные магнитопроводы магнита выполнены и ферромагнитного магнитно-мягкого материала; в зоне сближения последних между собой образуется круговая щель, заполняемая жидким суперпарамагнетиком («магнитной жидкостью»), образующим консолидированный с полюсами магнитопроводов жидко-плотный кольцевой пояс, полностью ликвидирующий зазор поршневой пары и обеспечивающий вакуумноплотную герметизацию разделенных телом поршня внутренних пространств цилиндра, не препятствуя вращательно-поступательным перемещениям поршня.
- поверхности детали поршневой пары (это либо поршень, либо цилиндр), изготовленной из диамагнетика, придаются свойства лиофобности к жидкому суперпарамагнетику, то есть придаются свойства несмачиваемости поверхности «магнитной жидкостью»,
- жидкий суперпарамагнетик («магнитная жидкость») имеет малое давление собственных паров, равное или меньше, чем форвакуумные масла, обладает демпфирующими и антифрикционными свойствами, нетоксичен;
- сильный градиент магнитного поля в щелевом зазоре между полюсами магнитопровода консолидирует жидкий суперпарамагнетик в плотный кольцевой пояс; объемные магнитные силы действующие в « магнитной жидкости» обеспечивают устойчивое центрирование любой диамагнитной части (детали) поршневой пары посередине зазора, обеспечивая индифферентность к радиальным возмущениям;
- поршневая пара, выполненная по п.1.2.3.4 имеет пренебрежимо малое магнитное поле рассеяния;
- поршневая пара полностью отвечает требованиям статического и динамического уравновешивания в силу того, что ось вращения проходит через центр тяжести и является главной осью инерции.
Прежде, чем приступить к описанию предлагаемого способа и рассмотреть некоторые варианты его возможных технических реализации, необходимо дать краткое пояснение физических феноменов, закономерностей, которые лежат в их основе, выявить общий базис для их построения.
Отправным пунктом для понимания работы поршневых пар, образованных определенным образом организованных структур сопряженных магнетиков (ППОССМ) являются эффекты взаимодействия диа- и парамагнитных веществ в магнитном поле, создаваемом сильным постоянным магнитом.
Напомним, [9], что магнетиками называют вещества, основным свойством которых является способность намагничиваться, так что они сами становятся источниками дополнительного магнитного поля. Намагниченность 
где 
Намагниченность диа- и парамагнетиков существует лишь при наличии внешнего поля. Намагниченность ферромагнетиков сохраняется при отсутствии внешнего поля, а порождаемое этой намагниченностью поле существует самостоятельно.
Магнитные свойства вещества характеризуются магнитной восприимчивостью:
где М - модуль магнитного момента единицы объема вещества, Н - модуль напряженности магнитного поля.
По значению магнитной восприимчивости вещества делятся на группы, среди которых, для нашего рассмотрения можно выделить диа-, пара- и ферромагнетики.
Диамагнетик - вещество, атомы, ионы или молекулы которого не имеют результирующего магнитного момента (pmi=0) при отсутствии внешнего магнитного поля. Во внешнем постоянном магнитном поле восприимчивость χ такого вещества отрицательна, (χ<0, 
Парамагнетик - вещество, атомы ионы или молекулы которого имеют результирующий магнитный момент 
Во внешнем постоянном магнитном поле магнитная восприимчивость такого вещества положительна, но много меньше единицы (χ>0, 
У парамагнетиков намагниченность направлена по напряженности магнитного поля, а индукция внешнего поля усиливается.
Ферромагнетики - вещества, магнитные моменты атомов которого упорядочены, спонтанный магнитный момент отличен от нуля. Магнитная восприимчивость этих веществ отличается большими значениями χ, (χ≈100…106, но менее 106) и нелинейно зависит от напряженности магнитного поля. Они являются основой постоянных магнитов.
Магнитная восприимчивость χ связана с магнитной проницаемостью среды µ соотношением:

где: 
Абсолютная магнитная проницаемость µ, величина, характеризующая магнитные свойства вещества, равная отношению модуля магнитной индукции к модулю напряженности магнитного поля
Разные механизмы намагничивания приводят к разным зависимостям 

У диамагнетиков намагниченность 

У парамагнетиков 

У ферромагнетиков 

Объемные силы, действующие на парамагнетик, направлены в сторону увеличения индукции магнитного поля, а у диамагнетиков - в сторону уменьшения.
Объемная плотность силы, действующей на магнетик, равна
Это означает:
- у парамагнетиков µ>µ0 и поэтому объемная плотность силы направлена в сторону увеличения индукции поля (втягивание парамагнитной жидкости в области максимального поля);
- у диамагнетиков µ<µ0 и поэтому объемная плотность силы направлена в сторону уменьшения индукции поля, (этим обусловливается выталкивание диамагнитного тела из области максимального поля).
В предлагаемом методе измерения малых давлений при помощи поршневых пар из организованных структур сопряженных магнетиков используются суперпарамагнитные (СПМ) жидкие среды - «магнитные жидкости» (известные также под названием как феррожидкости, ферромагнитные жидкости, намагничивающиеся жидкости [10, 11]).
Магнитные жидкости представляют собой искусственные суперпарамагнитные жидкие среды, обладающие свойствами намагниченности и текучести. Находясь в неоднородном магнитном поле, они приобретают магнитный момент, который лишь на порядок меньше магнитного момента твердых магнитов.
Технологии получения магнитных жидкостей в настоящее время хорошо отработаны и позволяют получать достаточно дешевые магнитные жидкости с требуемыми свойствами. Разработаны методы получения магнитных жидкостей с различной феррофазой (Со, Fe, Ni, FeCo, GdCo) и на различных основах - воде, керосине, углеводородах, фторуглеродах, кремнийорганических (силиконовых) жидкостях, ароматических соединениях, эфирах и т.д.
Синтезированные магнитные жидкости представляют собой коллоидный раствор мелких (порядка 3…10 нм) ферромагнитных частиц (магнитных однодоменных частиц), каждая из которых покрыта молекулярным слоем диспергирующего вещества и взвешенных в жидкости-носителе. Броуновское тепловое движение поддерживает взвешенность частиц, а молекулярные покрытия предохраняют частицы от слипания друг с другом, препятствуя утяжелению частиц и выпадению их в осадок. Числовая концентрация частиц n в магнитной жидкости может быть огромной. Намагниченность насыщения суспензии Ms пропорциональна намагниченности домена твердых частиц Md, т.е. Ms=φ·Md, где φ - объемная доля магнитного вещества. Для магнитной жидкости с намагниченностью насыщения µ0·Ms=0,02 Тл, частицами из магнетита (Fe3O4) диаметром ≈10 нм и намагниченностью домена µ0·Md=0,56 Тл расчетная величина n составляет 6,8·1016 частиц на см-3.
Несмотря на ферромагнитную природу намагничивания отдельных однодоменных частиц, ансамбль таких невзаимодействующих частиц, должен намагничиваться как парамагнетик. Закон намагничивания парамагнитного газа описывается [9] функцией Ланжевена L (ξ)

где n - число частиц в единице объема; pm - магнитный момент частицы; ξ=µ0pmH/kT, µ0 - магнитная постоянная; Н - напряженность магнитного поля; k - постоянная Больцмана; Т - абсолютная температура. Из-за большого магнитного момента pm отдельных частиц такие системы называют суперпарамагнетиками (СПМ).
С увеличением магнитного поля ξ→∞, намагниченность системы приближается к намагниченности насыщения магнитной жидкости Ms=pm·n; при этом магнитный момент всех частиц ориентирован вдоль магнитного поля:
Из выражения (8) следует, что М≈Ms при ξ≥10. Для частиц с магнитным моментом pm≈10-19 Дж/Тл при комнатных температурах это соответствует напряженности магнитного поля Н≥105 A/м. Такую напряженность магнитного поля могут обеспечить постоянные магниты, выполненные из ферритов бария и стронция, и, тем более, постоянные магниты из интерметаллических соединений редкоземельных элементов, РЗМ (Sm, Pr, Gd и т.д.).
При слабых магнитных полях, таких что ξ<<1, намагниченность жидкости линейно возрастает с ростом ланжевеновского аргумента ξ:

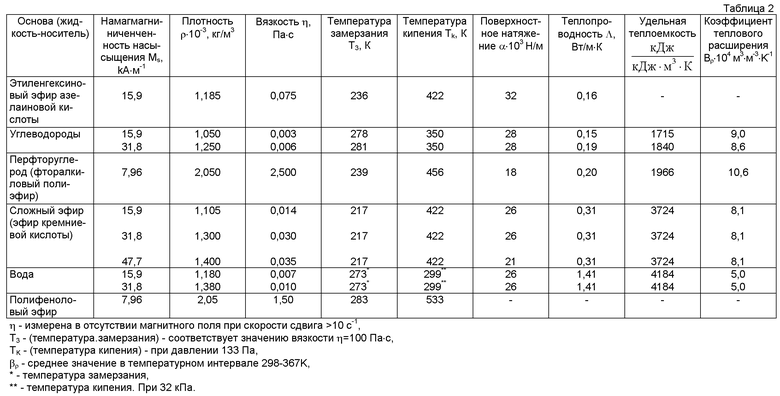
Коэффициент пропорциональности χ называют магнитной восприимчивостью магнитной жидкости; при числе частиц на единицу объема n~1017 см-3 (что соответствует концентрации в реальных магнитных жидкостях) и приведенных выше значениях pm, n, kT коэффициент χ равен ~1. При этом намагниченность насыщения Ms ~ 104 А/м. Физические свойства некоторых магнитных жидкостей в соответствии с [10] приведены в табл.2.
Номинальные характеристики магнитных жидкостей (298 К).
Магнитные жидкости нашли широкое практическое применение в устройствах магнитожидкостного уплотнения (герметизирующих устройств) и в качестве магнитной смазки. Герметическая изоляция объемов с разным давлением - сейчас наиболее развитая область приложения магнитных жидкостей. Магнитные жидкости используются в качестве не протекающего динамического уплотнения между вращающимся валом и неподвижным корпусом. Уплотнители имеют широкое применение как устройства, сохраняющие давление, вакуум и исключающие какую-либо утечку.
Предельный перепад давлений, который может обеспечить магнитная жидкость (на одну ступень уплотнения), может быть подсчитан по приближенной формуле [10]:
Δp=µ0·MsHmax=Ms·Bmax,
где Hmax и Bmax - максимальное значение напряженности и индукции поля в рабочем зазоре. Так как в реальных конструкциях напряженность магнитного поля в зазоре достигает 106 А/м, то магнитная жидкость находится в состоянии насыщения: М (Н)=MS. Для магнитной жидкости с намагниченностью MS=60 кА/м и индукцией Bmax=1,8 Тл удерживаемый перепад давлений Δр=105 Па или примерно 1 атм.
На фиг.1, 2 приведена схема ГПМ, предложенная в [7] для воспроизведения и измерения малых давлений.
На фиг.3 представлена схема манометра абсолютного давления (МАД) принятого за прототип.
На фиг.4. Схема поршневой пары, используемой в поршневых манометрах абсолютного давления (МПА).
На фиг.5…13 представлены некоторые варианты схем манометрических устройств с поршневыми парами, организованными структурно-сопряженными магнетиками (ППОССМ) и варианты схем ППОССМ по заявленному способу измерения и воспроизведения малых давлений.
На фиг.5, 6 представлены схемы манометрических устройств с ППОССМ; материал поршневых пар: поршень-диамагнетик, цилиндр-ферромагнитный магнитно-мягкий & магнитно-твердый материал (фрм. м.-м. & м.-т.м.), основа СПМ-жидкий диэлектрик.
На фиг.7. Схема манометрического устройства с ППОССМ (поршень-фрм. м.-м. & м.-т.м., цилиндр-диамагнетик, основа СПМ-жидкий диэлектрик).
На фиг.8. Схема ППОССМ (поршень - диамагнетик, цилиндр -фрм. м.-м. & м.-т.м.; основа СПМ-жидкий диэлектрик).
На фиг.9. Схема ППОССМ (поршень-фрм. м.-м. & м.-т.м.; цилиндр-диамагнетик; основа СПМ-жидкий диэлектрик).
На фиг.10. Схема ППОССМ (поршень-фрм. м.-м. & м.-т.м.; цилиндр-диамагнетик; основа СПМ - электропроводящий жидкий металл).
На фиг.11. Схема ППОССМ для повышенных уровней давления (поршень-диэлектрик; цилиндр-набор идентичных секций из фрм. м.-м. & м.-т.м.; основа СПМ-жидкий диэлектрик).
На фиг.12. Схема манометрического устройства для измерения малых давлений, использующая обратный электромагнитный преобразователь (ОЭМП), с ППОССМ (поршень-диэлектрик, цилиндр фрм. м.-м. & м.-т.м.; основа СПМ-жидкий диэлектрик).
На фиг.13. Схема манометрического дифференциального устройства с ППОССМ для измерения малых перепадов давления.
