1
2. Способ изготовления литероносителя печатающего устройства, заключающийся в образовании несущей ленты, лепестков, выполнении шрифтовых колодок с формированием на них шрифта и соединении лепестков с несущей лентой, отличающийся тем, что, с целью повышения надежности, несущую, ленту образуют путем навивки на круглую оправку первого ряда металлических полос перпендикулярно образующей оправки, лепестки образуют путем навивки на оправку второго ряда металлических полос параллельно образующей оправки с образова207803
нием в местах пересечения с первым рядом полос сетчатой структуры, а шрифтовые колодки выполняют путем навивки на оправку перпендикулярно ее образующей третьего ряда металлических полос на расстоянии от первого ряда полос, равном длине лепестков, с образованием в местах пересечения с вторым рядом полос сетчатой структуры.
3. Способ по п. 2, отличающийся тем, что навивку металлических полос осуществляют на предварительно выгравированную оправку.
Изобретение относится к системам вьшода информации из ЭВМ и касается конструкции литероносителя, которьй может быть использован в быстродействующих устройствах параллельной печати, и способа изготовления этого литероносителя.
Известен литероноситель печатающего устройства, содержащий бесконечную металлическую несущую ленту и равномерно расположенные по ее длине лепестки, одни концы которых несут шрифтовые колодки, а вторые - связаны с лентой . l .
Однако известньш литероноситель характеризуется низкой надежностью, обусловленной наличием сварного шва первой ленты и двух или более конструк- тивньк элементов - несущей ленты и сопрягаемой с ней второй ленты, содержащей лепестки с литерами. Кроме того, надрыв любого участка ленты ведет к ее разрыву.
Известен способ изготовления литероносителя печатающего устройства, заключающийся в образовании несущей ленты, лепестков, выполнении шрифтовых колодок с формированием на них шрифта и соединении лепестков с несущей лентой lj .
