2. Упругий элемент для градуиро и -поверки сжимающих гшастометров, содержаний поверхности контакта, параллель 1ые рабочим поверхностям пластометра, отличающийс тем, что он имеет линейную характеристику и жесткость С, равную
С - ILO..D {ь, 5D..)
с2h
12h
где LO номинальное значение предела текучести в поверяемой точке
D и h диаметр и толщина идегльно пластичного диска с преде™ лом текучести to при ДО .стижении квазиравновесного состояния,
причем его начальная высота h равна
,, ,24h + ID )
ho h (---- 5-5I -
3. Упругий элемент дпя гpa з;yиpoв- ки и поверки сжимающих пластометровв выполненный в виде тарельчатой пружины, отличающийся тем, что наружный диаметр пружины равен
Изобретение относится к технике испытаний пластичных материалов и может найти применение на предприятиях химической, радиоэлектрон ной и электротехнической промышленности при входном контроле технологических свойств материалов путем определения предела текучести.
Цель изобретения - повьшение точности и производительности градуировки и поверки сжиман щих пласто метров,
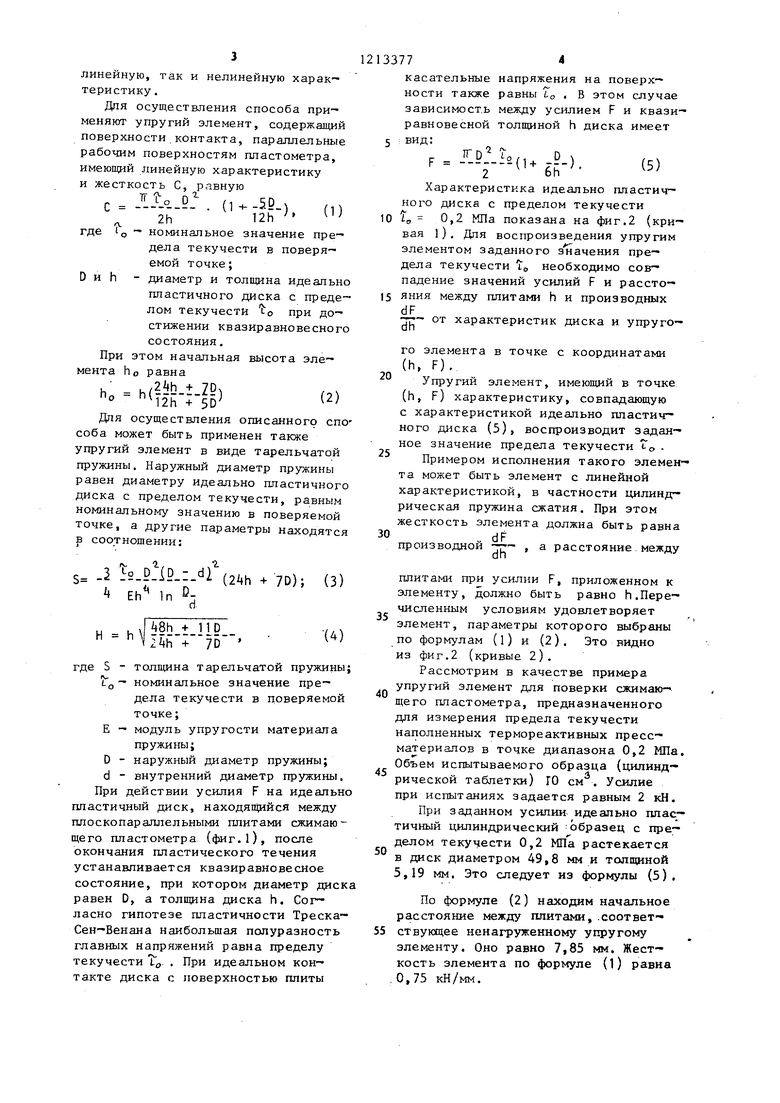
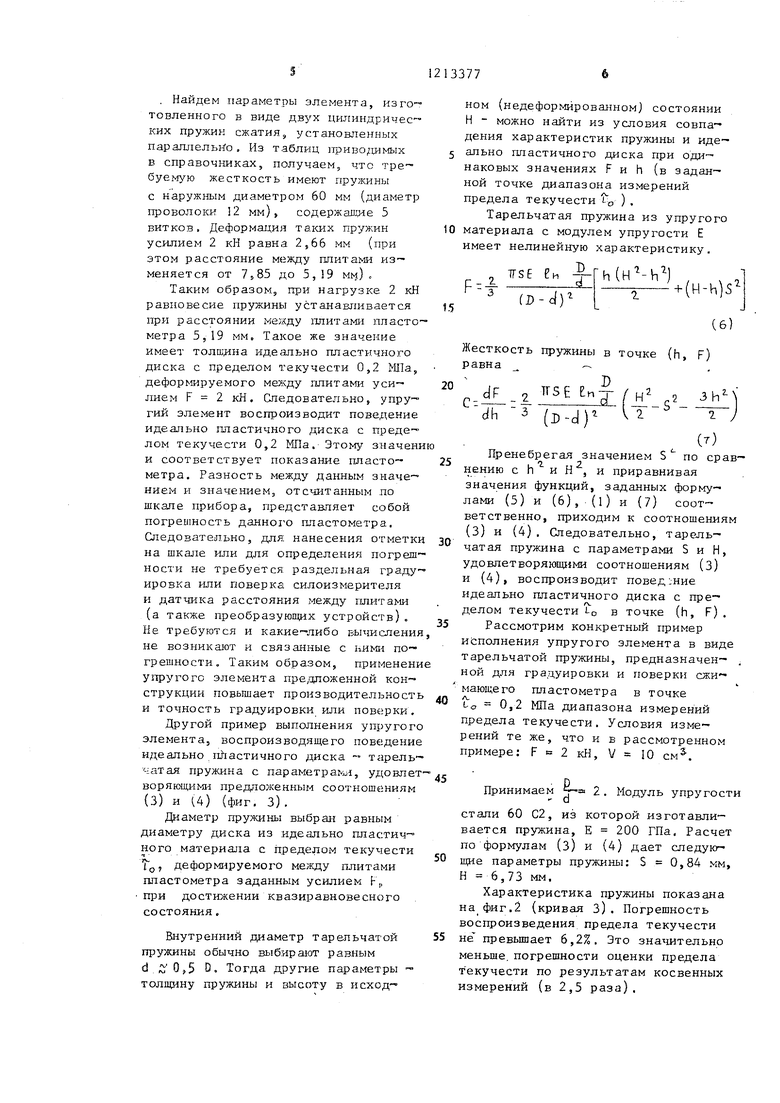
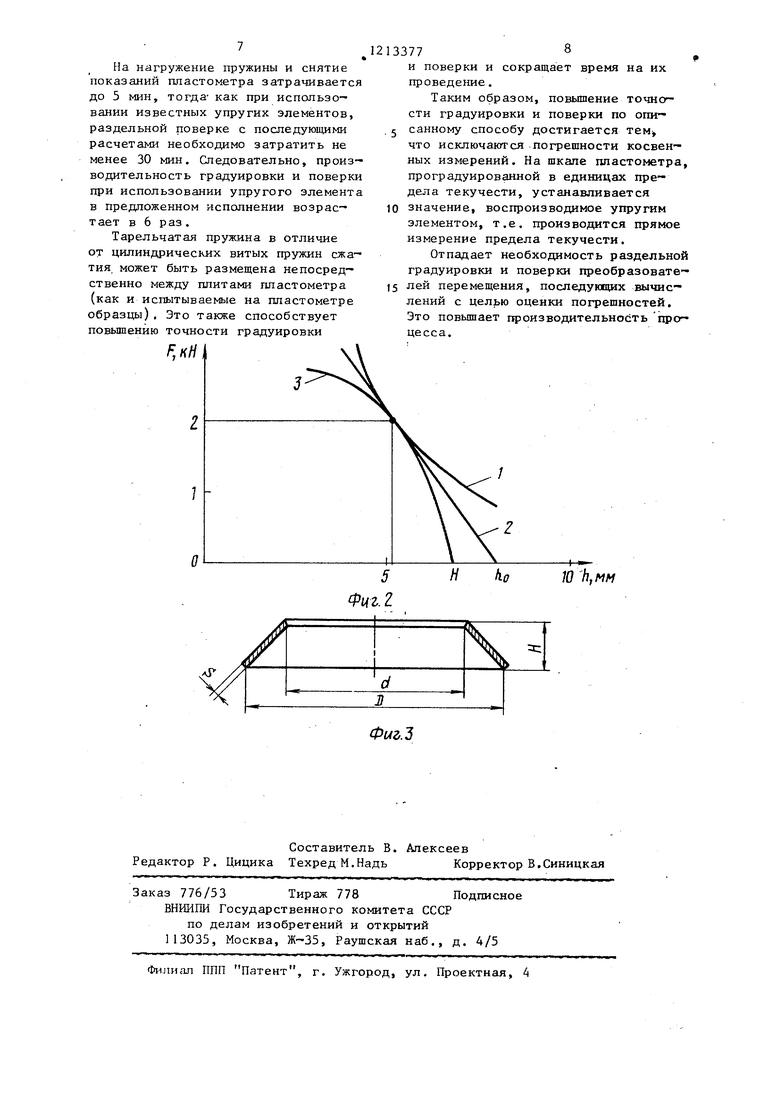
На фиг.1 показана схема деформ; .рования идеально пластичного диска между плоскопараш1ельными плитами сжимамцего гшастометра на фиг.2 - характеристики идеально пластичного диска, испытываемого на сжимающем гшастометре, и упругих элементов, воспроизводящих поведение ;уиска, при градуировке и поверке гшасго- метра, На фиг.З - конструкция упругого элемента в виде тарельчатой пружины.