Базовым звеном предлагаемого манометрического устройства (фиг.5) является новый тип поршневой пары. Он состоит из поршня 1, образованного полым цилиндрическим тонкостенным (δ≤1 мм) стаканом из диамагнитного материала. (Например, углепластика, ситалла, кварцевого стекла, из сплавов бериллия, меди, серебра) и цилиндра 2, образованного двумя соосно расположенными в одной плоскости кольцеобразными постоянными магнитами 3. Торцевые поверхности магнитов связаны ярмом 4 и заканчиваются полюсными наконечниками 5 из магнитно-мягкого материала с высоким значением магнитной проницаемости, образующими небольшую кольцевую щель-зазор (~1,5…2,0 мм).
Магниты 3 выполнены из магнитно-твердого вещества с большим значением магнитной индукции Br и коэрцитивной силы Hc (Hc>100 кА/м), т.е. характеризуются большим значением магнитной силы (В·H).
Для этого можно использовать ферриты (например, 25 А150; 28 БА190) или постоянные магниты из редкоземельных металлов (РЗМ, например CmCo5).
Примечание. Ферриты бария и стронция обладают структурной стабильностью неограниченное время. Статические и динамические нагрузки на магнит не вызывают изменения их магнитных параметров вплоть до разрушения магнитов. При нагревании магнитных систем с ферритовыми магнитами до 300°С необратимых изменений намагниченности не происходит. Кривая возврата большинства марок ферритовых магнитов в достаточно широком диапазоне напряженности полей совпадает с кривой размагничивания. Поэтому в большинстве случаев магниты намагничивают до сборки без ухудшения параметров системы [12].
Ярмо 4 и полюсные наконечники 5 следует выполнять из магнитно-мягких материалов, например, из электротехнической стали (ГОСТ 3836-83) с нормированными свойствами в сильных постоянных полях (стали 20864, 21864, 11862); угловой скос полюсных наконечников -30…45°, ширина площадки полюсного наконечника Δ~0,8 мм. Такое конструктивное построение цилиндра 2 в виде замкнутой магнитной системы с малым щелевым зазором, позволяет иметь пренебрежимо малые поля магнитного рассеяния, которые не влияют на функционирование весового устройства 12.
Примечание. Как отмечено выше, ярмо 4 и полюсные наконечники 5 следует выполнять из магнитно-мягких материалов, которые обладают высокой начальной и максимальной магнитной проницаемостью, малой коэрцитивной силой, и небольшими потерями на гистерезис. Типичными магнитно-мягкими ферромагнитными материалами являются железо и его сплавы с кремнием, а также сплавы железа с кобальтом (пермендюры).
Электротехническая сталь (э.с.) [13, 14] с высокой магнитной проницаемостью содержит 0,03…0,02% углерода и незначительное количество примесей. Различают э.с. нелегированную и легированную кремнием. Нелегированная э.с. представляет собой технически чистое железо, низко- и среднелегированные э.с. условно называют динамными. Содержащийся в э.с. кремний повышает электрическое сопротивление, уменьшает удельные потери энергии (на гистерезис и вихревые токи), снижает индукцию насыщения. В предложенных устройствах нет процессов перемагничивания, они работают в постоянных магнитных полях. Поэтому в качестве э.с. следует использовать низкоуглеродистую бескремнистую кипящую сталь (армко-железо): С<0.035%, <0.08% Mn≤0.03% S, 0.05% O2; ≤0.010% N2, (кремния следы), или раскисленную алюминием спокойную сталь (0,17…0,20% Si; 0.10…0.20% Mn; ~0,005% O2).
Спокойная сталь, содержащая менее 0,2% Si, отличается высокой пластичностью, магнитной проницаемостью (>3500…4500), Магнитной индукцией B25~ (1,55…1,625 Тл) в поле напряженности 2500 А/м, индукцией насыщения 2,15 Тл и коэрцитивной силой <125 А/м, являющейся аттестационной характеристикой.
Поршень 1 входит в кольцевой щелевой зазор цилиндра 2 между полюсными наконечниками 5 свободно в силу выбранных взаимно согласованных размеров. Зазор между цилиндром 2 и поршнем 1 заполняется жидким суперпарамагнетиком («магнитной жидкостью») 6, в количестве, достаточном для заполнения зоны неоднородного магнитного поля с градиентом напряженности 

Магнитная жидкость 6, в силу своих свойств, рассмотренных выше, полностью заполнит и ликвидирует зазор между поршнем 1 и цилиндром 2, образовав сплошное жидкостное консолидированное с полюсными наконечниками 5 кольцо, которое рассекается по его середине поверхностями стакана поршня 1.
Образованное таким образом магнитожидкостное кольцо из СПМ среды 6 в сильно неоднородном магнитном поле зазора обладает целым рядом ценных технических свойств и качеств:
- во-первых, оно, будучи по сути жидким и текучим, естественно, обеспечивает сплошность контактной границы (без каких-либо пробелов и пустот) между поршнем 1 и цилиндром 2, и, таким образом, эффективная площадь поршня 1 это внутренняя площадь сечения полости его стакана (по месту жидкостного охвата); ее можно измерить весьма точно;
- во-вторых, оно устойчиво центрирует поршень 1 по срединной линии зазора за счет магнитостатической силы и восстанавливает это положение при любых случайных радиальных отклонениях, то есть в такой поршневой паре принципиально исключены явления заедания, засорения, сухого трения;
- в-третьих, оно, в силу своей консолидации в градиентном магнитном поле полюсных наконечников обладает характеристикой вакуум-плотной среды герметизирующей заполняемый им щелевой зазор, и способно удерживать перепад избыточного (либо вакуумного) давления до ~105 Па (~1 атм);
- в-четвертых, оно не нагружает контактную границу раздела между жидкостью 6 и телом поршня 1 силами давления и, в то же время обеспечивает герметичность разделенных поршнем 1 внутренних и внешних сред (перед поршнем и за поршнем);
- в-пятых, вращение поршня 1 с малой угловой скоростью со (это предотвращает процесс оседания и агломерации магнитных частиц в полях действия сильных массовых сил, обеспечивая сохранение равновесной концентрации частиц в объеме коллоида) проходит практически без трения. Поэтому оно не сопровождается механической и температурной деструкцией жидкой фазы, как это происходит в ГПМ-х. Этому способствует большая ширина жидкостного слоя СПМ 6, заполняющего зазор, которая в десятки тысяч раз больше, чем ширина зазора в ГПМ.
Предлагается также использовать и другой фактор снижения трения путем соответствующего выбора жидкой основы парамагнетика 6, учитывающей его адгезионные свойства к материалу поверхности поршня 1. Придание свойств низкой смачиваемости материалу поверхности поршня 1 жидкостью 6 практически всегда можно изменить в требуемую сторону химико-технологическими приемами обработки поверхности. Достигается это путем нанесения соответствующих тонкопленочных лиофобных (к жидкой основе СПМ 6) покрытий поверхности.
Выбор основы СПМ 6 должен осуществляться в соответствии с задачами измерения. Если в манометрическом устройстве предусматривается создание, как режима положительного избыточного давления, так и отрицательных давлений - разрежения (вакуума), то следует использовать жидкостную основу СПМ 6 с малым значением давления собственных насыщенных паров.
Диск днища поршневого стакана 1 конструктивно несколько расширен и выходит за габарит вертикальной стенки стакана. Периферия диска днища (представляющего собой круг из тонкой пластины углепластика) несет узкую круговую кайму электролитического (фольгированного) медного покрытия 7. Это обмедненная кайма 7 позволяет обеспечить вынужденное вращение диска (а, следовательно, и всего поршня 1) за счет возбуждения индукционных вихревых токов в медной кайме 7 и их взаимодействия с магнитным полем датчика-индуктора, питаемого генератором 8. Поршень 1, через ось штока 9 (топовая часть которого заневолена во внутренней обойме прецизионного шарикоподшипника, установленного в коробке 10 по центру симметрии) опирается своим керном на подушку-опору 11, расположенную на грузоприемной чашке электронных весов 12.
Поршневая пара 1,2 образует конструктивный блок, подсоединенный к одному из патрубков коммутационной распределительной крестовины 13. Крестовина 13 снабжена по своим оконечностям группой вентилей 14, 15, 16. Вентиль 14 обеспечивает прямое подключение крестовины 13 к внешней среде (атмосферному воздуху). Вентиль 15 коммутирует пневмоканал блока задатчика давления 17, создающего два режима давления: разрежения (вакуумной откачки); избыточного давления-нагнетания. Вентиль 16 подсоединяет пневмоканал поверяемых рабочих СИ давления 18.
Работа предлагаемого устройства фиг.5. протекает следующим образом.
Наличие вентилей 14, 15, 16 позволяет провести раздельно проверку на герметичность эталонной манометрической системы и поверяемого рабочего СИ 18. Такого рода операция обязательна перед началом проведения поверки или калибровки СИ, так как пневматические цепи и узлы рабочих СИ 18 не идеальны (особенно после межповерочного периода их эксплуатации) и уровень допустимой для них утечки давления (допустимой негерметичности) обычно указан в технической документации на изделие. В связи с этим, как правило, задатчик давления 17 рассчитан на работу с учетом возможного расхода газовой среды на утечки (при сохранении значения поддерживаемого давления в поверяемой точке) через неплотности коммуникационных пневматических соединений.
Работу эталонного манометрического устройства в режиме задания избыточного давления можно представить довольно просто. Для этого надо принять во внимание, что в любой электронной весовой системе 12 (дальше по описанию просто - эл. весы) всегда обеспечиваются три режима функционирования: начальное обнуление, учет веса тары (исключение, компенсация веса тары из результата взвешивания) и измерение массы. Поэтому вначале измерения суммарный вес, образованный весом поршня 1, штоком 9, опорой 11 компенсируется - обнуляется; затем при открытых вентилях 15, 16 (14 - закрыт) от задатчика 17 начинают постепенно подавать (нагнетать) давление рх. Изменения давления могут быть представлены любого вида функцией: непрерывно-гладкой, ступенчатой, возрастающей от min до max и наоборот.
Давление рх воздействует на поршень 1, который интегрирует его по своей площади Sп в значение силы 
Здесь следует отметить те преимущества, которые возникают от применения эл. весов 12, как важной и неотъемлемой части предлагаемого манометрического способа.
По сравнению с применяемыми в МАД и МПА системами уравновешивания, электронные весы 12 характеризуются существенно большими функциональными возможностями. Кроме того, такие весы обладают очень высокими метрологическими и эксплуатационными показателями благодаря применению в них микропроцессорных и вычислительных блоков.
Последние либо встраиваются в весы (блоки управления подготовкой весов к работе, контроля и диагностики неисправностей, автоматической корректировки при изменении внешних условий), либо подсоединяются к весам в виде специальных приставок по мере необходимости (блоки обработки, регистрации, вывода данных и управлению работой при серийных типовых анализах).
Электронные весы 12 автоматически подготавливаются к взвешиванию их включением. При этом на измерительную часть весов накладывается встроенная контрольная гиря. Если создаваемая ею нагрузка не соответствует показаниям весов, автоматически вводятся поправки, учитывающие температуру воздуха, дрейф нуля, разницу значений свободного ускорения g, соответственно в местах исходной градуировки go и эксплуатации весов gm (gm - местного значения свободного ускорения), а также погрешности их установки по уровню. Подготовку весов, которая продолжается всего несколько секунд, можно повторить в ходе работы, устраняя каждый раз влияние текущих изменений внешних воздействий. Такая подготовка весов, наряду с повышением быстродействия и точности измерений, способствует снижению требований к условию применения весов (например, диапазон рабочих температур в лучших моделях расширен до 10-40°С; функции адаптации к условиям окружающей среды и требованиям применения позволяют осуществлять выбор от 1 до 4 оптимальных уровней фильтрации; имеется функция автоматического отслеживания нуля и т.д.).
Электронные весы 12 с микропроцессорными и вычислительными блоками обладают большей, чем механические весы, устойчивостью к колебаниям основания. Микропроцессорное устройство многократно измеряет ток в компенсационной силовой катушке и вычисляет осредненное значение массы, практически свободное от помех, вызываемых малыми колебаниями основания, а при больших колебаниях вырабатывает предупредительный сигнал. Обновление дисплея (в зависимости от выбранного уровня фильтрации) от 0,1÷0,4 с.
В результате продолжительность взвешивание в диапазоне непосредственного отсчета показаний, равном, как правило, mmax, на электронных весах не превышает единиц секунд.
Все электронные весы имеют аналоговый и цифровой выход со стандартными сигналами, встроенный интерфейс (RS-232, C-S/V24-V28, IEEE488), возможность подсоединения ПК 19, что позволяет вести цифровую распечатку данных, графопостроение.
В памяти микропроцессорного блока, встроенного в весы, заложены постоянные программы: подготовка к работе, проверки на функционирование, компенсация тарной нагрузки, диагностика причин отказов. Помимо этого к весам может быть подключен блок программного управления и обработки данных с банком типовых программ. Наличие которых позволяет обеспечить вычисление действующего давления px по результату измерения силы 
Необходимые данные по конкретным изделиям можно получить из проспектов фирм-производителей электронной весоизмерительной техники, таких как Меттлер, Эртлинг, Сарториус, Симадзу, Госметр, Сартагосм и др.
