ПаоЛрстешге отн(1еится к уст1)о1|ствам Д.1Я алектроэрозионной обработки глубоких щелей II oTBLiicTnii с применением ниакого н,11 ря;кснии и вращающегося электрода.
1: вестны устройства для )аботки глубоких щелей электроэ|10знонн|,1м способом с использованием вращающегося электрода-инструмента с болыной скоростью, с вращательным возвратно-ностунате.льным, вибрационным, вибрацноино1 |а1цательным двиисением, 1 ит;|1емые низi;u( нанряжением, а также устройство дл автоматического иодде1)жания нроцесса :-)лект1)оэрозионной обработки в ре;киме наибольшей ироизводительнистн иутем иостоянной иодст1)ойк11 регулятора на онтимальную величину подачи.
Отличительной особенностью данного устройства является:
а)ирименсние в К1гисматкческой схеме устройства механизма, сообща10И1его вначале об|)аботки изделия движение г-1лектроду-инстру енту ; автоматически изменяющейся амплитудой для нолучения заданного угла наклони стенок и|;ели;
б)ирименешге механизма автоматической 1 одачи, задающего угол поворота якорю сериесл(го элект)одвигателя, пеР(мен(аюи1е,го электрод;
в)введеиие в электрическую схему иитанив( однонолуие1)иодиоп) селенового вынрямителя с целью снижения окру;кной скорости электрода-инструмента;
г)нрименение термореле для автоматического выключения уст)ойства и включения световой и звуковой сигнализации 110 окончании И1 ои1ивки отверстия.
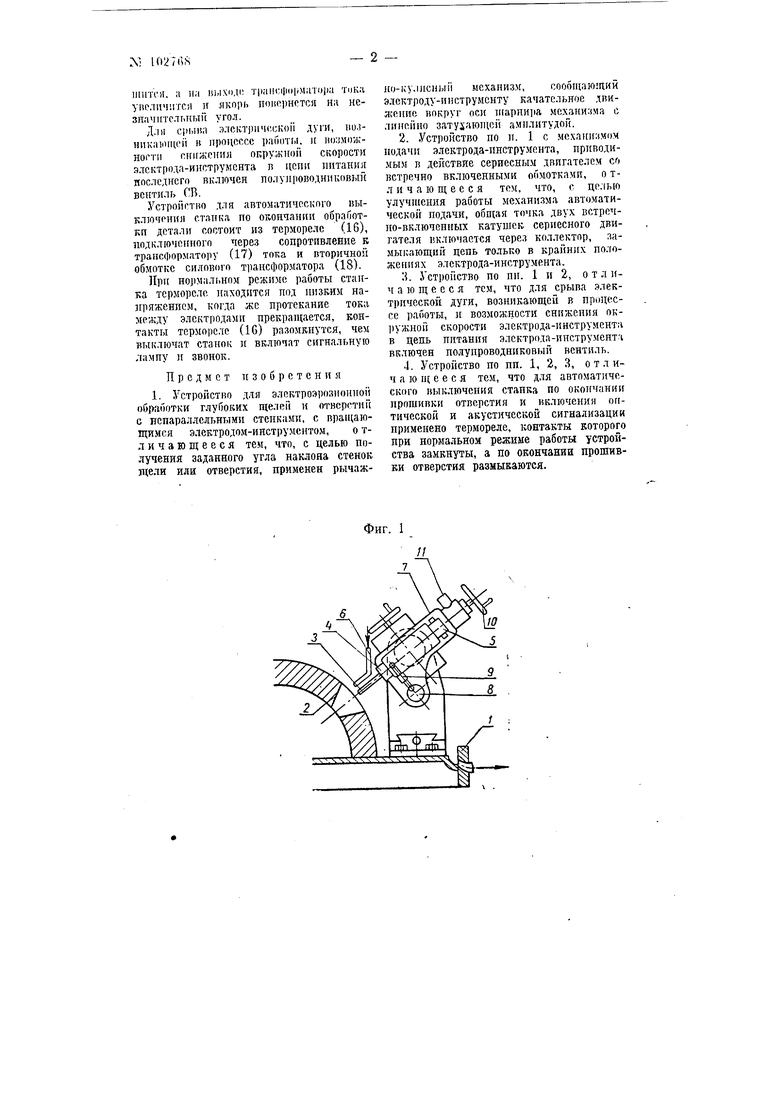
Схематическое изображение стинка ириведено на фиг. 1.
