I
Изобретение относится к устройствам для складывания целых заготовок коробок с откидными крышками.
Целью изобретения является по- вьшеиие прочности коробки и производительности устройства.
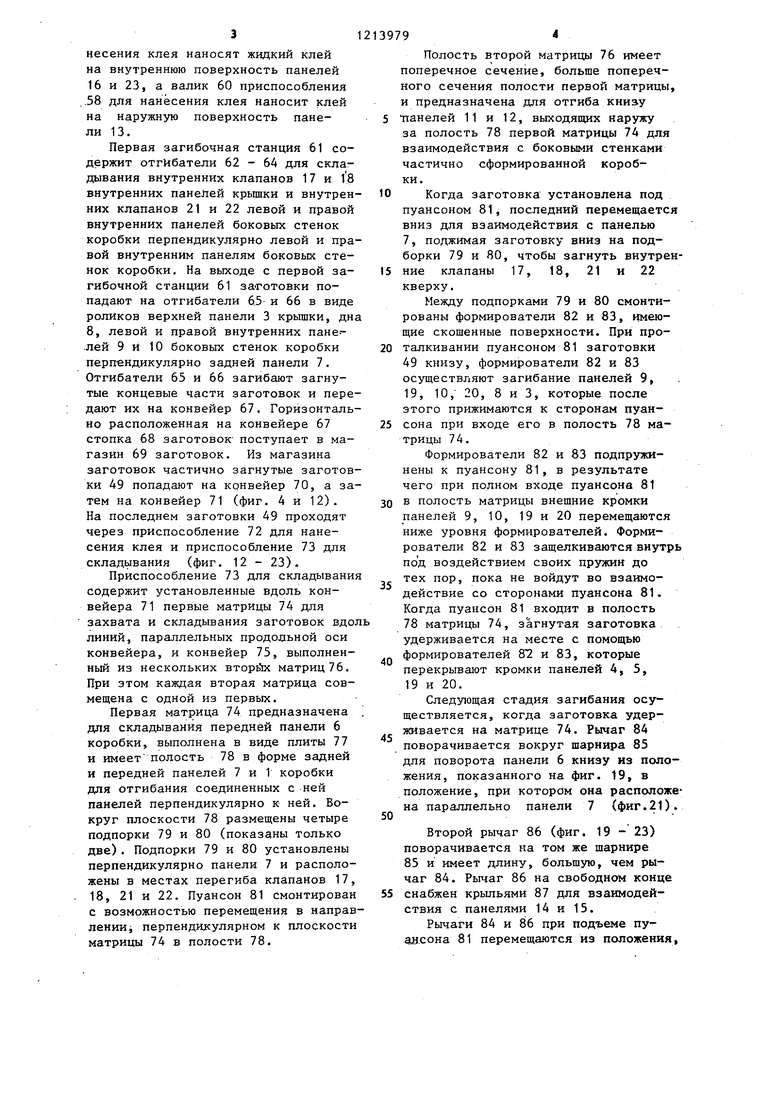
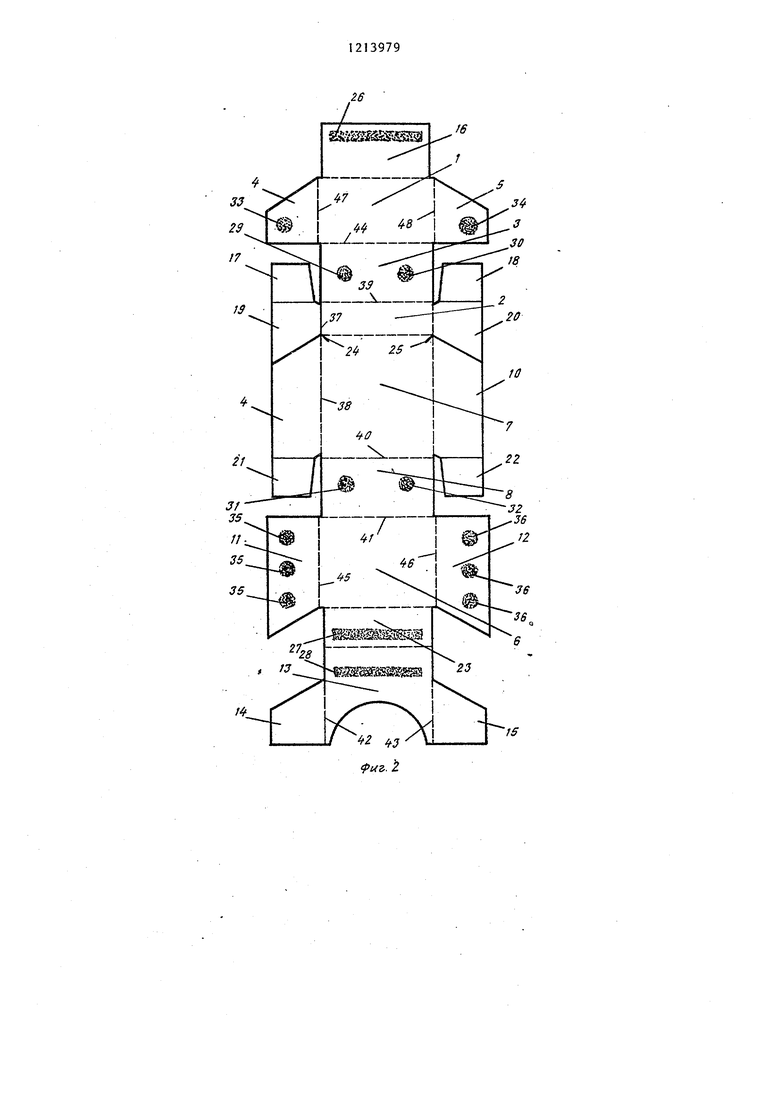
На фиг. 1 изображена заготовка коробки, общий на фиг. 2 - то же, вид-в плане; на фиг. 3 - то же после загибания противоположных кон цевых частей , на фиг. 4 - предлагаемое, устройство, вид сбоку; на фиг. 5 - магазин заготовок; на фиг. 6 и 7 - приспособление для нанесения клея; на фиг, 8 - отги- батели; на фиг. 9-1.1 - разрезы А-А, Б-Б и Б-В на фиг. 8 соответственно , на фиг. 12 - формующие матрицыi на фип, 13-15 - матри- ца, сечение) на фиг. 16 - сечение Г-Г на фиг. 14; на фиг. 17 - сечение Д-Д на фиг. 15; на фиг. 18 матрица, вид в перспективе; на фиг. 19-23 - матрица, сечение че- рез отгибатели; на фиг. 24 - коробка предпоследней стадии загибания, вид в перспективе, на фиг., 25-26 матрицы;на фиг. 27 - готовая коробка, общий вид,