Использование электронных весов 12 позволяет проводить поверку и калибровку рабочих СИ 18 при воспроизведении отрицательного избыточного давления в режиме разрежения (вакуумной откачки), создаваемого задатчи ком 17.
Для обеспечения этого режима проводят предваряющие мероприятия, которые заключается в следующем.
На период измерений отрицательных избыточных давлений следует исключить возможность отрыва керна штока 9 от подушки-опоры 11, а последней от чашки эл. весов, что не представляет технической трудности. Выполнив эту операцию, включить эл. весы 12 и провести начальное обнуление. Положить на чашку весов груз общей массой равной максимальной нагрузке весов mmax. Показания эл. весов 12, естественно, должны соответствовать приложенной массе. Задатчик 17, работающий в режиме, создающем плавное разряжение (вакуум) подключается через вентиль 15 к распределителю 13 и снижает давление в пневмосистеме над поверхностью поршня 1, что сопровождается ростом эквивалентной подъемной силы, действующей на внешнюю поверхность поршня 1 за счет воздействия атмосферного давления. Отражение этого процесса на дисплее весов 12 сопровождается постепенным плавным уменьшением показаний от mmax до нуля. Текущие значения воспроизводимого (измеряемого) давления вычисляются как:
где mmax - максимально допустимая нагрузка, для выбранного типа весов, кг,
mx - текущее значение, показанное дисплеем эл. весов 12, причем 0≤m≤mmax, кг,
gm - местное значение ускорения свободного падения, м/с2,
Sп - площадь поршня, м2.
Можно провести оценку возможностей предложенной схемы фиг.5, задавшись некоторыми конструктивными параметрами. Например, при площади сечения поршня 1 (определяемого по внутреннему сечению стакана поршня) SП=10 см2 и при точности изготовления отверстия стакана поршня по квалитету IT01, т.е. ~0,3 мкм, относительная погрешность определения площади не превысит δ≤0,3·10-6. Допустим, что при этом использовались весы класса Е2 с максимальной нагрузкой 500 г (например, электронные весы фирмы "Sartorius", Model С 500 на 500 г) с разрешением 50 мкг, позволяющие осуществлять взвешивание с относительной погрешностью δ≤10-7, что оценочно дает суммарную погрешность δΣ≈10-6, то тогда при давлении в 0,01 Па сила, измеренная весами, будет составлять 10-5 Н, что примерно соответствует массе 1,01972 мг при gнорм=9.80665 м/с2, а максимально допустимой нагрузке в 505 г будет соответствовать давление 4952 Па; т.е. порядка 5 кПа.
Уменьшив площадь сечения поршня до 1 см2 и применив весы фирмы "Sartorius" класса F1 с максимальной границей взвешивания 1 кг (~10 Н) можно полностью перекрыть диапазон от 0,01 до 105 Па. Причем, как в области положительных избыточных давлений, так и в области отрицательных давлений.
На фиг.6 приведена еще одна схема манометрического устройства с поршневой парой ОССМ по принципу действия, в основном, совпадающая с вышеописанной по фиг.5. Основное отличие схемы фиг.6 от схемы по фиг.5 - это создание сильной неоднородности магнитного поля (сильного градиента), в зоне щелевого зазора между диамагнитным поршнем 1 и цилиндром 2, являющимся одновременно и магнитопроводом 4.
Задача создания сильной неоднородности магнитного поля в щелевом зазоре решается посредством использования в этой конструкции только одного сильного магнита 3. В качестве материала последнего могут быть использованы магнитотвердые сплавы кобальта с редкоземельными элементами [12].
Соединения кобальта с самарием, празеодимом, церием, иттрием, лантаном обладают очень сильными магнитными свойствами. В этих сплавах по перитектической реакции образуются интерметаллические соединения вида R2Me7, RMe5, R2Me17 и другие, где Me - металл группы железа, R - редкоземельный элемент. Соединение кобальта с этими элементами типа RCo5 при намагниченности насыщения равной 0,77…1,2 Тл и температуре Кюри 375…725°С имеют очень большую магнитную кристаллографическую анизотропию с полями анизотропии напряженностью 2,4…23,2 МА/м. Наиболее технологически разработанными и экспериментально изученными соединениями являются соединения кобальта с самарием и соединения неодим-железо-бор.
Главным преимуществом РЗМ магнитов самарий-кобальт и неодим-железо-бор по сравнению с традиционными магнито-твердыми сплавами альни, альнико, магнико, тикональ, платиновыми сплавами - высокие магнитные свойства при существенно меньших размерах и весе.
Магнитная энергия постоянных магнитов на основе SmCo в 6 раз выше, a Nd-Fe-B в 10 раз выше, чем у постоянных магнитов из феррита стронция, бария.
Основные параметры магнитотвердых материалов на основе РЗМ: остаточная индукция Br составляет 0,8…1,37 Тл, коэрцитивная сила 900…2700 кА/м, максимальная энергия 200…370 кДж/м.
В настоящее время промышленностью выпускается четыре марки спеченных магнитно-твердых материалов на основе соединений кобальта с самарием и празеодимом по ГОСТ 21559-76. Изготавливаются магниты, как правило, в форме дисков, колец, пластин; форма и размеры магнитов могут быть изменены по требованию заказчика. В табл.3 приведены магнитные свойства материалов магнитотвердых спеченных по ГОСТ 21559-76.
В обозначениях марок материалов буквы обозначают:
К - кобальт; С - самарий; П - празеодим; А - улучшенная структура, а цифры соответствуют среднему содержанию самария или среднему содержанию самария и празеодима.
Неодим-железо-бор (приведены минимально допустимые значения параметров полей)


На фиг.7 приведена схема манометрического устройства с ППОССМ. Основное отличие приведенной схемы (от схем фиг.5, 6) является альтернативная замена материала деталей сборки поршневой пары. Поршень 1 образован из двух круговых пластин в виде дисков (с толщиной ~1…1,5 мм), изготовленных из магнитно-мягкого ферромагнитного материала с высоким значением магнитной проницаемости. Диски поршня являются по сути магнитопроводами 4 и полюсными наконечниками 5 постоянного магнита 3, размещенного между ними по центру симметрии. (И чтобы не загружать фиг.7, эти позиции в нем отсутствуют). Постоянный магнит 3 (высотой ~0,5÷1,5 мм, диаметром ~2,5÷4 мм), изготавливается из магнитно твердого материала с большим значением магнитной индукции Br и коэрцитивной силы Нс, иными словами с большим значением произведения (В·Н),то есть с большой магнитной энергией. Материал для магнита 3 - сплавы РЗМ, например, Nd-Fe-B.
Примечание. Магнитопроводы поршня 1 должны обеспечивать минимальный уровень магнитного рассеяния, создаваемого полем сильного магнита 3 и в силу этого обстоятельства должны выполняться из ферромагнитных магнитно-мягких материалов -сплавов с высокой магнитной индукцией технического насыщения. В качестве последних можно рекомендовать упомянутые ранее сплавы на железокобальтовой основе - пермендюры, обладающие наиболее высокой индукцией магнитного насыщения (до 2,4 Тл) при высокой температуре перехода в неферромагнитное состояние (точка Кюри ~950-980°С). Их высокая начальная магнитная проницаемость µ (700…1000) сохраняется в значительном интервале полей (до 200 А/м). Самыми высокими магнитными свойствами обладает сплав супермендюр (марка 49К2ФА), выплавляемый из особо чистых шихтовых материалов в вакуумных индукционных печах и подвергающийся окончательной термической обработке в вакууме с охлаждением в магнитном поле. Возможно, конечно, применение и других железо-кобальтовых сплавов (таких как 92 К, 27 КХ, 18 КХ-Ви, 48КНФ, 49 КФ, 49К2Ф), которые также используются для изготовления маг-нитопроводов полюсных наконечников и сердечников электромагнитов, соленоидов, силовых трансформаторов, магнитных усилителей и т.д. Полуфабрикаты из сплавов изготавливаются в виде поковок, прутков, полос, холоднокатаных лент, листов и проволоки.
При рассмотрении особенностей манометрического устройства фиг.7 следует, вероятно, остановиться еще только на выборе материала цилиндра 2, который по оговоренной характеристике должен быть диамагнитным. Диамагнитность цилиндра 2 обеспечивает устойчивость коаксиального положения поршня 1 (по отношению стенки цилиндра 2) за счет воздействия магнитных объемных сил на жидкий СПМ 6. Последний, заполняя щелевой зазор между магнитопроводами 1 (4) в градиентном поле сильного магнита 3, всегда обеспечивает жидкую граничную периферию между поршнем 1 и цилиндром 2. Давление интегрируется площадью Sц внутреннего сечения цилиндра 2.
Комплексу конструктивно-эксплуатационных требований, предъявляемых к диамагнитным материалам цилиндра 2, отвечает достаточно большое количество веществ: стекло, керамика, композиты на основе высокопрочных волокон (стеклянных, углеродных, борных и т.д.), упомянутые ранее диамагнитные металлы Be, Cu, Bi, Ag и сплавы на их основе.
Следует отметить, что такой большой выбор возможных материалов для изготовления цилиндра 2 связан с малыми механическими нагрузками на поршневую пару, и поэтому на первый ряд при выборе материала выходят иные показатели, характеризующие долговечность, коррозионную стойкость, а также технологичность изделия, которые должны позволить получить возможно меньшую трудоемкость изготовления деталей изделия.
Наиболее перспективным для применения, по мнению заявителей, следует признать углепластики и графитопласты.
Углепластики - композиты на основе высокопрочных углеродных волокон - наряду со стеклопластиками и органопластиками являются наиболее перспективным видом композитных материалов для изготовления деталей цилиндра 2, штока 9 по фиг.7, (поршня 1, штока 9 по фиг.5, 6). Их отличают высокие удельные характеристики жесткости, термостойкости до ~200°С, низкий коэффициент линейного расширения материала, эрозийная стойкость и стойкость к агрессивным средам.
В качестве армирующих элементов в конструкционных углепластиках применяются непрерывные волокна в виде нитей, ткани, нетканые материалы. В качестве матриц - эпоксидные, эпоксифенольные, полиимидные и другие смолы.
Плотность углепластиков, таких как КМУ-2У ~1,4 г/см3, а слоистых органопластиков из арамидных волокон Кевлар-49 ~1,3 г/см3.
Работа манометрического устройства фиг.7 в целом аналогична работе устройств, рассмотренных раньше по фиг.5, 6. Вероятно, здесь следует обратить внимание на то, что в ППОССМ деталь, площадь которой интегрирует измеряемое давление px в силу Fx, является всегда деталью, выполненной из диамагнетика (будь то поршень - Sп, будь то цилиндр - Sц).
Значение размера площади определяется измерением действительной площади сечения детали плоскостью нормальной к оси симметрии детали. Заметим, что формально говоря, в ППОССМ никаких зазоров между поршневыми парами нет - это нулевое сопряжение деталей по полю допусков (для соединения отверстие-вал (Hh): СПМ жидкость не может иметь зазоров.
Предложенный вариант поршневой пары фиг.7 отнюдь не исчерпывает возможности других конструктивных решений поршневых пар, образованных структурно-сопряженными магнетиками.
На фиг.8 ППОССМ образована последовательностью пары кольцевых магнитов 3, охваченных магнитопроводами, которые в своей совокупности образуют тело цилиндра 2, в полости которого находится поршень 1, выполненный из диамагнетика в виде пустотелой герметичной цилиндрической гильзы. Рабочей поверхностью, принимающей и интегрирующей давление, является площадь Sп поперечного сечения поршня 1. Сходящиеся между собой полюсные магнитопроводы образуют малые кольцеобразные щели, магнитное поле в которых имеет сильные градиенты в плоскости, перпендикулярной оси цилиндра. Причем градиент 
Предлагаются следующие материалы для изготовления поршневой пары: магниты 3 - из РЗМ на основе Nd-Fe-B; поршень 1 - диамагнетик на основе гетероволокнистых композитов (типа органобор, бор-, угле-, углеоргановолокнита) с малым коэффициентом линейного расширения ~4·10-6 К-1 Возможно также изготовление поршня 1 из боросиликатного стекла (ГОСТ 10135-62), либо кварцевого стекла, (ГОСТ 10135-62); ось штока 9 - углепластик КМУ-2У, магнитопроводы 2 (образующие тело цилиндра) - сплав 49 КФ, или 92 К; СПМ 6 - на основе полисилоксановых или перфторированных жидкостей; присоединительную и оконечную части поршневого блока-модуля 20 - из ситалла марки 13-56а.
В целом структура построения поршневой пары фиг.8 аналогична ранее уже рассмотренным вариантам фиг.5, 6, в которых цилиндры 2 также представляли собой ферромагнитные сборки, включающие в себя твердые магниты 3 и магнитно-мягкие полюсные магнитопроводы 4, а поршни 1 выполнялись из диамагнитных материалов.