Недостатком известного способа является необходимость сварки торцов несущей ленты, что значительно снижает надежность шрифтоносителя.
Цель изобретения - повьш)ение надежности литероносителя печатающего устройства.
Поставленная цель достигается
тем, что в литероносителе печатающего устройства, содержащем бесконечную металлическую несущую ленту и равномерно расположенные по ее длине лепестки, одни концы которых несут
шрифтовые колодки, а другие - связаны с лентой, лепестки выполнены из параллельных и примыкающих одна к другой пластин.
Литероноситель печатающего устройства изготавливается способом, заключающимся в образовании несущей ленты, лепестков, выполнении шрифтовых колодок с формированием на них шрифта и соединении лепестков с несущей
лентой, при этом несущую ленту образуют путем навивки на круглую оправку первого ряда металлических полос перпендикулярно образующей оправки, лепестки образуют путем навивки на
оправку второго ряда мет аллических полос параллельно образующей оправки с образованием в местах пересечения с первым рядом полос сетчатой структуры, а шрифтовые колодки выполняют путем навивки на оправку перпендикулярно ее образующей третьего ряда металлических полос на расстоянии от первого ряда полос, равном длине лепестков, с образованием в
местах пересечения с вторым рядом полос сетчатой структуры.
Кроме того, навивку металлических полос осуществляют на предварительно выгравированную оправку.
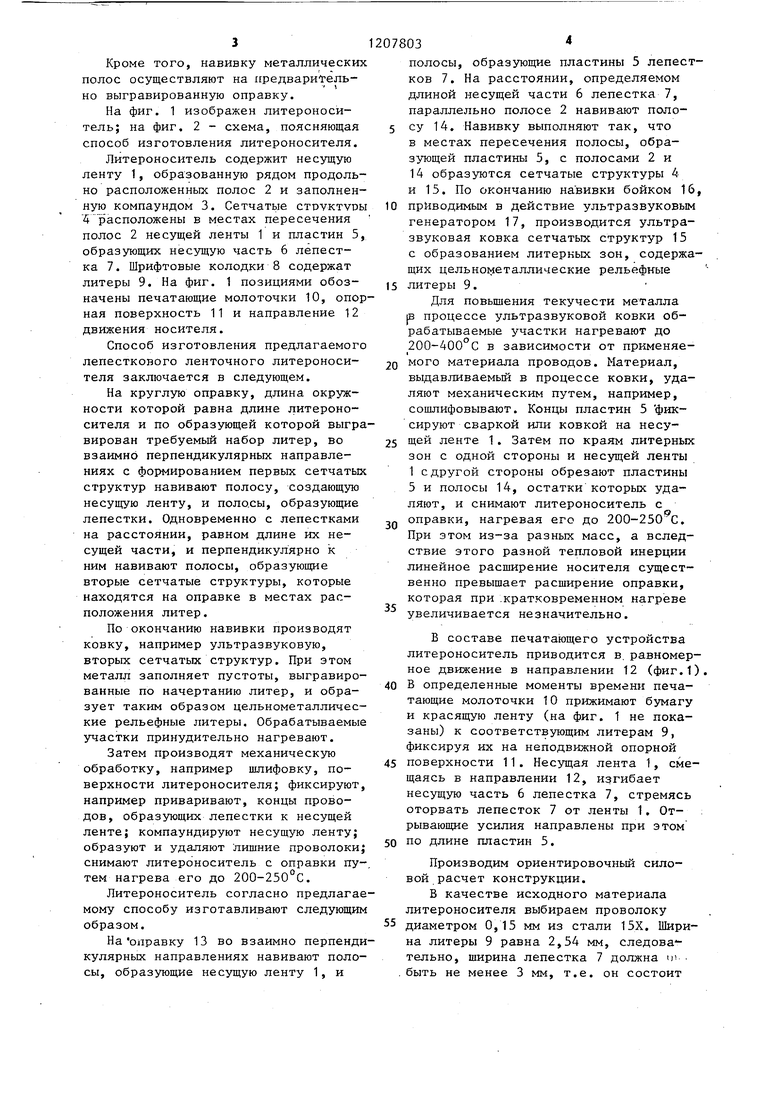
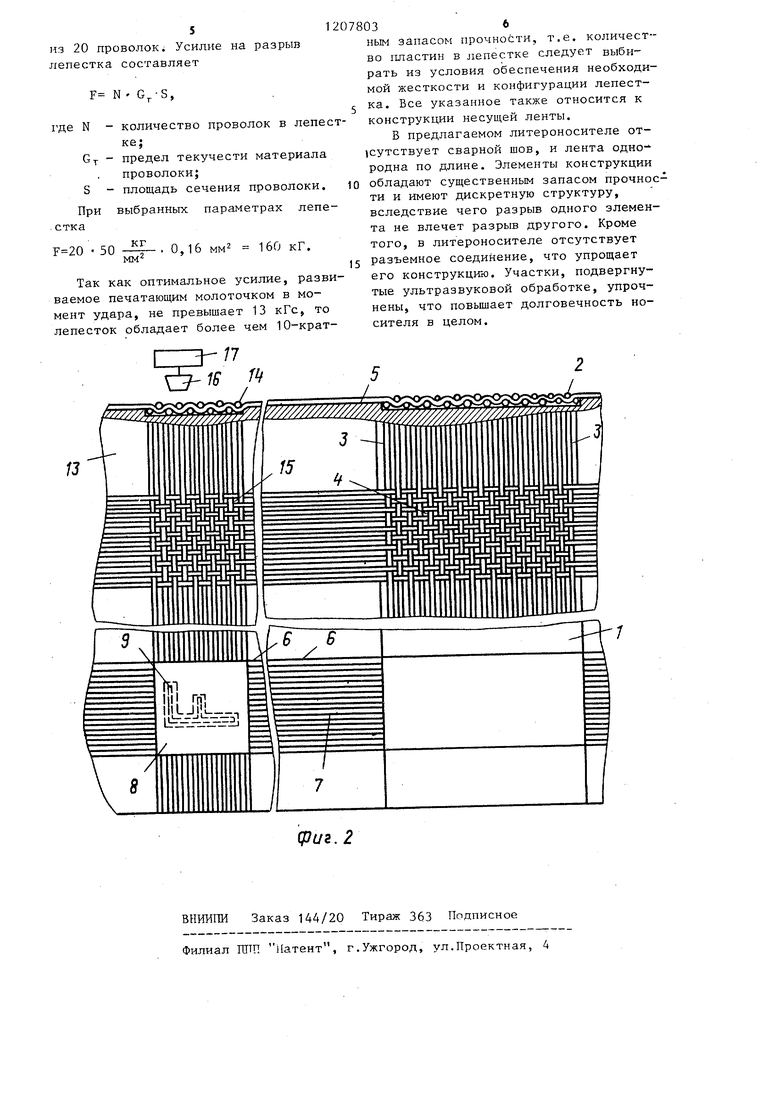
На фиг. 1 изображен литероноситель; на фиг. 2 - схема, поясняющая способ изготовления литероносителя.
Литероноситель содержит несущую ленту 1, образованную рядом продольно расположенных полос 2 и заполненную компаундом 3. Сетчатые СТРУКТУРЫ 4 р асположены в местах пересечения полос 2 несущей ленты 1 и пластин 5, образующих несущую часть 6 лепестка 7. Шрифтовые колодки 8 содержат литеры 9. На фиг. 1 позициями обозначены печатающие молоточки Ю, опорная поверхность 11 и направление 12 движения носителя.