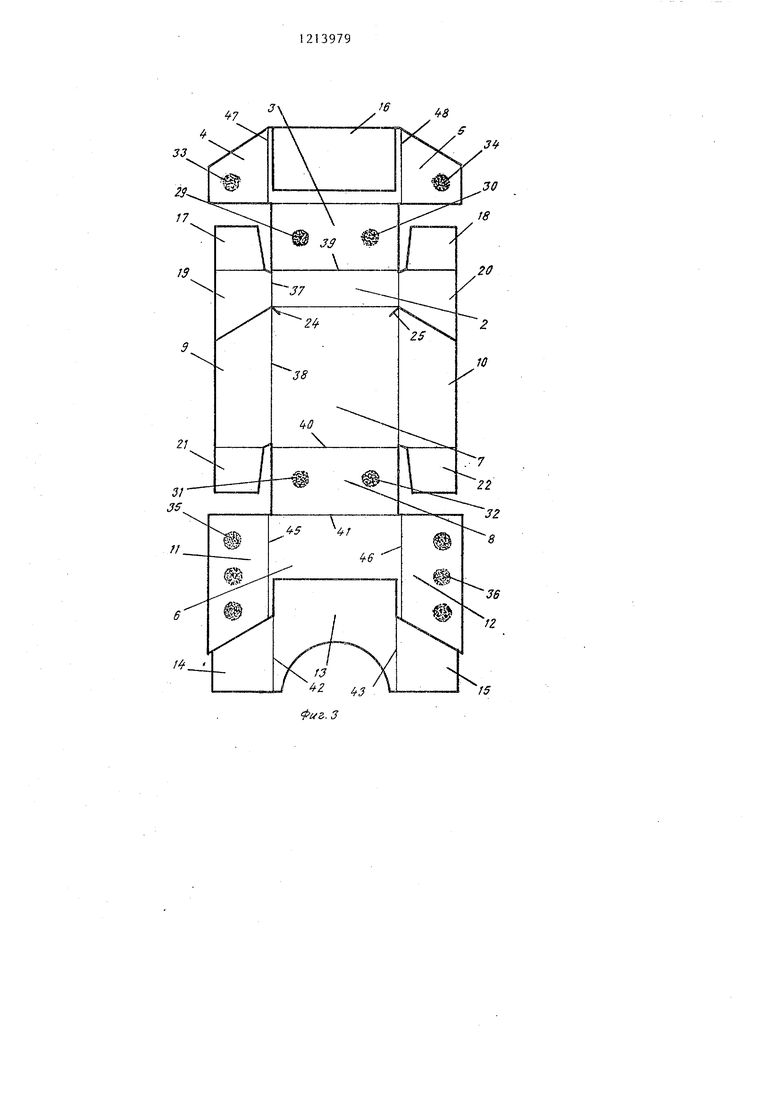
З.аготовка коробки с откидной крышкой .содержит переднюю панель 1 крыш- ки, заднюю панель 2 крышки, верхнюю панель 3 крьшши и наружные боковые панели 4 и 5 крьшки, переднюю панель 6 коробки, заднюю панель 7 коробки, нижнюю панель 8 коробки, внутренние боковые панели 9 и 10 и наруные боковые панели 11 и 12 коробки, переднюю панель 13 и боковые панели 14 и 15 сепаратор (фиг. 1 - 3),
Для усиления панели 1 на крьшке имеются усиливающая панель 1 б и внутренние клапаны 17 и 18, а для усиления наружных боковых панелей 4 и
5имеются внутренние боковые панели 19 и 20. На нижних концах пане лей 9 и 10 имеются внутренние кла- пайы 21 и 22. Между передней панелью
6и внутренней передней панелью 13 сепаратора расположена панель 23. На задней панели 7 коробки имеются прорези 24 и 25.