377
диаметру идеально пластичного диска с пределом текучести, равным номинальному значению в поверяемой точке диапазона измерений предела текучести, а другие параметры гфу- жины находятся в следующих соитно- шениях
5
Л tq.(2i+h + 7D);
Eh
, D In -И - h
.llD 2/4h + 70 де S f толщина пружин);
LO номинальное значение предела текучести в поверяемой точке;
Е - модуль упругости материала пружины;
D - наружный диаметр пружины;
d - внутренний диаметр пружины;
h - толщина идеально пластичного диска с пределом текучести to при достижении квазиравновесного состоя1щя;
Н высота пружины.
Сущность способа градуировки и поверки пиастометров состоит в том, что для его осуществления используется упругий элемент, воспро- изводящий при заданном усилии на- гружения поведение идеально пластичного диска с пределом текучести, равным номинальному значению этой величины в поверяемой точке. Вое-
произведение обеспечивается тем, что характеристики (зависимости усилие нагружения - высота) упругого элемента и идеально пластичного диска совпадают в поверяемой точке.
Для обеспечения данного соответствия параметры упругого элемента должны находиться в определенной взаимосвязи с пределом текучести в поверяемой точке диапазона из-
мерений, т„е, для осуществления
предложенного способа необходимы/
упругие элементы со специально подобранными параметрами. При этом у1Фугие элементы могут иметь как
линейную, так и нелинейную характеристику .
Для осуществления способа применяют упругий элемент, содержащий поверхности контакта, параллельные рабочим поверхностям пластометра, имеющий линейную характеристику и жесткость С, равную
.о:.„.ле.,. ,„
где if, - номинальное значение предела текучести в поверяемой точке;
D и h - диаметр и толщина идеально пластичного диска с пределом текучести о при достижении квазиравновесного состояния.
При этом начальная высота элемента ho равна
, ,2kh + 20ч,..
° - Tzh (2)
Для осуществления описанного спо соба может быть применен также упругий элемент в виде тарельчатой пружины. Наружный диаметр пружины равен диаметру идеально пластичного диска с пределом текучести, равным номинальному значению в поверяемой точке, а другие параметры находятся в соотношении:
5 .2 l2..:.df (2l,h 7D); (З)
Eh In
D dh
48h
24h
+ 11D
(4)
где S - толщина тарельчатой пружины L Q - номинальное значение предела текучести в поверяемой точке; Е - модуль упругости материала
пружины;
D - наружный диаметр пружины; d - внутренний диаметр пружины. При действии усилия F на идеальн пластичный диск, находящийся между плоскопараллельными плитами сжимающего пластометра {фиг.О, после окончания пластического течения устанавливается квазиравнсвесное состояние, при котором диаметр диск равен D, а толщина диска h. Согласно гипотезе пластичности Треска- Сен-Венана наибольшая полуразность главных напряжений равна пределу текучести Т,,. . При идеальном контакте диска с поверхностью плиты
13377Л
касательные напряжения на поверхности также равны LO , В этом случае зависимость между усилием F и квази- равновесной толщиной h диска имеет 5 вид:
F .).(5)
2Ьп
Характеристика идеально пластичного диска с пределом текучести
10 1о - 0,2 МПа показана на фиг.2 (кривая 1). Для воспроизведения упругим элементом заданного з ачения предела текучести to необходимо совпадение значений усилий F и рассто-
15 яния между плитами h и производных dF
dh
- от характеристик диска и упруго-
5
0
0
0
го элемента в точке с координатами (h, F).