Способ изготовления предлагаемого лепесткового ленточного литероносителя заключается в следующем.
На круглую оправку, длина окружности которой равна длине литероносителя и по образующей которой выгравирован требуемый набор литер, во взаимно перпендикулярных направлениях с формированием первых сетчатых структур навивают полосу, создающзгю несущую ленту, и полосы, образующие лепестки. Одновременно с лепестками на расстоянии, равном длине их несущей части, и перпендикулярно k ним навивают полосы, образующие вторые сетчатые структуры, которые находятся на оправке в местах расположения литер.
По окончанию навивки производят ковку, например ультразвуковую, вторых сетчатых структур. При этом металл заполняет пустоты, выгравированные по начертанию литер, и образует таким образом цельнометаллические рельефные литеры. Обрабатываемые участки принудительно нагревают.
Затем производят механическую обработку, например шлифовку, поверхности литероносителя; фиксируют, например приваривают, концы проводов, образующих лепестки к несущей ленте; компаундируют несущую ленту; образуют и удаляют Лишние проволоки; снимают литероноситель с оправки пу-, тем нагрева его до 200-250°С.
Литероноситель согласно предлагаемому способу изготавливают следующим образом.
На оправку 13 во взаимно перпендикулярных направлениях навивают полосы, образующие несущую ленту 1, и
207803
полосы, образующие пластины 5 лепестков 7. На расстоянии, определяемом длиной несущей части 6 лепестка 7, параллельно полосе 2 навивают поло5 су 14. Навивку выполняют так, что в местах пересечения полосы, образующей пластины 5, с полосами 2 и 14 образуются сетчатые структуры 4 и 15. По окончанию навивки бойком 16,
10 приводимым в действие ультразвуковым генератором 17, производится ультразвуковая ковка сетчатьк структур 15 с образованием литерных зон, содержащих цельнометаллические рельефные
15 литеры 9.
Для повышения текучести металла р процессе ультразвуковой ковки обрабатываемые участки нагревают до 200-400 С в зависимости от применяе20 мого материала проводов. Материал, выдавливаемый в процессе ковки, удаляют механическим путем, например, сошлифовывают. Концы пластин 5 фиксируют сваркой или ковкой на несу25 щей ленте 1. Затем по краям литерных зон с одной стороны и несущей ленты 1 с другой стороны обрезают пластины 5 и полосы 14, остатки которых удаляют, и снимают литероноситель с
2Q оправки, нагревая его до 200-250 С. При этом из-за разных масс, а вследствие этого разной тепловой инерции линейное расширение носителя существенно превышает расширение оправки, которая при .кратковременном нагреве
35
увеличивается незначительно.
В составе печатающего устройства литероноситель приводится в. равномерное движение в направлении 12 (фиг.1).
В определенные моменты времени печатающие молоточки 10 прижимают бумагу и красящую ленту (на фиг. 1 не показаны) к соответствующим литерам 9, фиксируя их на неподвижной опорной
поверхности 11. Несущая лента 1, смещаясь в направлении 12, изгибает несущую часть 6 лепестка 7, стремясь оторвать лепесток 7 от ленты 1. От- : рывающие усилия направлены при этом
по длине пластин 5.
Производим ориентировочный силовой расчет конструкции.
В качестве исходного материала литероносителя выбираем проволоку диаметром 0,15 мм из стали 15Х. Ширина литеры 9 равна 2,54 мм, следова - тельно, ширина лепестка 7 должна п . быть не менее 3 мм, т.е. он состоит
из 20 проволок; Усилие на разрыв лепестка составляет
F N ,
где N - количество проволок в лепеске;GY предел текучести материала
проволоки; S - площадь сечения проволоки.
При выбранных параметрах лепе- стка
кг
50 - . 0,16 мм2 160 кГ.
мм
Так как оптимальное усилие, развиваемое печатающим молоточком в момент удара, не превышает 13 кГс, то лепесток обладает более чем 10-крат5
0
5
ным запасом прочности, т.е. количество пластин в лепестке следует выбирать из условия обеспечения необходимой жесткости и конфигурации лепестка. Все указанное также относится к конструкции несущей ленты.
В предлагаемом литероносителе от- 1Сутствует сварной шов, и лента одно родна по длине. Элементы конструкции обладают существенным запасом прочности и имеют дискретную структуру, вследствие чего разрыв одного элемента не влечет разрыв другого. Кроме того, в литероносителе отсутствует разъемное соединение, что упрощает его конструкцию. Участки, подвергнутые ультразвуковой обработке, упрочнены, что повьшает долговечность носителя в целом.