Возможны и другие решения. На фиг.9 представлен вариант ППОССМ (графическое сечение), в котором тело поршня 1 выполнено сходящимися между собой полюсными участками магнитопроводов 4, внешняя поверхность которых является эллипсоидом вращения. Эллипсоидные скорлупообразные полюсные магнитопроводы 4 состыковываются своими центральными стволами с торцами магнита 3, который расположен по большой оси эллипсоида и по оси симметрии цилиндра 2. Магнит 3 расположен несколько ниже цента эллипсоида (точки пересечения его главных осей). Полюсные магнитопроводы 4 не идентичны по своим массам и габаритам: нижняя часть магнитопровода 1, (4) имеет несколько больший размер и более массивна, чем его верхняя часть 1, (4). Это обеспечивает понижение центра тяжести (ЦТ) сборки поршня 1; теперь он находится ниже центра симметрии тела. Обе половинки магнитопроводов, образующих эллипсоид вращения, сходясь между собой, образуют узкую кольцевую прорезь-щель, которая расположена несколько выше мидельного сечения эллипсоида. Такое конструктивное решение позволяет обеспечить лучшую остойчивость поршня 1 внутри цилиндра 2, находящегося в режиме вращения с частотой со, и позволяет сохранять это положение при случайных отклонениях оси цилиндра 2 (оси симметрии) от вертикали.
Построение поршневой пары по такой схеме позволяет иметь очень малые поля магнитного рассеяния. Обеспечить устойчивое центрирование поршня 1 внутри цилиндра 2 за счет магнитостатических объемных сил СПМ 6. Создать надежное вакуум - плотное перекрытие зазора между поршнем 1 и цилиндром 2 (сопряжение которых выполнено по свободной посадке) СПМ 6 («магнитной жидкостью»). Конструктивно проще решить задачу обеспечения вращения поршня 1 и передачу силы давления на весовое устройство 12. Площадь, интегрирующая давление Sц, численно равна точно измеренной площади сечения цилиндра 2, в области нахождения поршня 1.
Рекомендуемые конструкционные материалы для поршневой пары (см. фиг.9): тело поршня 1 (которое одновременно выполняет роль магнитопровода 4) - пермендюр 49К2ФА; цилиндр 2 - кварцевое стекло (ГОСТ 10135-62) с внутренним лиофобным пленочным покрытием по отношению к жидкой основе СПМ 6, обеспечивающим несмачивание поверхности цилиндра 2. Например, поверхность кварцевого стекла должна быть гидрофильной, если выбранная основа магнитной жидкости углеводороды или силиконовые жидкости. Рекомендуемые материалы: магнит 3 выполнить из РЗМ, типа самарий-кобальт (SmCo5; Sm0,5 Pr0,5 Co0,5), или неодим-железо-бор; жидкий СПМ 6 («магнитная жидкость») - плотность ρ ~ 0,8…1,8 г/см3; намагниченность насыщения Ms ~ 10…60 кА/м; концентрация магнитной фазы φм ~ 0.125, концентрация твердой фазы φs ~ 0,18; ось штока 9 - углепластик, боропластик.
На фиг.10 приведена схема (дано графическое сечение) ППОСМ, особенностью которой является использование жидкого металлического суперпарамагнетика 6 на основе ртути, который позволяет, без особого труда, обеспечить несмачиваемость границы раздела: внутренняя поверхность цилиндра 2 - жидкий СПМ 6.
На фиг.10 поршень 1, (4), образованный телом магнитопровода 4, выполнен в виде шайбы с тороидальной выборкой материала магнитопровода в непосредственной близости к его внешней, периферийной области. Сразу же за щелевой прорезью магнитопровода 4 по входу расширяющейся полости установлены кольцевые полосы толстопленочных магнитов 3 из РЗМ марки КСП37А.
Примечание. Напомним, что узкая щелевая прорезь (с углами расширения ~30…45°) в цепи магнитопровода сильного магнита 3 позволяет получить сильно выраженную неоднородность поля с градиентом напряженности магнитного поля ~107…109 А/м2. И при условии заполнения ее СПМ 6, с намагниченностью насыщения Ms ~ 100 kA/м при плотности жидкой основы ρнg ~104 кг/м3, получить значение объемной магнитной силы 
Принятое размещение магнитов 3 на фиг.10 позволяет свести к минимуму магнитное поле рассеяния. В этом проявляется известная закономерность: энергоемкость материала (В·Н) является одним из важнейших факторов снижения рассеяния, так как чем выше значение магнитной энергии, приходящейся на единицу объема вещества, тем меньше объем магнита и рассеяние его потока.
Шайба поршня 1 помещена в тонкостенный стакан 2 (~0,2 мм) из меди, внешняя поверхность которого активирована на адгезию с ртутной основой СПМ 6. Таким образом, обеспечивая устойчивое смачивание и покрытие меди ртутной пленкой, при полном отсутствии смачивания ртутной основой 6 стеклянной (кварцевой) поверхности цилиндра 2.
Здесь в явном виде демонстрируется положительной эффект лиофильности и лиофобности поверхностей, которые, находясь в жидкостном контакте при наличии вращательно-поступательного движения испытывают ничтожное взаимное трение, при сохранении вакуумплотного разделения поршнем 1 объемов до (I) и за поршнем (II).
Площадь сечения Sц, по которому интегрируется измеряемое давление рх в силу Fx, передаваемую штоком 9 на весы 12 (последние на фиг.10 отсутствуют), есть внутреннее поперечное сечение Sц цилиндра 2: Fx=Sц·px.
Аналогичные результаты можно получить, если брать в качестве жидкой основы СПМ 6 галлий с присадками индия, олова, цинка, которые позволяют стабилизировать в этой жидкой среде коллоид ферромагнитных доменных частиц. Известно, что такие работы ведутся.
На фиг.11 представлена схема (графическое сечение) варианта построения поршневой пары из структурно-сопряженных магнетиков, позволяющая расширить значение верхней границы измеряемого и воспроизводимого давления, по сравнению со всеми ранее рассмотренными вариантами фиг.5…10.
Такая возможность расширения верхней границы избыточного давления получается за счет увеличения числа последовательно расположенных магнитных секций. В каждой из которых, на периферии ее полюсных магнитопроводов (в зоне сильно выраженной неоднородности магнитного поля), создано свое магнитно-жидкостное уплотнение между поршнем 1 и цилиндром 2, способное выдержать перепад давления ~105 Па. Периферийные зоны полюсов (сильно выраженной неоднородностью магнитных полей 
При внезапном скачке избыточного давления, способного прорвать магнитожидкостное уплотнение оконечной i-ой секции (и даже какой-то группы в их последовательности) ничего серьезного не произойдет. Прорыв газовой среды конечного объема внутрь i-й секции только несколько повысит запас ее энергии за счет наличия в ней газового объема Vi. (Согласно известному соотношению: (pi+δр)Vi=(m+δm)/M·ℜT, где Vi - газовый объем i-й секции, свободной от СПМ 6; pi - исходное давление газа внутри i-й секции; M - мол. масса газа, ℜ - универсальная газовая постоянная; Т - абс. температура; δр и δm - прирост давления и массы внутри i-ой секции при ее прорыве). И таким образом, на этот момент времени, давление выравнивается с давлением внешней для нее среды. Если полученного запаса энергии (в этой i-й «пробитой» секции) будет достаточно для прорыва магнитно-жидкостного барьера в другую (i-1) - соседнюю секцию, то произойдет и этот прорыв, сопровождающийся очередной потерей энергии и спада избыточного давления изначально пробитой i-й секции. Энергия (и мощность) процесса пробоя будет быстро затухать от i-й секции к (i-1)-й секции из-за дробления и перераспределения мощности, которая пропорциональна 
Каналы жидкостного прорыва не могут долго существовать во времени, они самоликвидируются, «залечиваются».
На фиг.11 (пунктирными стрелками вверх) показан процесс постепенного, последовательного вхождения поршня 1 в пространство гребенки магнитных секций, образующих цилиндр 2. Он связан с технологией процесса последовательного заполнения зазоров СПМ 6.
Рекомендуемые заявителем материалы для изготовления рассмотренной ОССМ поршневой пары: диамагнитный поршень 1, шток 9 - углепластик или армидопластик (например, КМУ-2У, производимый в РФ; Р313, или AS/4397 - в США). Наборный цилиндр 2 - сборка из n магнитных секций. Каждая секция содержит магнит 3 и пару круглых плоских шайб полюсных наконечников. Материал магнитов 3 - РЗМ типа КСП37А, толстопленочное плоское кольцо; магнитопровод - магнитомягкие железокобальтовые сплавы типа 27КХ, 49К2ФА (супермендюр); СПМ 6 - на основе перфторированных жидкостей со значением магнитного насыщения Ms ~ 20…40 кА/м, по позиции 7 - электролитическое медное покрытие (фольгирование).
Поршневая пара фиг.11 будет характеризоваться значительно большей защищенностью от действия механических помех (по сравнению с рассмотренными ранее вариантами фиг.5…10), потому что набор n магнитных секций выполняет одновременно функцию механического амортизатора, а также повышает нечувствительность поршневой пары к малым наклонам. По другим показателям (как и в предыдущих вариантах) имеем: малый вес (массу) подвижной части 1; хорошие показатели устойчивости и центрирования (расположение центров масс на главной оси инерции); унифицированность, технологичность, взаимозаменяемость, низкую трудоемкость.
На фиг.12 представлена схема манометрического устройства с ППОССМ с магнитоэлектрическим принципом уравновешивания.
Принцип магнитоэлектрического обратного преобразования (МЭОП) широко используется в устройствах цифровых бескоромысловых весах и в наиболее точных приборах для измерения давления. Принцип действия МЭОП поясняется на фиг.12. Диамагнитный уравновешенный поршень 1, поданное на него давление рх, интегрирует в значение силы, подлежащей измерению, 
Этот преобразователь, имеющий емкость Сх=f(x), включается в измерительный мост, питаемый от высокочастотного генератора 27. При действии силы 
Выпрямленный ток I подается на обмотку 24 таким образом, чтобы сила Fβ=β·I, создаваемая в рекзультате взаимодействия тока I, с магнитным полем, была направлена навстречу измеряемой силе и уравновешивала ее. Сила, возникающая при взаимодействии электрического тока I, протекающего по катушке 24 в поле постоянного магнита 25 определяется формулой Fβ=βэм·I=B·l·W·I, где В - индукция в зазоре магнита 25, l - средняя длина витка катушки, W - число витков катушки 24.
В конструкции предусмотрена специальная обмотка магнитодвижущей силы (м.д.с.) 30, которая компенсирует м.д.с. катушки 24, вызывающей изменение индукции В магнита 25 вследствие воздействия на него м.д.с., создаваемой при прохождении тока через катушку 24, - обмотка R0. Ток в обмотке 30 и создаваемую им дополнительную м.д.с, можно регулировать перемещением движка на резисторе R1, таким образом, чтобы погрешности гистерезиса и линейности были минимальны по всему рабочему диапазону прибора.
Работа ОЭМП описывается уравнением Fx=Fβ+ΔF, и о значении измеряемой силы можно судить по току I, измеряемому по падению напряжения на образцовом резисторе RH. Поскольку значение ΔF равно не более (0,01…0,001)Fβ, то точность преобразователя определяется в основном точностью обратного преобразования, то есть, стабильностью коэффициента β. Силы, создаваемые МЭОП для весовых систем, достигают 10…102 H. Погрешности лучших вариантов МЭОП оцениваются значениями порядка 0,01…0,005%.
В схеме фиг.10 используется уравновешенный поршень 1. Для чего используется его подвеска на бороуглеродной нити 31 к диамагнитной сфере 32 (стекло, ситалл, углепластик), находящейся в зоне устойчивости равновесия (левитации). Эта зона создана объемными магнитостатическими силами внутри жидкостного объема действием пары кольцевых противостоящих друг другу одноименными полюсами магнитов 33, размещенных в ферромагнитном экране 34.
Построение и работа ОССМ поршневой пары фиг.12 аналогичны ОССМ поршневой пары фиг.8.
На фиг.13 представлена схема возможного варианта манометрического дифференциального устройства с ППОССМ, которую можно реализовать при дифференциальных воспроизведениях и измерениях малых давлений.
Необходимость измерения разностных давлений вытекает из структур построения измерения расхода газа (и жидкостей) сужающимися устройствами.
Для построения эталонных устройств дифференциального давления требуется наличие двух линий (каналов) давления: линии повышенного давления (положительного избыточного давления) и линии пониженного давления (отрицательного давления), точное знание перепада давления между которыми является задачей измерения.
Образцовый дифференциальный датчик на основе поршневой пары ОССМ организуется схематически довольно просто. Он образуется как результат совмещения идентичных структур двух датчиков относительно плоскости днища поршневого стакана (в виде зеркального отражения). По сути, в качестве исходной структуры для построения дифференциального датчика мог бы подойти любой из вариантов ППОССМ фиг.8, 9, если торцовые части поршневых пар задействовать так, как показано на фиг.13.