Упругий элемент, имеющий в точке
(h, F) характеристику, совпадающую с характеристикой идеально пластичного диска (5), воспроизводит заданное значение предела текучести t .
Примером исполнения такого элемента может быть элемент с линейной характеристикой, в частности цилиндрическая пружина сжатия. При этом жесткость элемента должна быть равна
0„ dF
производной -г- , а расстояние между dn
плитами при усилии F, приложенном к элементу, должно быть равно h.Перечисленным условиям удовлетворяет элемент, параметры которого выбраны по формулам (l) и (2). Это видно из фиг.2 (кривые 2).
Рассмотрим в качестве примера упругий элемент для поверки сжимающего пластометра, предназначенного для измерения предела текучести наполненных термореактивных пресс- материалов в точке диапазона 0,2 МПа. Объем испытываемого образца (цилиндрической таблетки) ГО см . Усилие при испытаниях задается равным 2 кН.
При заданном усилии идеально пластичный цилиндрический образец с пределом текучести 0,2 МПа растекается в диск диаметром 49,8 мм и толщиной 5,19 мм. Это следует из формулы (5).
По формуле (2) находим начальное расстояние между плитами, .ссответ- 5 ствуюдее ненагруженному упругому элементу. Оно равно 7,85 мм. Жесткость элемента по формуле (1) равна . 0,75 кН/мм.
. Найдем параметры элемента, изго™ товленного в виде двз х цилиндрических пружин сжатия,, установленных параллельн о . Из таблиц приводимых
в справочниках, получаем, что буемую жесткость имеют прулсины с наружным диаметром 60 мм (диаметр проволоки 2 мм) содержащие 5 витков. Деформация таких пружин
усилием 2 кН равна 2,66 мм (при этом расстояние между плитами изменяется от 7585 до 5,9 мм).
Таким образом, при нагрузке 2 кН равновесие пружины ус,танавпивается при расстоянии между плитами пласто метра 5,19 мм. Такое же значение имеет пластичного диска с пределом текучести 0,2 МЛа, деформируемого мейзду nnuTat-m у си-
лием F 2 кН. Следовательно, упругий элемент воспроизводит поведение идеально пластичного диска с пределом текучести 0,2 МПа. Этому значени и соответствует показание пласто-
метра. Разность между данным значением и значением, отсчитанным по шкале прибора, представляет собой погрешность даннох о пластометра. Следовательно, для нанесения отметки на шкале или для определения ногреш- ности не требуется раздельная градуировка или поверка силоизмерителя и датчика расстояния между плитами (а также преобразующих устройств) . Не требуются и какие-либо вычисления не возникают и связанные с ними погрешности. Таким образом, применени упругого элемента пре,сц1оженной конструкции повышает производительность и точность градуировки или поверки.
Другой пример выполнения упругого элемента, воспроизводящего пов€;дение идеально.пластичного диска - тарельчатая пружина с napaMBTpai-iii, удовлет воряющими предложенным соотношениям (3) и (4) (фиг, 3).
Диаметр пружины выбран равным диаметру диска из идеально пластич- ного материала с пределом текучести
т
TO деформируемого ме;кду плитами пластометра заданным усилием F,,
при достижении квазиравновесного состояния.
Внутренний диаметр тарельчатой пружины обычно выбирают равным }5 О- Тогда другие параметры толщину пружины и высоту в исходном (недеформйрованном) состоянии Н - можно найти из условия совпадения характеристик пружины и идеально пластичного диска при одинаковых значениях F и h (в заданной точке диапазона измерений предела текучести LO ),
Тарельчатая пружина из упругого материала с модулем упругости Е имеет нелинейную характеристику.
t5 20
5
о r п
г
Жесткость пружины в точке (h, F) равна-D
0
5
СiL
dh
2 TTSE en-j 7 -d)
H
-s 2 3h
(r)
Пренебрегая значением S по срав-
лп
нению с h и Н , и приравнивая значения функций, заданных формулами (5) и (6), (l) и (7) соответственно, приходим к соотношениям (З) и (4). Следовательно, тарельчатая пружина с параметрами S и Н, удовлетворяющими соотношениям (З) и (4), воспроизводит поведение идеально пластичного диска с пределом текучести L, в точке (h, F) .