-3-/7 -16 /
(риг. 2
ВНИИ1Ш Заказ 144/20 Тираж 363 Подписное Филиал ТШП Патент, г.Ужгород, ул.Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литероносителя для печатающего устройства | 1983 |
|
SU1227503A1 |
| Способ изготовления бесконечной литерной ленты для печатающего устройства | 1982 |
|
SU1100140A1 |
| Способ изготовления ленточного литероносителя для печатающего устройства | 1985 |
|
SU1266748A1 |
| Печатающий механизм пишущей машины | 1983 |
|
SU1181889A1 |
| Печатающее устройство с лепестково-дисковым литероносителем | 1985 |
|
SU1296445A1 |
| БЛОК ПЕЧАТИ КАССОВОГО АППАРАТА | 1994 |
|
RU2069388C1 |
| Литероноситель печатающего устройства | 1982 |
|
SU1105324A1 |
| Лепестковый ленточный литероноситель для печатающего устройства | 1983 |
|
SU1227504A1 |
| Печатающее устройство | 1985 |
|
SU1279853A1 |
| МЕХАНИЗМ НАТИСКА | 1993 |
|
RU2068782C1 |
1. Литероноситель печатающего устройства, содержащий бесконечную металлическую несущую ленту и равномерно расположенные по ее длине лепестки, одни концы которых несут шрифтовые колодки, а другие - связаны с лентой, отличающийся тем, что, с целью повышения надежгг ности, лепестки выполнены из параллельных и примыкающих одна к другой пластин. /г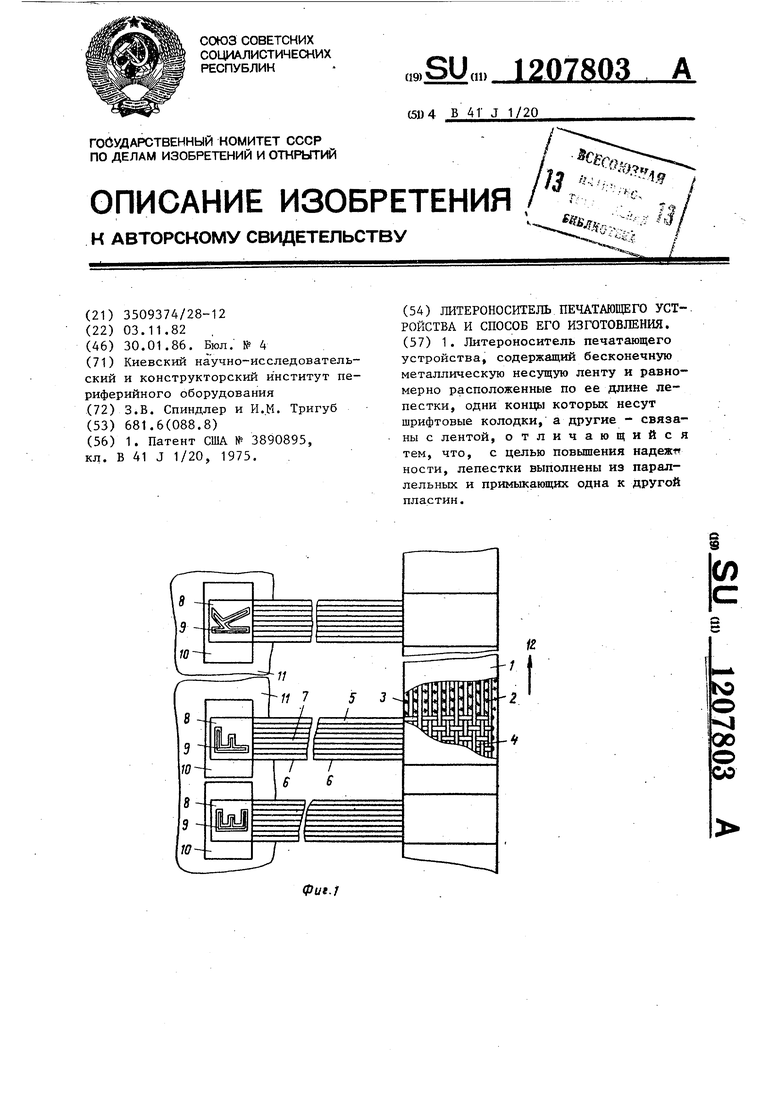
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3890893, кд | |||
| Механический грохот | 1922 |
|
SU41A1 |
