В известных электроэрозионных установках для клеймения детален с релаксационной схемой рабочего контура, имеющих следующую систему для подачи электрода в направлении на маркируемую деталь и устройство для поперечного перемещения электрода-инструмента, его выполняют протягиванием из латунной- или медной полосы нужной, конфигурации.
К недостаткам таких установок относятся трудность изготовления электрода-инструмента требуемой формы (особенно малых размеров) и его смена по мере износа.
Настоящее предложение позволяет упростить изготовление электрода-инструмента и облегчить замену износивщегося на новый.
Это достигается тем, что в качестве электрода-инструмента применена металлическая лента с выдавленным на ее боковой поверхности (например, методом штамповки, клеймения и т. д.) рисунком наносимого клейма.
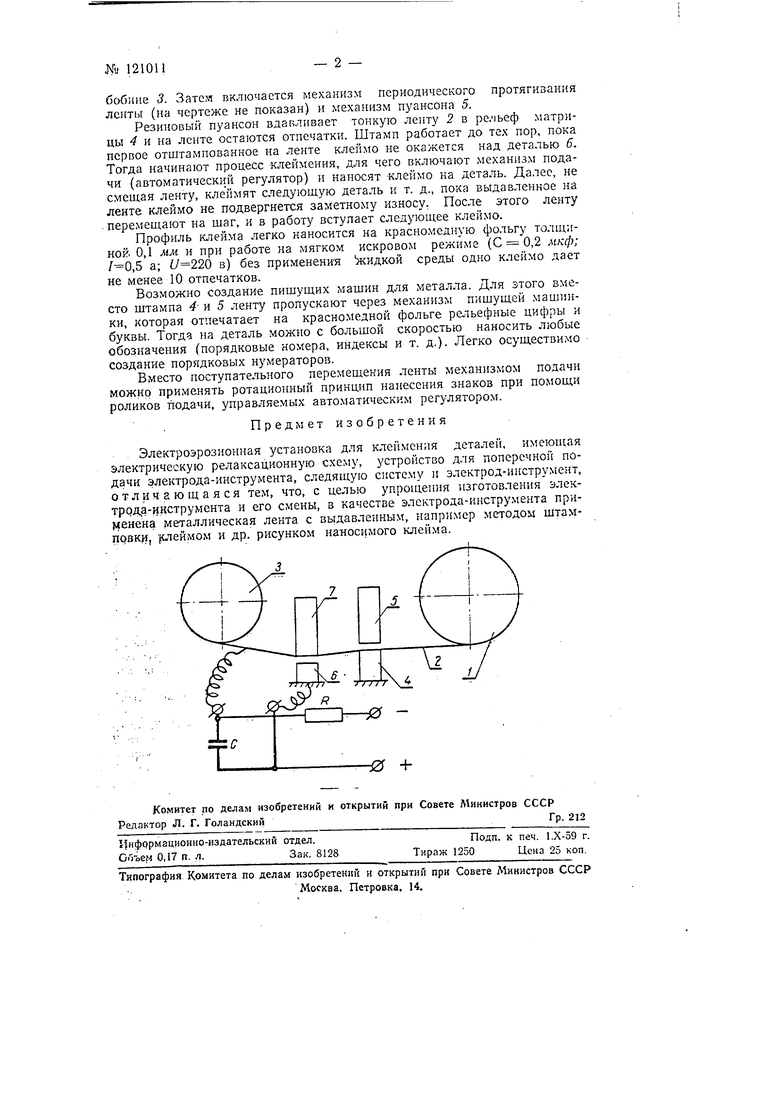
На чертеже схематически показано устройство предлагаемой установки.
На бобину / намотана тонкая или медная лента 2, которая периодически перематывается на бобину 3. На своем пути лента 2 проходит через щтамп, состоящий из матрицы 4 и резинового пуансона 5. Штамп периодически срабатывает и оставляет на ленте рельеф ный оттиск рисунка (цифр, букв и т. д.), нанесенного на матрицу. Далее лента Проходит над обрабатываемой деталью 6 и подается к последней ползуном 7, перемещаемым аБтоматически регулятором подачи (на схеме не показан). Лента 2 при работе остается натянутой, что обеспечивает точность ее расположения относительно детали 6.
Деталь 6 и лента 2 подключены к конденсатору С, который, заряжается от источника постоянного тока через сопротивление R по известной релаксационной схеме.
Установка работает следующим образо.м. Вначале лента 2 протягивается через штамп и механизм подачи 7, а конец ее закрепляется на