Нетрудно убедиться, что схема фиг.13 в основном схожа с ранее рассмотренными схемами фиг.5, 6. Разница здесь лишь в изменении структуры передачи силового воздействия от давления рх на поршень 1 к эл. весам 12. Нити 31, обеспечивающие подвеску поршня 1 к эл. весам 12 и обеспечивающие торсионную связь его с блоком 8 (принудительного вращения), проходят через слои магнитно-жидкостного уплотнения СПМ 6, заполняющих отверстия в кольцевых миниатюрных магнитах 35.
Для конструктивной компактности магниты 3 (фиг.13) желательно выполнить из толстопленочных интерметаллических сплавов РЗМ (типа КСП37А); линии подвесов 31 поршня 1 к эл. весам 12 (или ОЭМП) и к устройству блока 8 (принудительного вращения поршня) выполнить из боруглеродного волокна. Другие конструкционные материалы поршневой пары можно заимствовать из описаний материалов по фиг.7, 8.
Рассмотрим некоторую возможную последовательность функционирования схемы фиг.13.
Допустим, что операция обнуления (тарирования) веса поршня 1 и веса линий его подвесов 31 уже выполнена. Убедимся, что нижняя секция блока 17 (разрежение «-», вакуумирование) отключена; через секцию «-» нижняя группа вентилей 15,16 открыта на атмосферу. Верхняя секция блока 17 (нагнетания «+») - работает, клапаны 15, 16 открыты на верхний распределитель 13 и на «+»-ю камеру дифференциального датчика 36. На поверхность днища поршня 1 действует по нарастающей функции положительное избыточное давление 



Это обычный вариант измерения дифференциального избыточного давления: в положительную камеру поверяемого дифференциального датчика 36 подается давление, а отрицательная камера датчика 36 открыта на атмосферу.
Рассмотрим другой вариант измерения. Верхняя секция блока 17 (нагнетание «+») отключена; верхняя группа вентилей 15, 16 открыта на атмосферу, то есть, верхняя полость стакана поршня 1 находится под атмосферным давлением.
Нижняя секция блока 17 (разрежение «-»), вакуумной откачки, работает; нижние вентили 15, 16 открыты на свой нижний распределитель 13 и минусовую камеру дифференциального датчика 36. Этот режим позволяет создать нарастающее во времени разрежение под днищем стакана поршня 1: 



Естественно, что возможна и одновременная совместная работа секций блока 17 (как нагнетания «+», так и разрежения «-»). Эл. весы 12 в этом случае будут измерять сумму сил, а перепад давления, прилагаемый к камерам дифференциального датчика 36, будет представлен в виде зависимости: от 
Наконец, не вдаваясь далее в подробности, скажем, что представленная на фиг.13 структура ППОССМ вполне пригодна для измерения (воспроизведения) абсолютного давления в диапазоне от ~0 до 

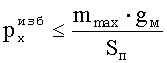
Основными отличиями, достоинствами и новыми положительными качествами заявляемого решения являются:
- Повышение точности измерений малых давлений в диапазоне 0,01…105 Па не менее, чем на два-три порядка, которое обеспечивается за счет использования поршневых пар со структурно-сопряженными магнетиками, имеющих малоинерционные поршни. Вес поршней при любых вариантах построения ППОССМ весьма мал: от первых единиц грамм до первых десятков грамм, причем он полностью и с большой точностью может быть скомпенсирован эл. весами в режиме тарирования. Этот результат достигается также за счет значительного снижения трения в поршневой паре. Он достигается также за счет более точного и однозначного определения площади сечения поршня (или цилиндра), а также за счет существенного снижения влияния механических помех на результат измерения. Все это в совокупности позволяет применять более точные и чувствительные электронные системы измерения и уравновешивания (эл. весы, или ОЭМП).
- Повышение быстродействия и разрешающей способности измерения (во временном и силоизмерительном понятиях). Напомним, что неуплотненные поршни в ГПМ должны работать только в статическом режиме, такова специфика их работы. Это обстоятельство предопределило их систему уравновешивания. ППОССМ, работающие совместно с эл. весами (или ОЭМП) позволяют измерять временные (низкочастотные) изменения давления, и это их явное преимущество.
Отметим, что многие положительные качества заявляемого способа вытекают прямо из постановки задачи: обеспечить измерение малых давлений в диапазоне от ~0,01 Па до ≤105 Па с основной приведенной погрешностью δ ~ 10-2÷10-3.
Очевидно, что в рамках этих требований, нет смысла закладывать в поршневую пару высокие прочностные характеристики, усугубляющие общую структуру и механику манометрического устройства. Следует отказаться от громоздких устройств уравновешивания и силоизмерения, гиреналожения, механики принудительного вращения поршня, механики, контролирующей уровень трения, подачи смазки, изолира-арретира и т.п. То есть не использовать при проектировании устройств измерения малых давлений разветвленной кинематики с твердыми звеньями.
Проектирование следует проводить нацеленное на создание предельно легкой поршневой пары, работающей с быстродействующей электронной системой уравновешивания и силоизмерения.
Предлагаемый способ измерения малых давлений с поршневой парой, организованной структурно-сопряженными магнетиками и с использованием эл. весов, в этом плане дает практически идеальное решение.
Масса подвижной части - поршня, выполненного из углепластика, не превосходит первого десятка грамм (при относительно больших значениях площади сечения ~10 см2; причем большей площади сечения Sп для измерений малых давлений просто не нужно), что почти в тысячи раз меньше, чем масса поршней в ГПМ. Отсюда ряд положительных качеств: малая инерциальная масса поршня позволяет повысить чувствительность, сократить время достижения уравновешивания; обеспечить статическое и динамическое уравновешивание при вращении поршня и тем самым исключить появление механического биения.
Примечание. В манометрических устройствах с ППОССМ, с поршнями, обладающими симметрией тел вращения, всегда выполняется равенство нулю векторной суммы весовых статических моментов 



Использование диамагнитных материалов для изготовления поршня (углепластика, ситалла, кварцевого стекла и других диэлектриков) закрывает вопрос коррозионностойкости. К этому перечню позитивных качеств, (которые, в принципе, могли бы быть и в ГПМ, при соответствующем подходе к их проектированию) добавляются новые свойства и положительные качества, присущие только поршневым парам, организованным структурно-сопряженными магнетиками.
- Использование современных ферромагнитных материалов (магнитов на основе РЗМ, магнитопроводов из армко-железа, мет-гласа, пермендюров) позволяет при правильно проведенном проектировании, достичь крайне малых полей магнитного рассеяния при одновременном создании сильной неоднородности магнитного поля в малых зазорах. Наличие сильных градиентов магнитного поля в щелевых зазорах обеспечивает плотное и надежное заполнение их СПМ. Следует отметить, что СПМ постоянно сохраняет объемно-позиционную связь с ферромагнитным телом; он с ним консолидирован объемными магнитостати-ческими силами, поэтому элиминирование зазора между поршнем и цилиндром выполняется надежно и вакуумплотно.
- Жидкая основа СПМ выбирается, исходя из свойств адгезионного и лиофильного смачивания ею ферромагнитного магнитно-мягкого материала одного из элемента поршневой пары и ее лиофобности к диамагнитному элементу этой пары (или к его пленочному поверхностному покрытию). В случае, если в манометрическом устройстве предусмотрен режим сильного разрежения (вакуумирования), то основа СПМ выбирается с возможно низким давлением собственных паров.
- Полное и надежное элиминирование зазора между поршнем и цилиндром с помощью СПМ проходит без ухудшения и нарушения свойств подвижности пары; появляется возможность проводить измерение площади сечения только у диамагнитной детали пары, которая лиофобна к жидкой основе СПМ; причем измерение площади проводится до сборки изделия.
- Применение СПМ отменяет требование изготовления неуплотненной поршневой пары с микронными зазорами, отменяет трудозатратные операции ручной слесарной притирки пары; предельно понижает требования по отклонениям формы и расположения; обеспечивает полную взаимозаменяемость деталей поршневой пары;
- Элиминирование зазора СПМ не только снижает вязкостное трение, и не только обеспечивает вакуумплотное разделение газовых объемов до и после поршня, но за счет действия объемных магнитостатических сил постоянно центрирует поршень по срединной линии зазора, придавая ему радиальную и осевую устойчивость.
- СПМ, консолидированный в щелевом зазоре магнитопроводов, порождает новые полезные качества:
- индифферентность поршневой пары к появлению в ее зазоре умеренных дисперсных загрязнений (засоров, губительных для поршневых пар ГПМ);
- нечувствительность пары к небольшим ~10÷15° осевым отклонениям от истинной вертикали места (напомним, что для ГПМ недопустимы отклонения >30'');
- проявление умеренных демпфирующих свойств - снижение чувствительности пары к слабым механическим воздействиям (тряске, вибрации, одиночным ударам). Эти полезные качества подкрепляются функциональными возможностями эл. весов, которые также обладают положительными качествами снижения воздействия механических помех на результаты измерений (см. стр.37…40).
Как уже отмечалось, в элиминированном СПМ зазоре поршневой пары, вращение поршня не будет сопровождаться деструкцией жидкой основы СПМ, так как размер зазора в тысячи раз больше, чем в поршневых парах ГПМ, а действующие в нем объемные магнитостатические силы не позволяют поршню вступить в тесный контакт с цилиндром,
Примечание. Заметим, что вращение поршня, показанное (и приведенное описаниях) на фиг.6…13, использовано исключительно в силу его наглядности и простоты технической реализации. Этот путь мобилизации объема жидкой среды к перемешиванию не столь принципиален, как в ситуациях с ГПМ - там он просто обязателен и альтернативы ему нет. В случае же ППОССМ возможны и другие решения: для обеспечения сохранения равновесной концентрации доменных структур по объему жидкой основы (с целью предотвращения агломерации доменных структур при воздействии сильных полей) можно применить и другие способы перемешивания. Например, воспользоваться хорошими магнитострикционными свойствами пермендюра, метагласса, используемых в магнитопроводах, или использовать сторонний источник УЗ перемешивания.
Вышеперечисленные качества ППОССМ позволяют на этапе проектирования манометрических систем для измерения малых давлений задаваться весьма умеренными требованиями по ЕСДП и обеспечить изделию взаимозаменяемость, ремонтопригодность, долговременную надежность. В конструкторской документации по ППОССМ будут отсутствовать, столь привычные для поршневых пар ГПМ, требования по твердости, износостойкости, коррозионной стойкости.
Представленные выше некоторые схемные варианты построения манометрических устройств (фиг.6…13) по заявляемому способу измерения малых давлений просты в конструктивно-техническом отношении. В случае же их реализации в виде изделий они и мене затратные, чем схемные построения и соответствующие им манометрические изделия типа ГПМ, МАД, МПА, т.к. они будут содержат существенно меньше механических узлов и кинематических звеньев. Отвечающие им конструкции будут минимальны по массе и очень скромны по габаритным размерам.
Их структура позволит легче удовлетворить требованиям эргономики, обеспечит удобство ремонта и эксплуатации; по мнению заявителей, они будут и более просты по технологии изготовления.
Функциональная полнота и достаточность предложенных вариантов, исключает трудозатратные и времязатратные процедуры нахождения расчетных эффективных площадей, отменяет процедуры подготовки и аттестации масс грузов за их ненадобностью.
Сочетание в предлагаемых манометрических устройствах полезных качеств ППОССМ с полезными качествами современных эл. весов (или ОЭМП) позволяет своевременно, оперативно и объективно в удобном визуальном виде получать измерительную информацию о значении давления, скорости его изменения, воспроизводимости, точности, чего практически лишены все эталонные ГПМ, МАД, МПА, где работа квалифицированного оператора-манометриста является важнейшей частью измерительного процесса.
Литература
1. ГОСТ 8.271-77. ГСИ. Средства измерения давления. Термины и определения.
2. Хансуваров К.И. Цейтлин В.Г. Техника измерения давления, расхода и уровня жидкости, газа, пара. М.: Изд.стандартов, 1989, 279 с.
3. Гонек Н.Ф. Манометры. М.: Машиностроение, 1979. 176 с.
4. Преображенский В.П. Теплотехнические измерения и приборы. М.: Энергия, 1978. 703 с.
5. Жоховский М.К. Теория и расчет приборов с неуплотненным поршнем. М.: Изд. Стандартов, 1980, 312 с.
6. Граменецкий В.Н. Грузопоршневые измерительные приборы. М.: Изд. Стандартов, 1973. 279 с.
7. Грузопоршневой манометр. А.С. RU 2219506, 2003 г. Авторы (патентооблодатели) Боровков В.М., Боровков С.В.
8. Манометр абсолютного давления МАД - 3М. Х∂ 2767002 ТО. ВНИИ Метрологии им. Д.И.Менделеева.
9. Вансовский С. В. Магнетизм. М.: Наука, 1971, 1032 с.
10. Розенцвейг Р. Ферродинамика. М.: Мир, 1989.
11. Берковский Б.М., Медведев В.Ф., Кроков М.С. Магнитные жид кости. М.: Химия, 1989 г.
12. Сергеев В.В. Булыгина Т.И. Магнитотвердые материалы. М.: «Энергия», 1980 г.
