2. Способ поп. Т.отличаювд и и с я тем, что давление на витки осуществля1рт бойком, связанным с источником ультразвуковых колебаний.
3. .Способ по пп. 1 и 2, о т л ичающийся тем, что фиксацию концов длинномерного материала осуществляют сваркой соответственно к концу первого и началу последнего витков навивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литероносителя для печатающего устройства | 1983 |
|
SU1227503A1 |
| Литероноситель печатающего устройства и способ его изготовления | 1982 |
|
SU1207803A1 |
| Способ изготовления ленточного литероносителя для печатающего устройства | 1985 |
|
SU1266748A1 |
| Шрифтоноситель для печатающих устройств | 1971 |
|
SU452955A3 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для поиска знака шрифтоносителя | 1976 |
|
SU679119A3 |
| Печатающее устройство | 1979 |
|
SU799964A1 |
| УСТРОЙСТВО СБОРКИ ПРУЖИННОГО БЛОКА, УЗЕЛ ФОРМИРОВАНИЯ СКОБЫ И УЗЕЛ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА ДЛЯ НЕГО | 2004 |
|
RU2277028C1 |
| Печатающий механизм к устройству для выборочного печатания | 1975 |
|
SU548443A1 |
| Устройство для изготовления ленточной спирали | 1988 |
|
SU1519816A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОЙ ШТЕРНОЙ ЛЕНта ДЛЯ ПЕЧАТАЮЩЕГО УСТРОЙСТВА вкяючакщиА навивку :Х на оправку виток к витку длинномерного материала, формирование на нем литерных знаков и фиксафоо концов длинномерного материала на его вит-гкак о т л л ч а ю щ и и с я тем, что, с целью повышения качества литерной ленты, в качестве длинномерного материала 1ёсяользуют металлическу проволоку, навивку осуществляют на оправку с предварительно выгравированныю литерами, а формирование литерных знаков на ленте осуществляют посредством давления на каждьй ее виток в .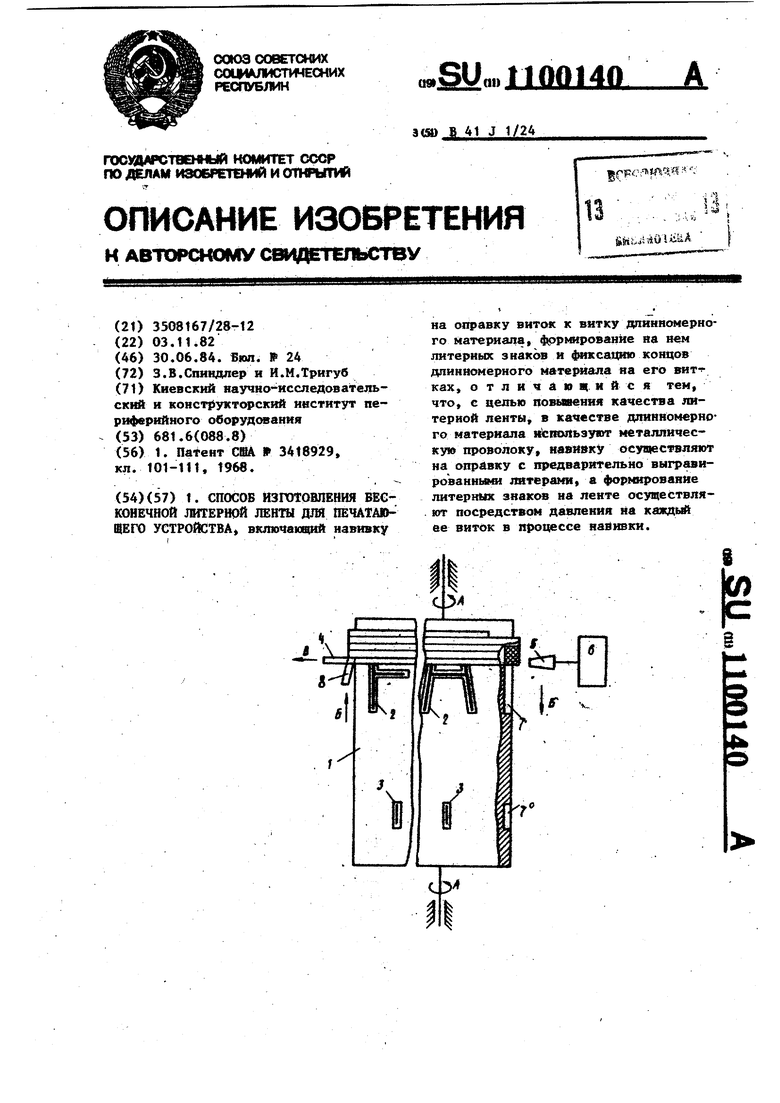
Изобретениеотносится к технологии изготовления металлических ленточных изделий и предназначено для изготовления ленточных шрифтоносителей устройств вьгоода информации из ЭВМ. Известен способ изготовления бесконечной литерной ленты для печатающего устройства, включающий навивку на оправку виток к витку дпинномёрт ного материала, формирование на нем литерных знаков и фиксацию концов, длинномерного материала на его витках 1. Одйако известный способ характеризуется недостаточной точностью рас положения литерных знаков на литерной ленте. ,. Цель изобретения - повьгаейие качества литерной ленты. ПостаШлённая цель достигается тем что согласно способу в качестве длин номерного материала используют металлическую проволоку, навивку осуще ствляют на оправку с