Иа плите (1) зак|)е11ляется o6i)a6aTi,iваемая деталь (2). г)лектрод-11нс-./ уменГ (3) закреилен в пшииделя (-1,. Ток к электроду подводится через коллектор (5). В сонло (()) иодводитсч вода, которая нотом отводится в канализацию. lIoiioiJOTHbui круг суии(1рта (7) обосиочи1 ает качательное движение ишингеля. осуществляемое с помон1ыо KjiHuoiHinia (8) шатуна (9), а нерпмещеиие супнорта с помощью маховичка (10) ил1С автоматически - регулятором подачи (11).
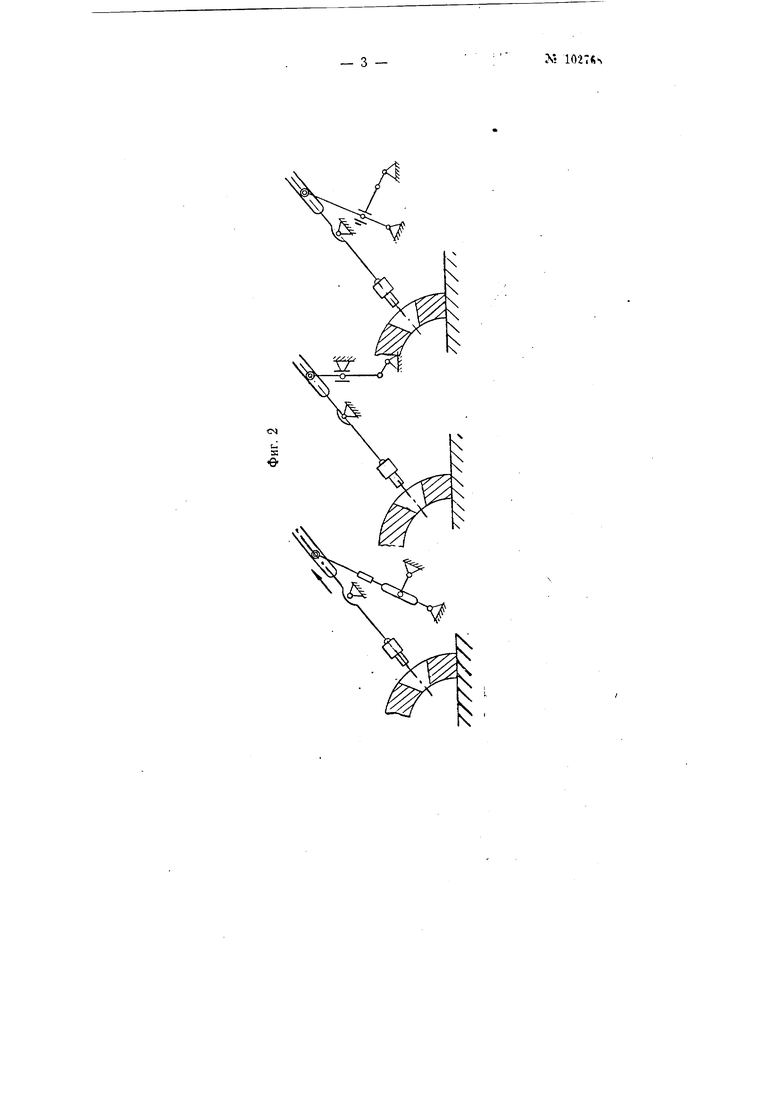
iki|iH;ntTbi качательногс движения .члектрод-инструмента И1)иведеиы на |iiir. 2.