Рассмотрим конкретный пример исполнения упругого элемента в виде тарельчатой пружины, предназначен- , ной для градуировки и поверки мающего пластометра в точке (-0 - 0,2 МПа диапазона измерений предела текучести. Условия измерений те же, что и в рассмотренном примере: FK2KH, V IOcM ,
Принимаем ;- 2 . Модуль упругости d
стали 60 С2, из которой изготавливается пружина, Е 200 ГПа, Расчет по формулам (З) и (4) дает следующие параметры пружины: S 0,84 мм, Н 6, 7 3 мм,
Характеристика пружины показана на фиг.2 (кривая З). Погрешность воспроизведения предела текучести не превьшает 6,2%. Это зна штельно меньше, погрешности оценки предела т екучести по результатам косвенных измерений (в 2,5 раза).
На нагружение пружины и снятие показаний пластометра затрачивается до 5 мин, тогда- как при использовании известных упругих элементов, раздельной поверке с последующими расчетами необходимо затратить не менее 30 мин. Следовательно, производительность градуировки и поверки при использовании упругого элемента в предложенном исполнении возрас- т ает в 6 р аз .
Тарельчатая пружина в отличие от цилиндрических витых пружин сжатия может быть размещена непосредственно между плитами пластометра (как и испытываемые на гшастометре образцы), Это также способствует повышению точности градуировки
13377 ,
и поверки и сокращает время на их проведение.
Таким образом, повышение точнсг- сти градуировки и поверки по спи-
5 санному способу достигается тем что исключаются погрешности косвенных измерений. На шкапе ппастометра, проградуированной в единицах предела текучести, устанавливается
10 значение, воспроизводимое упругим элементом, т.е. производится прямое измерение предела текучести.
Отпадает необходимость раздельной градуировки и поверки преобразовате-
)5 лей перемещения, последующих вычислений с целью оценки погрешностей. Это повышает производительность процесса.
F.KHI
,MM
Составитель В. Алексеев Редактор Р. Цицика Техред М.НадьКорректор В,Синицкая
Заказ 776/53Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фмг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения предела текучести вязкопластичных материалов | 1984 |
|
SU1141308A1 |
| Способ поверки силоизмерительных преобразователей и устройство для его реализации | 1977 |
|
SU735942A1 |
| Устройство для поверки весов | 1984 |
|
SU1247668A1 |
| МАШИНА ГИДРАВЛИЧЕСКАЯ СИЛОИЗМЕРИТЕЛЬНАЯ ОБРАЗЦОВАЯ | 1997 |
|
RU2122715C1 |
| Устройство для поверки толщиномеров покрытий | 1990 |
|
SU1740985A1 |
| СПОСОБ ГРАДУИРОВКИ УЛЬТРАЗВУКОВЫХ ДОПЛЕРОВСКИХ РАСХОДОМЕРОВ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2439506C2 |
| Способ определения погрешности прибора | 1989 |
|
SU1741073A1 |
| Способ градуировки и поверки счетчиков и расходомеров жидкости | 1982 |
|
SU1122893A1 |
| СПОСОБ ГРАДУИРОВКИ СЧЕТЧИКА ЖИДКОСТИ И ГАЗА | 1991 |
|
RU2010185C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ГРУНТОВОГО, ТОРФЯНОГО И МЕРЗЛОГО ОСНОВАНИЙ | 2007 |
|
RU2345360C2 |
1. Способ градуировки и поверки сжимакяцих пластометров, включающий нагружение сжатием упругого элемента и измерение усилия нагружения, отличающийся тем, что, с целью повышения точности и производительности, в каждой поверяемой точке нагружают упругий элемент, характеристика которого совпадает с характеристикой идеально пластичного диска в этой точке диапазона измерений предела текучести. i СЛ Фиг.
| Авдеев Б.А | |||
| Поверка машин и приборов для механических испытаний материалов | |||
| М.: Из-во стандартов, 1969, с.76, 96-100 | |||
| Кирновов В.И | |||
| Измерение механических характеристик материалов | |||
| М.: Из-во стандартов, 1976, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| У///////////)(///////////А | |||