предварительно выгравированными литерами, а формировацие литерных знаков на ленте осуществляют посредством давления на каждый ее виток 6 процессе навив Kporte того,давление на витки ос ществляют бойком, связанмьм с источ ником ультразвуковых колебаний, При этом фиксацию концов длинномерного материала осуществляют свар кой соответственно к концу первого и началу последнего витков навивки. На чертеже показана схема для ос ществления предлагаемого способа. Оправка 1, на поверхности которо выгравированы литеры 2 и синхроэлементы 3, приводится во вращательное движение в направлении стрелки А. Оправка 1 смонтирована в направляющ На оправке 1 закреплена проволока 4, которая при вращении оправки навивается на нее. Каждый виток проволоки 4 подвергается давлению (ковке) посредством бойка 5, приводимого в действие, например, ультразвуковым генератором 6. При этом боек 5 смещается в направлении стрелки Б синхронно с навивкой проволоки 4 на оправку 1. В процессе ультразвуковой ковки стальная проволока 4 плющится и заполняет пустоты 7 на оправке, имеющие форму литер 2 И синхроэлементов 3. При этом происходит вытяжка и-уширение получаемой ленты. Вытяжка ленты компенсируется усилием натяже- ния проволоки .4 дейсгаующим в направлении стрелки В. Уашрение ленты в процессе ковки сопровождаемое повышением т 1пературы в рабочей зоне, ведет к спеканию и диффузии материала витков между собой с одной стороны ленты. При изготовЛеяйи шрифто носифеля из тугоплавких материалов зона ковки може быГь принудительно нагрета. Излишек металла, образующийся на второй сторонеленты,,убирается резцом 8, движущимся в направлении БВ совместно с узлом пледения (5,6). Таким образом производится навивка ленты до требуемой ширины, после tiero конец приволоки приваривают к началу последнего витка. В случае необходамости наружная поверхность волученного ленточного шрифтоносителя может быть обработана непосредственно ka оправке. Для снятия лен рчног5 шрифтоносителя с опрай(сй достаточно осуществить кратковременш |й нагрев оправки с лентой, так как за счет меньшей теплоемксгсти линейное расширение ленты существенно превышает расширение оправки. Полученная предлагаемьм способом бесконечная литерная лента обладает
J1100140t
большой механической прочностью,так емые наибольшим механическим нагрузкак надрыв края ленты не ведет к ее кам - зоны расположения литер, за разрыву в целом.. Места, подверга- счет ультразвуковой ковки упрочнены.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| кл | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