13. ГОСТ 3836-83. Сталь электротехническая нелегированная тонколистовая и ленты. Технические требования.
14. ГОСТ 10160-75. Сплавы прецизионные магнитомягкие. Технические условия.
15. http://www.erga.ru/rus/ndfeb/
http:/www.NdFeB.ru
16. Орлов Д.В., Курбатов В.Г., Силаев и др. Ферромагнитная жидкость для магнитожидкостных уплотнителей. А.С. 516861, МКИ3 Н01Е 1/10. Бюлл. Изобр. №21, 1976.
17. Федоненко А.И. Магнитная гидродинамика, 1983, №2. С.131-144.
18. Федоненко А.И. Смирнов В.И. Магнитная гидродинамика. 1983, №4. С.49-52.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАНОМЕТРЫ АБСОЛЮТНОГО ДАВЛЕНИЯ С ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2014 |
|
RU2581438C2 |
| ГРУЗОПОРШНЕВОЙ МАНОМЕТР | 2002 |
|
RU2219506C2 |
| МАГНИТОВОЛНОВОЙ ФРИКЦИОННЫЙ ВАРИАТОР (ВАРИАНТЫ) | 1997 |
|
RU2138709C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ | 2012 |
|
RU2502183C1 |
| ПОПЛАВКОВЫЙ КОМПЕНСАЦИОННЫЙ АКСЕЛЕРОМЕТР | 1973 |
|
SU1839860A1 |
| Магнитно-жидкостное уплотнение | 1978 |
|
SU811027A1 |
| Электрическая машина ударного действия | 1990 |
|
SU1710720A1 |
| ГРУЗОПОРШНЕВОЙ МАНОМЕТРИЧЕСКИЙ ПРИБОР | 1969 |
|
SU256314A1 |
| ГИРОТАХОМЕТР | 2008 |
|
RU2367962C1 |
| Гидравлический поршневой манометр | 1948 |
|
SU79202A1 |
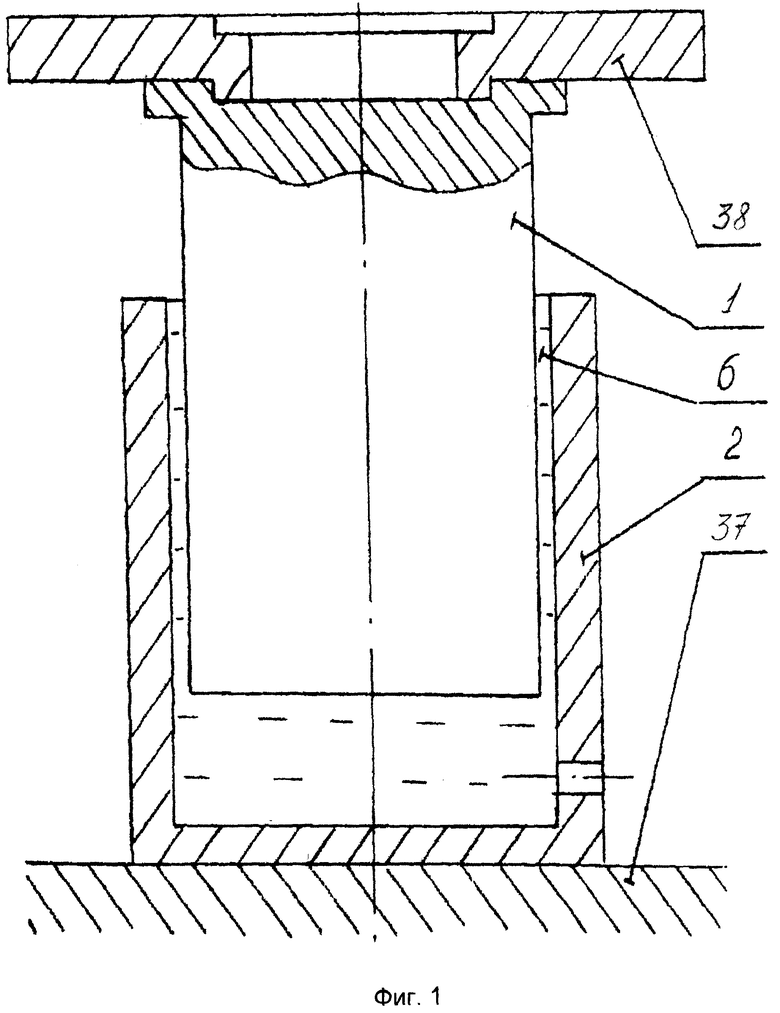
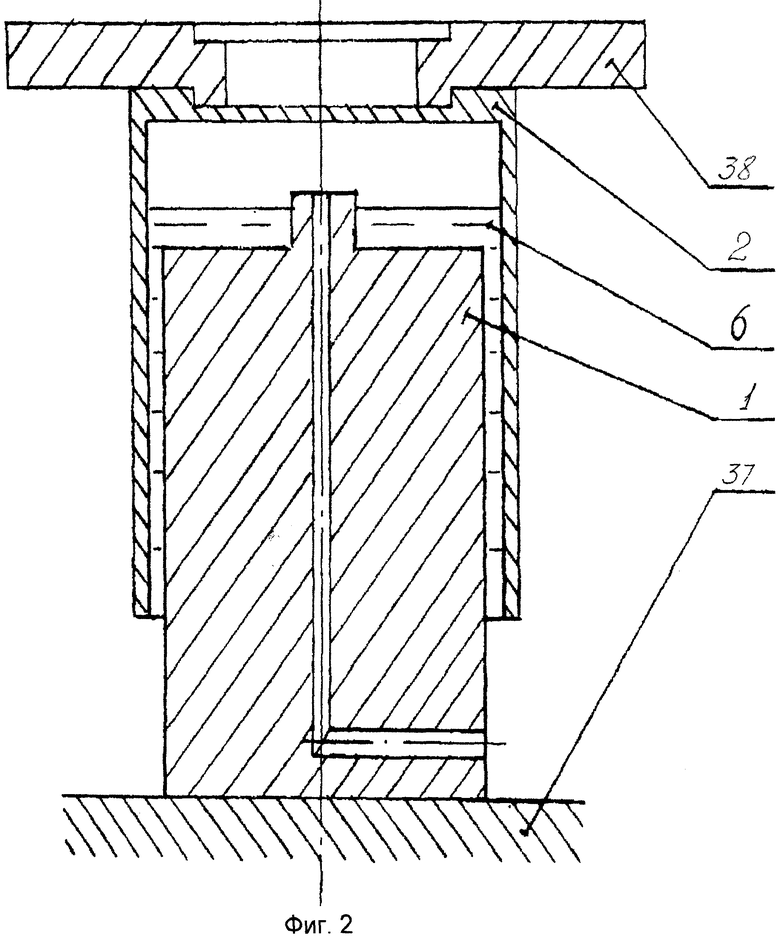
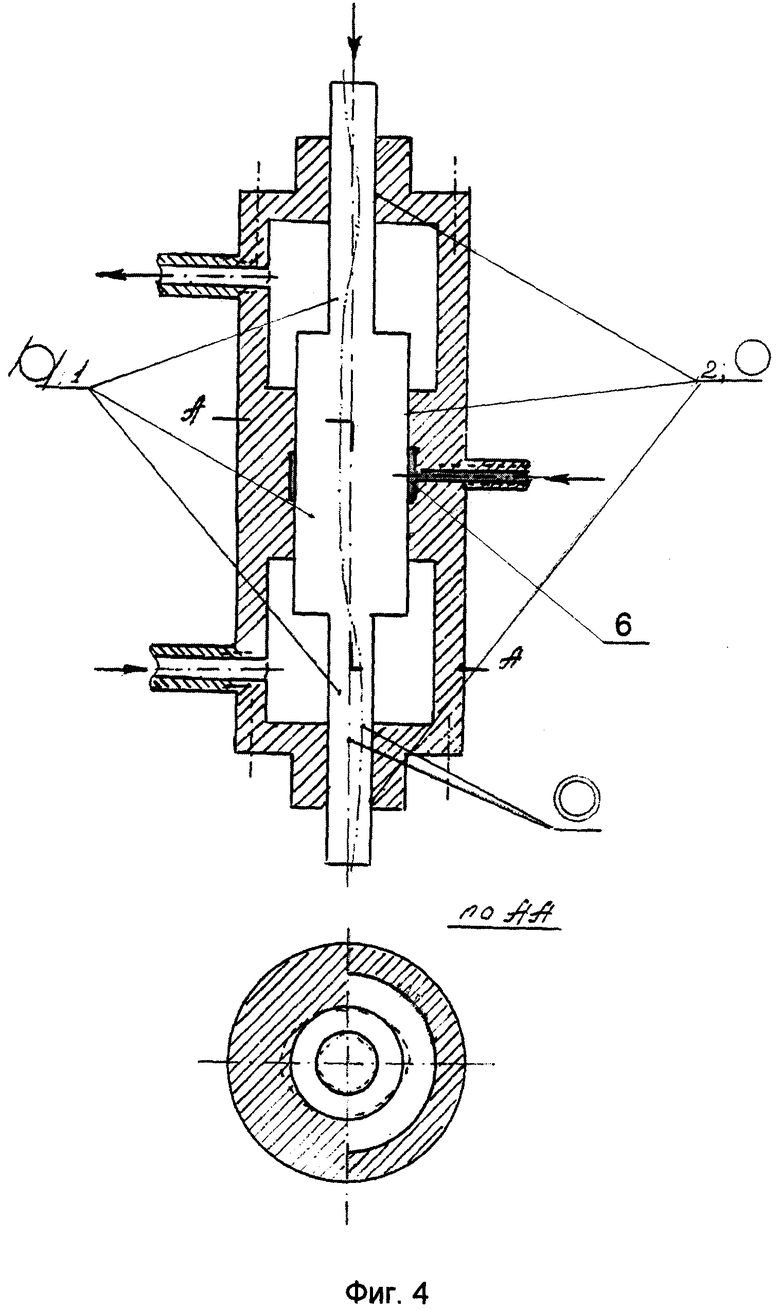
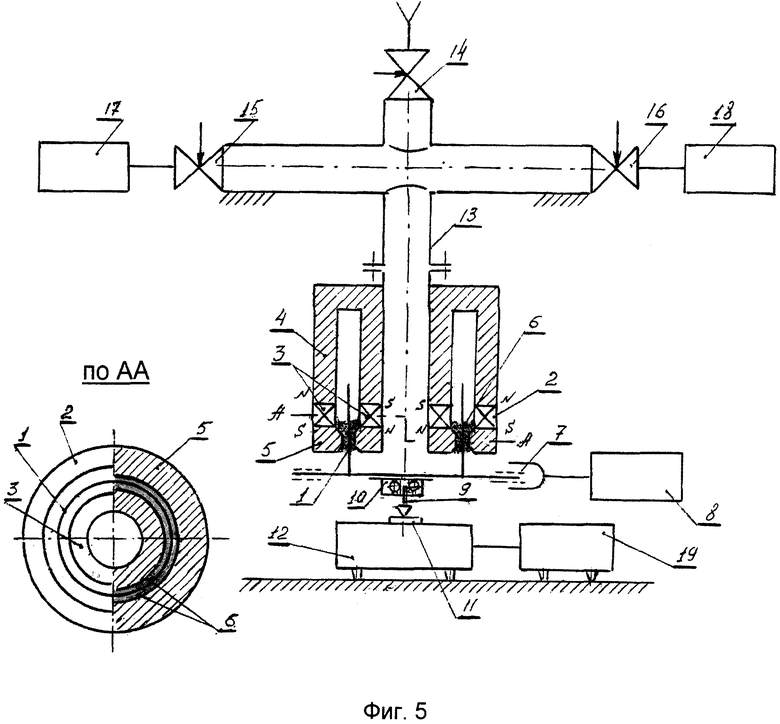
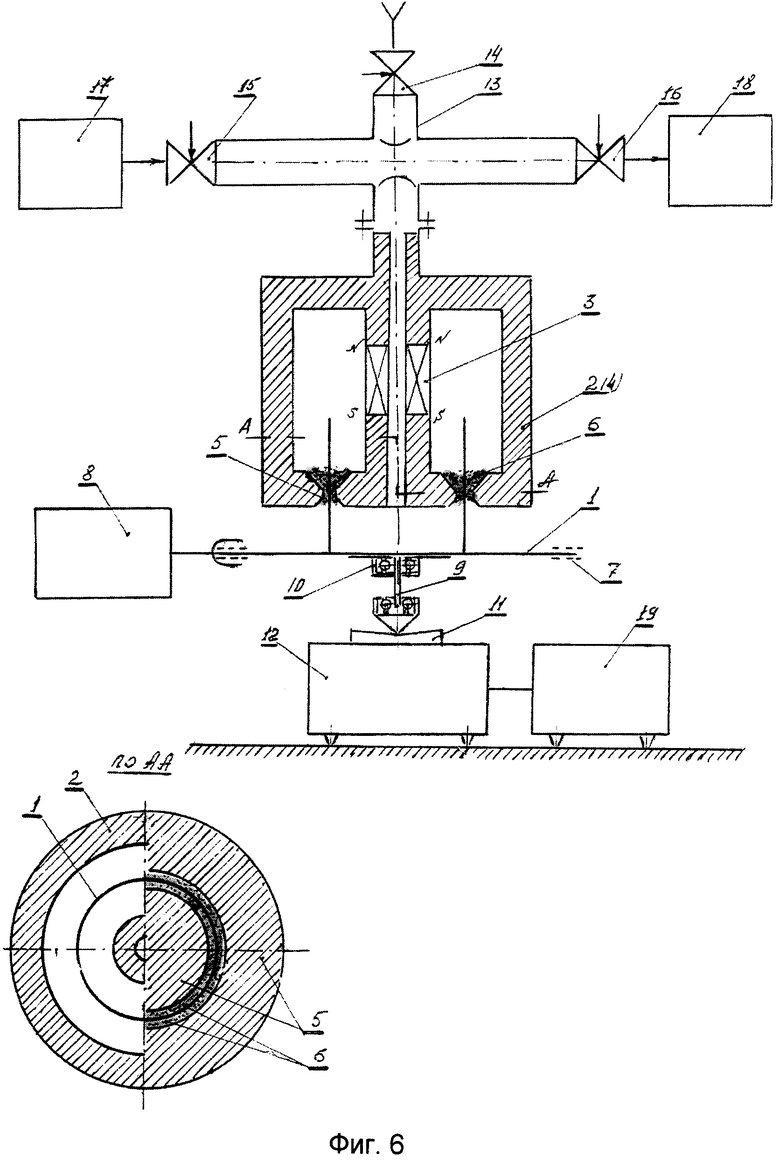
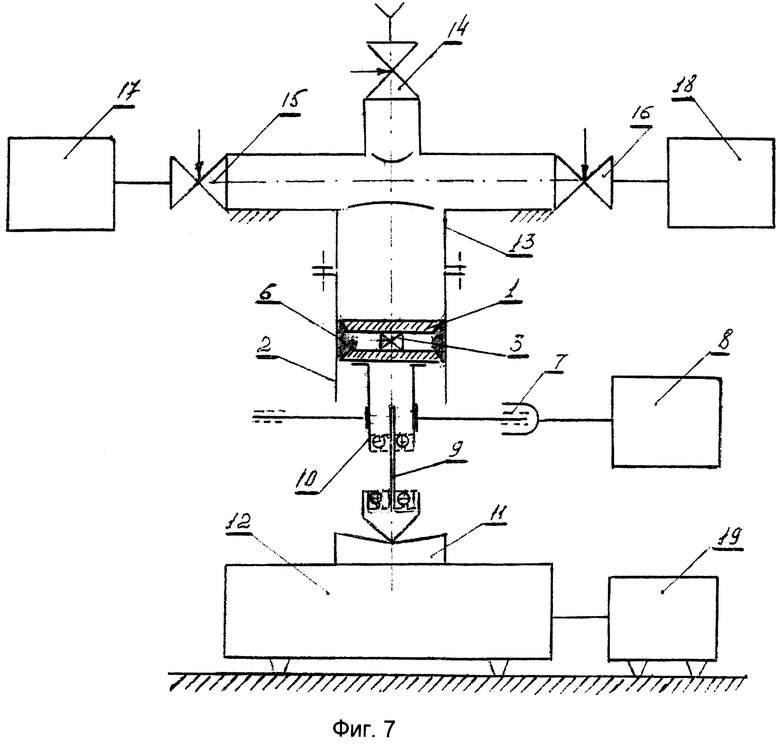
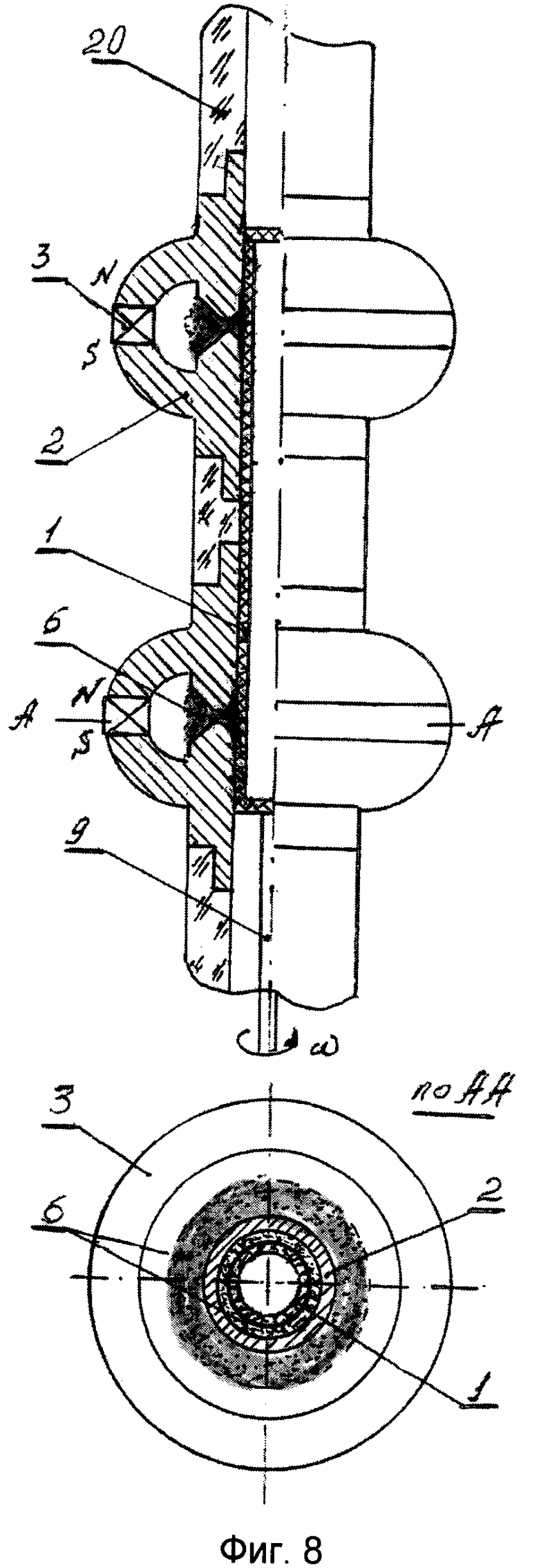
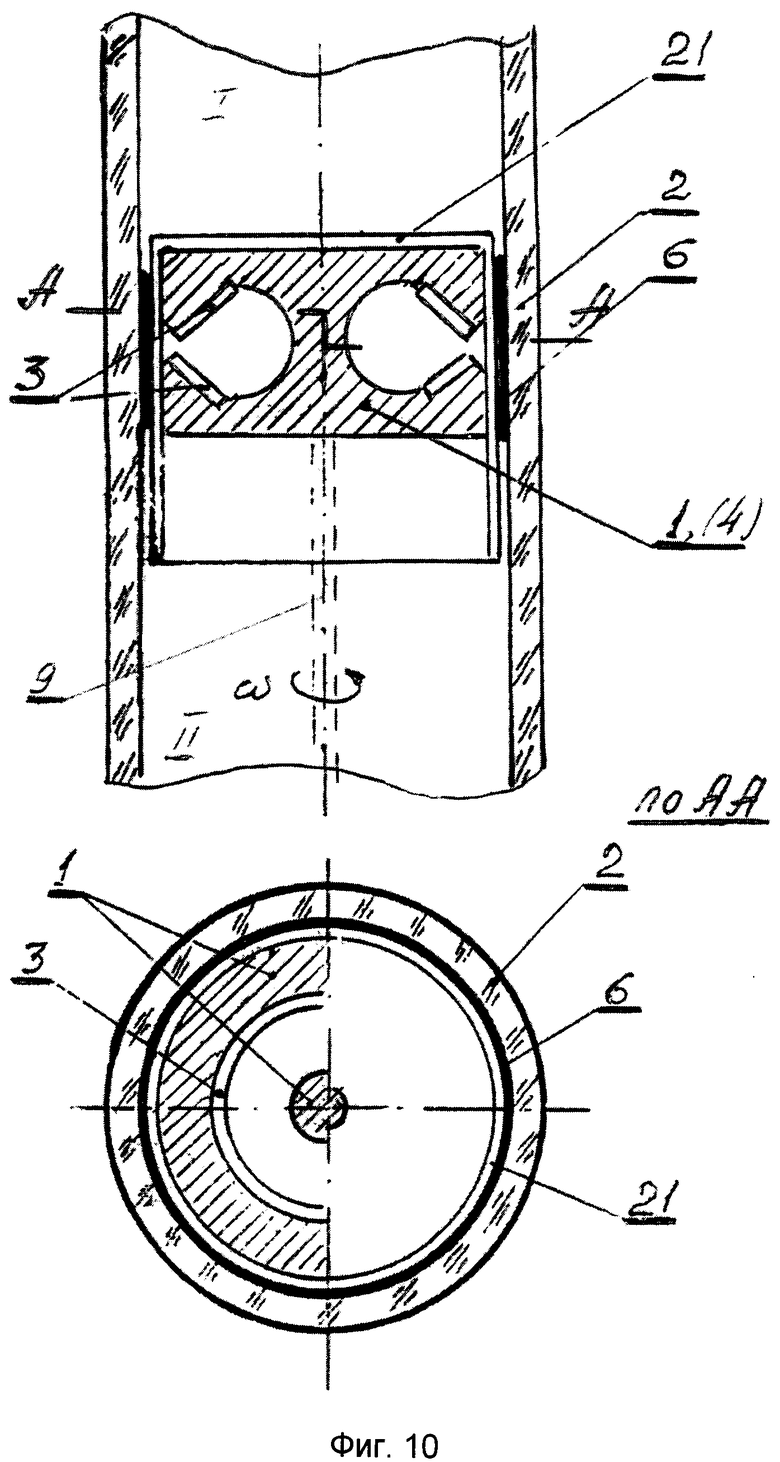
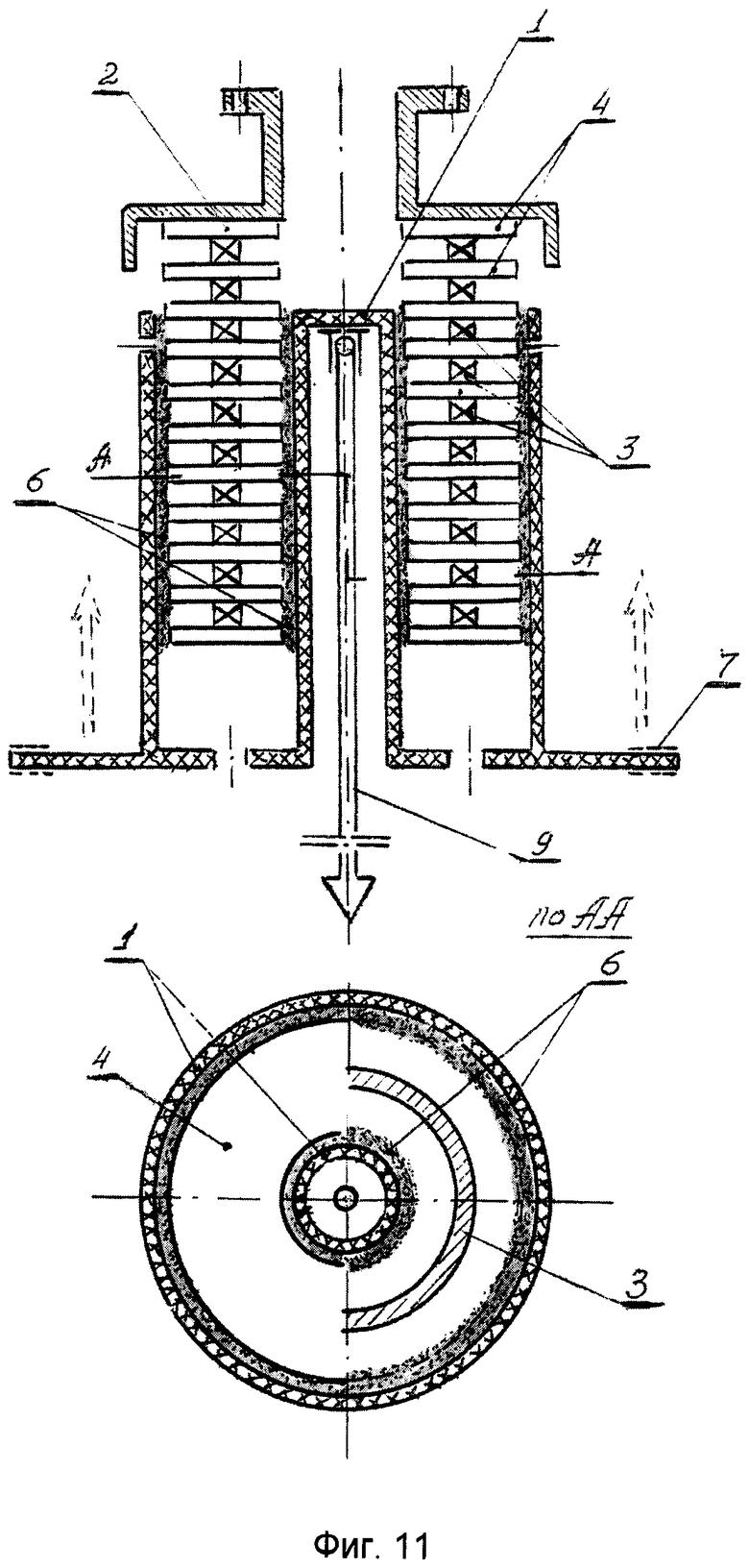