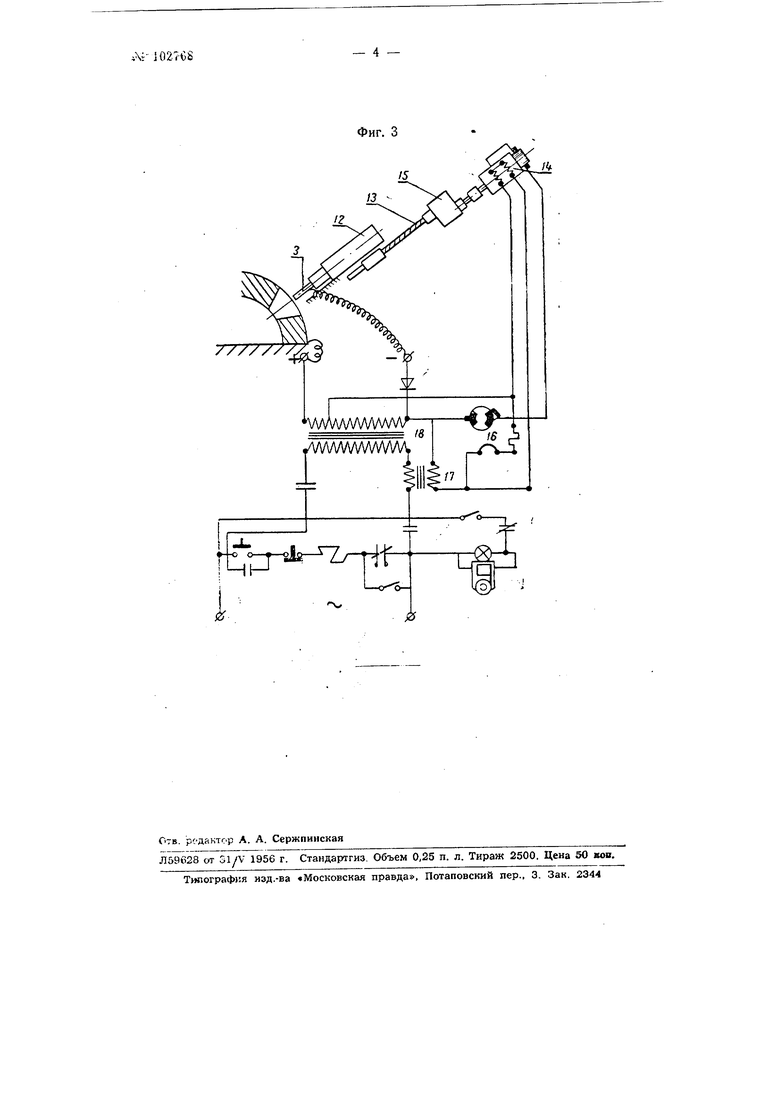
На фиг. 3 приведена схема механизма автоматической иодачи. Электродинструмент (3), закрепленный на иолзупке (12), подается в деталп ходопы.ч винтом (13), приводимым в движение элект1)одвигателем (14) через редуктор (15). Со1)иеспый электродвигатель с дпумя встречными обмотками возбу;кдсния включается через коллектор, которьЕЙ враи(ается на оси кривошипа механиам.ч качательного движения, замыкая iieiib в крайних положениях .элект1)ода-11Н1:т1)умента.
При замыкании цепи коллектора, якорь электродвигателя 1говернется на никоторый угол, величина которого зависит от зазора между .электродом и деталью. При малом зазоре напряжение на выходо силового транс(1юрмато|)а умсньiiiiiTCii, а ii;i 1Я,1Х1|Д1 Ti);iii(;i|io|/M;iTi)i);i тикд уврличитси и якорь П()ио)нотся на незпачитсльнын угол.
Дли ciniiiia злскт1),(;ком дуги, ии.ь никаичщм в процессе раГютм. н ii():.Mir/i;HooTi птгжриия окружной скорости электрода-инструмента п цепи питания последнего включен полупроводниковый вентиль СВ.
FcTpoiicTMO для автоматического выключения станка по окончании обработки детали состоит из терморсле (16), подключенного через сопротивление к трансформатору (17) тока и вторичной обмотке силового Т1)ансформатор,% (18).
При нормальном режиме работы станка термореле находится нод иизким напряжением, когда же протекание тока между электродами прекращается, контакты терморсле (16) разомкнутся, чем выключат станок н включат сигнальную ламну и звонок.
Предмет изобретения
1. Устройство для электроэрознонноИ )6j ;iooTKH глубоких щелей н отверстии с непараллельными стенками, с враи(ающимся электродом-инструментом, о тличающееся теи, что, с целью получения заданного угла наклона стенок Я1ели или отверстия, применен рычажно-|;ул)1сн1,1и механизм, оооощаюгции электроду-инструменту качательное движение вокруг оси НЕарнира мохани:)ма с линейно зату5аюп1еи амплитудой.
2. Устройство но п. 1 с механн:шом подачи электрода-инструмента, приводимым в действие сериесным двпгателсм со встречно включенными обмотками, о тл и ч а ю щ е е с я тем, что, с целью улучн1ения работы механизма автоматической подачи, общая точка двух встречно-включепных катушек сериесного двигателя включается через коллектор, замыкающий пепь только в крайних положениях электрода-инструмента.
;}. Устройство по пн. 1 и 2, от л ич а 10 щ е е с я тем, что для срыва электрической дуги, возникающей в процессе работы, и возможности снижения ок)ужной скорости электрода-инструмента в цепь питания электрода-инструментч включен полупроводниковый вентиль.
4. Устройство по пп. 1, 2, 3, о т л ич а ю щ е е с я тем, что для автоматического выключения станка по окотгчании прошивки отверстия и включения оптической и акустической сигнализации применено термореле, контакты которого при нормальном режиме работы устройства замкнуты, а по окончании прошивки отверстия размыкаются.
Фиг. 3
Ik
/5