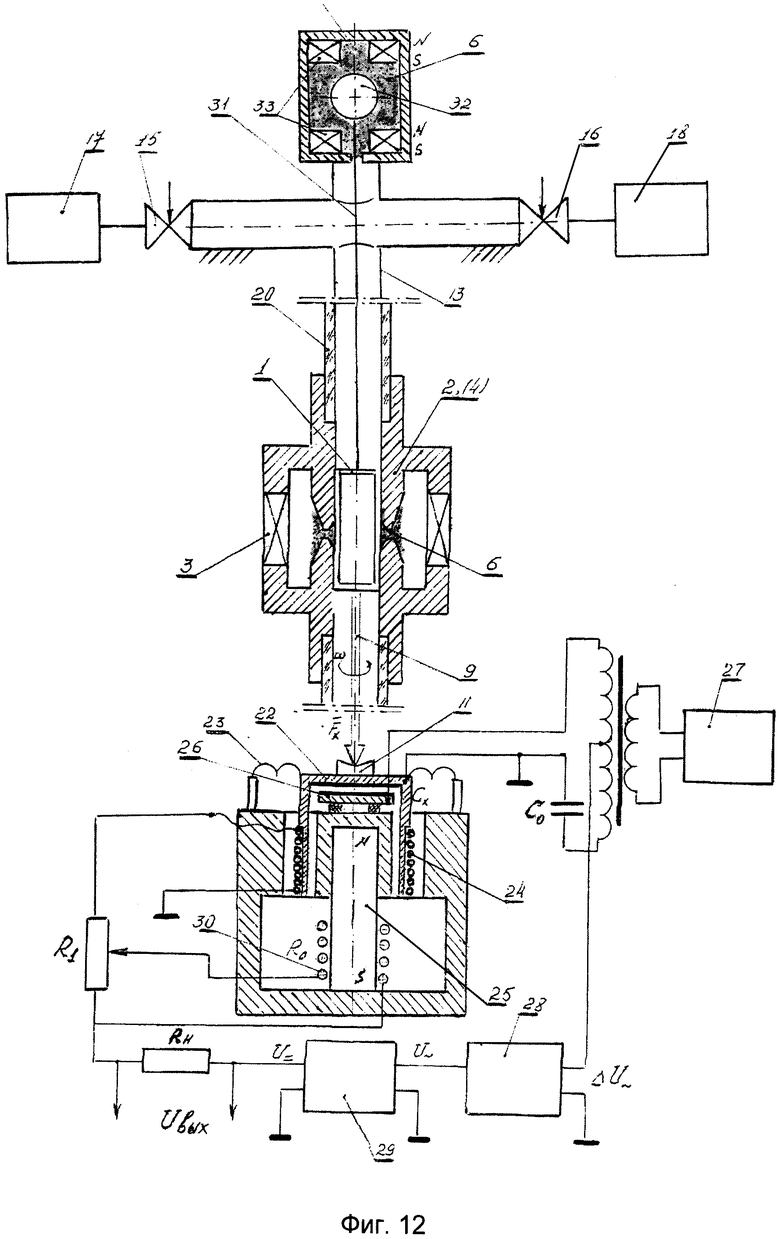
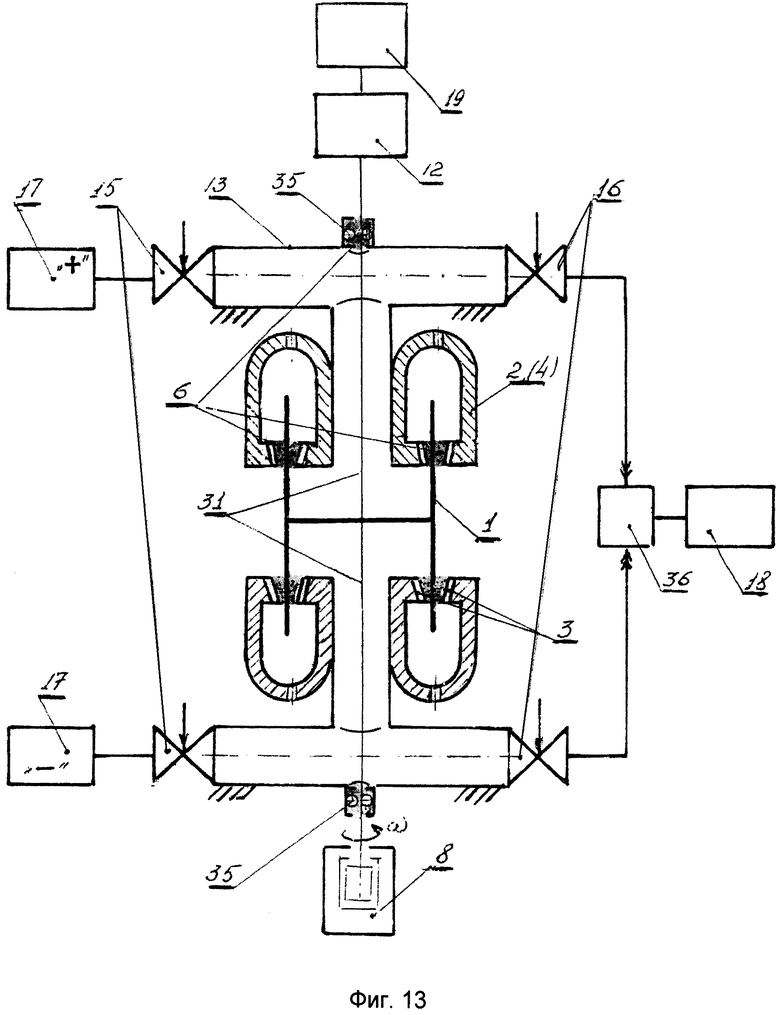
Изобретение относится к области измерительной техники, связанной с измерением давления, к способу создания манометрических эталонных поверочно-калибровочных устройств, измеряющих и воспроизводящих малые значения давления с высокой точностью. Сущность изобретения заключается в том, что в манометрическом способе измерения и воспроизведения малых давлений поршневой парой, использующей силоизмерительные, уравновешивающие устройства, задатчики давления с коммутируемыми пневмоприводами и вентилями, цилиндр (поршень) выполнен из диамагнитного твердого материала, поршень (цилиндр), совмещаемый с ним с видимым на просвет зазором, выполнен из ферромагнитного магнитно-твердого материала (магнита) с большим значением магнитной индукции и коэрцитивной силы, а полюсные магнитопроводы магнита выполнены из ферромагнитного магнитно-мягкого материала, сближение последних между собой образует круговую щель, заполняемую жидким суперпарамагнетиком («магнитной жидкостью»), образующим консолидированный с полюсами магнитопроводов жидкоплотный кольцевой пояс, который вакуумплотно элиминирует зазор между поршнем и цилиндром, сохраняя возможность беспрепятственного вращательно-поступательного перемещения. Технический результат - повышение точности измерения малых давлений, повышение чувствительности, быстродействия, полная взаимозаменяемость деталей поршневой пары, повышение надежности, сохраняемости изделия. 2 з.п. ф-лы, 13 ил., 4 табл.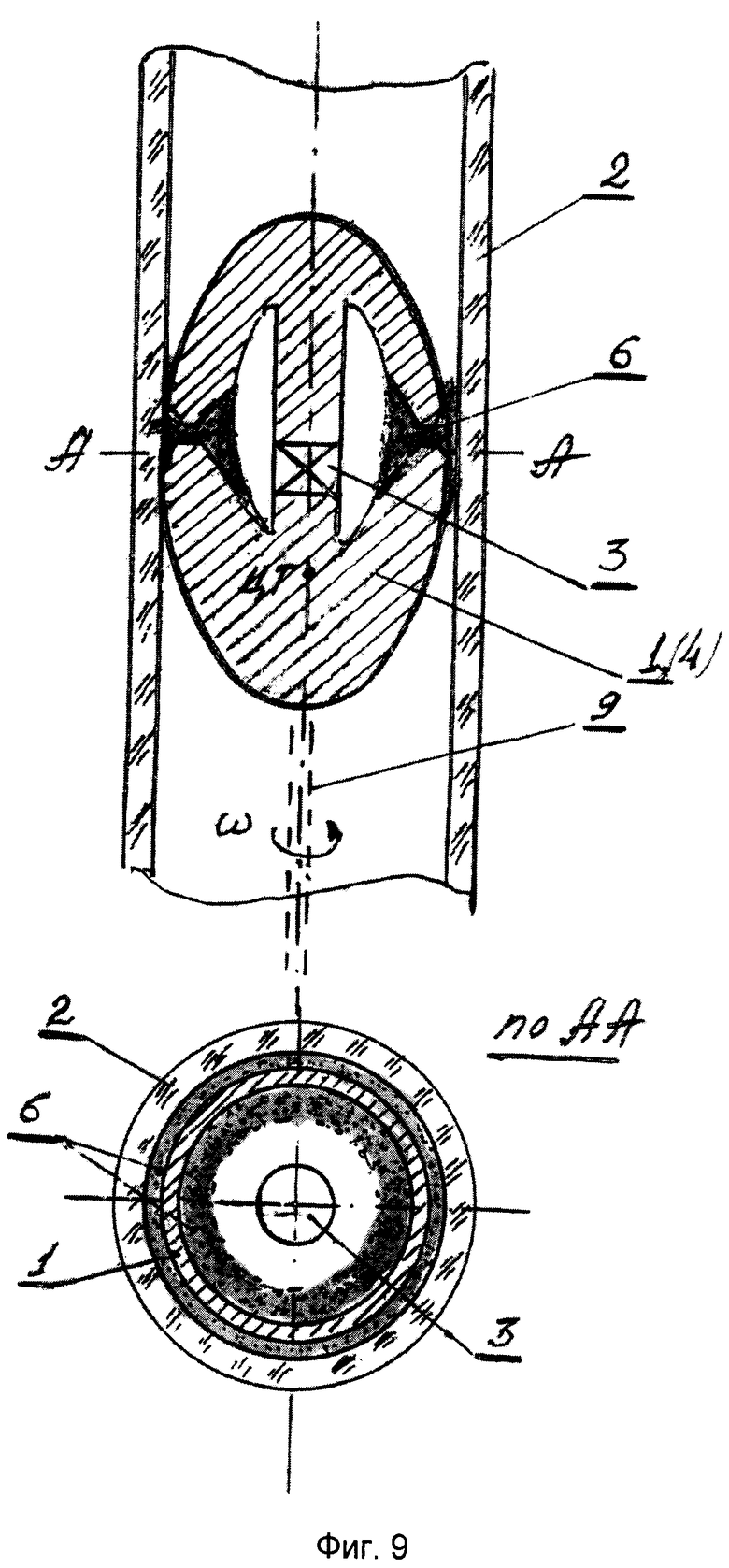
1. Манометрический способ измерения и воспроизведения малых давлений поршневой парой, использующий силоизмерительные, уравновешивающие устройства, задатчики давления с коммутируемыми пневмоприводами и вентилями, отличающийся тем, что если цилиндр (поршень) выполнен из диамагнитного твердого материала, то поршень (цилиндр), совмещаемый с ним с видимым на просвет зазором, выполнен из ферромагнитного магнитно-твердого материала (магнита) с большим значением магнитной индукции и коэрцитивной силы, а полюсные магнитопроводы магнита выполнены из ферромагнитного магнитно-мягкого материала, сближение последних между собой образует круговую щель, заполняемую жидким суперпарамагнетиком («магнитной жидкостью»), образующим консолидированный с полюсами магнитопроводов жидкоплотный кольцевой пояс, который вакуумплотно элиминирует зазор между поршнем и цилиндром, сохраняя возможность беспрепятственного вращательно-поступательного перемещения.
2. Способ по п.1, отличающийся тем, что поршневая пара, образованная структурно-сопряженными магнетиками, динамически уравновешена и имеет малые поля магнитного рассеяния, не влияющие на электронные средства силоизмерения.
3. Способ по п.1, отличающийся тем, что жидкая основа суперпарамагнетика лиофильна к поверхности магнитно-мягкого ферромагнетика и лиофобна к поверхности диамагнетика, нетоксична и имеет малое значение давления собственных насыщенных паров.
| Грузопоршневой манометр абсолютного давления | 1975 |
|
SU566154A1 |
| Поршневой манометр | 1979 |
|
SU815531A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРКИ МАНОМЕТРОВ | 2004 |
|
RU2282166C1 |
| US 3545278 A, 08.12.1970 | |||
| US 2003177812 A1, 25.09.2003. | |||