ria панель 16 по линии 26, на панель 23 по линии 27 и на панель 13 по линии 28 наносят клей. Панелв 16 загибают под углом 180 на панель 1, панель 23 загибают на 180 на панель
5
О 15 20 25 30
,
55
213979
6, а
2
13 отгибают назад под
.35
40
50
панель
(3
углом 180 , поскольку она наложена на панель 23.
Для последующих стадий загибания наносят клей в точках 29 и 30 на панели 3, в точках 31 и 32 на панели 8, в точках 33.и 34 на боковых панелях 4 и 5 и в точках 35 и 36 на боковых панелях 11 и 12. Клапаны 17 и 18 загибают кверху перпендикулярно панели 7 и затем панели 19, 20 и 9, 10 загибают на 90 перпендикулярно панели 7.
Поскольку загибание панелей 9 и .19 происходит по линиям 37 и 38 перегиба, а загибание панелей 10 и 20 - по линии 39 перегиба, а панели 8 - по линии 40 перегиба, то перегиб этих панелей происходит до тех пор, пока они не раз местятся перпендикулярно панели 7 и скрепятся клеем в указанных местах.
Затем панель 6 загибают по линии 41 перегиба, панели 14 и 15 - по линиям 42 и 43, при этом панели 14 и 15 входят внутрь панелей 9 и 10. Склеенные между собой панели 1 ri16 загибают по линии 44 Ifepeгибa до тех пор, пока они не лягут на изо- гнутьй конец панели 13, при этом панели 16, 1, 13 и 6 располагшотся параллельно на расстоянии высоты панели 7.
На заключительной стадии загибания коробки панели 11, 12и4, 5с нанесенным на внутренней стороне клеем загибают на 90 по линиям 45 - 48 загиба до упора в наружные боковые панели 4, 5, 11 и 12.
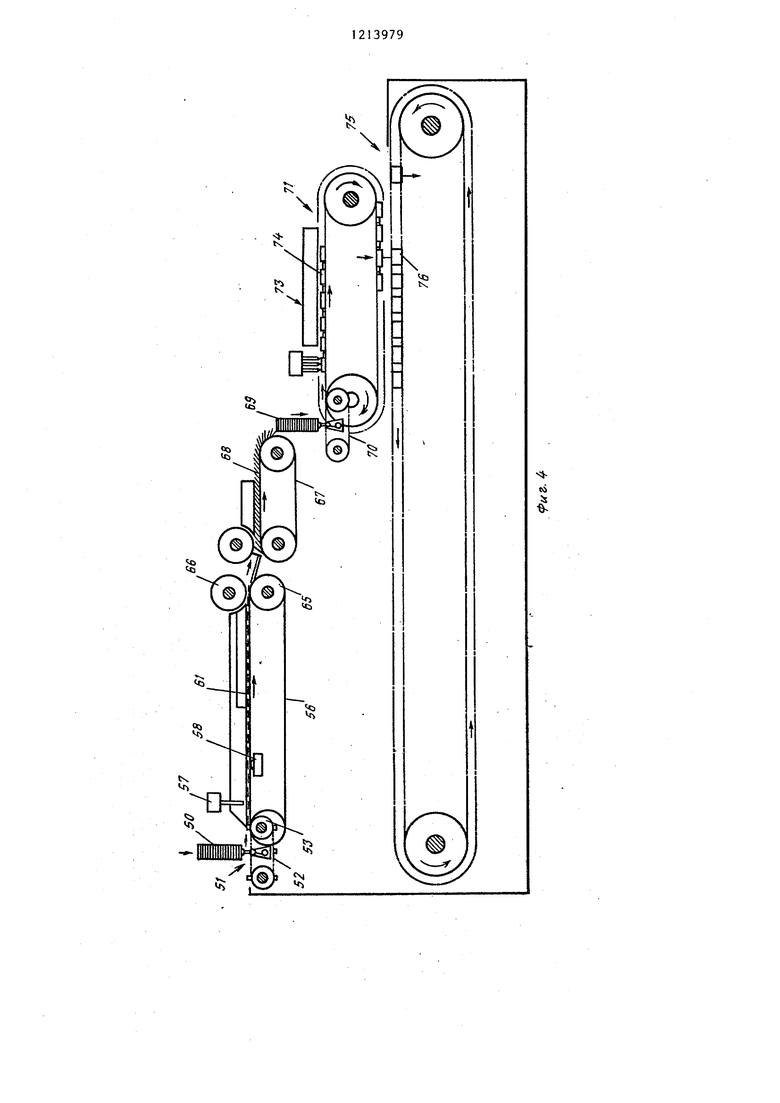
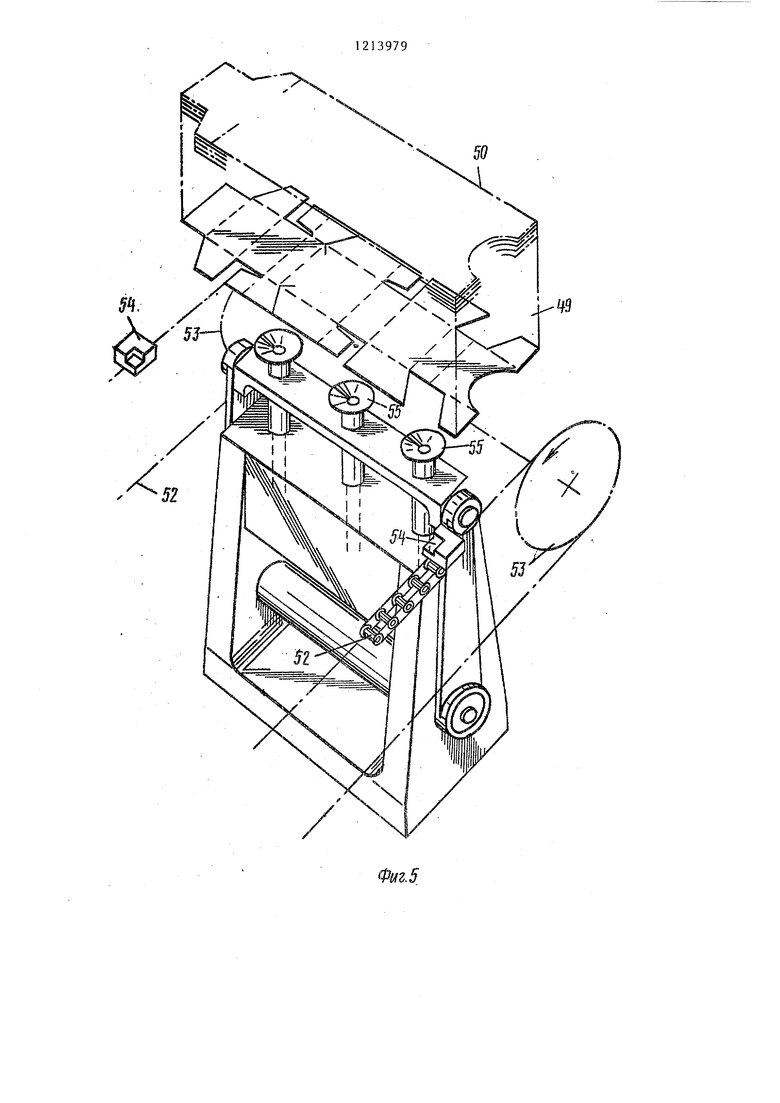
В процессе складывания заготовок в коробки заготовки 49 из магзина 50 поступают на конвейер 51 для перемещения заготовок. Цепи 52 конвейера 51 охватывают звездочки 53 и несут установочные лапки 54 для взаимодействия с заданными углами заготовки 49 (фиг. 4 и 5).
Под стопкой заготовок 49 установлены подвижно в вертикальном направлении всасывающие колпачки 55 для взаимодействия с нижней заготовкой стопки и для перемещения ее вниз для взаимодействия с Лапками 54.
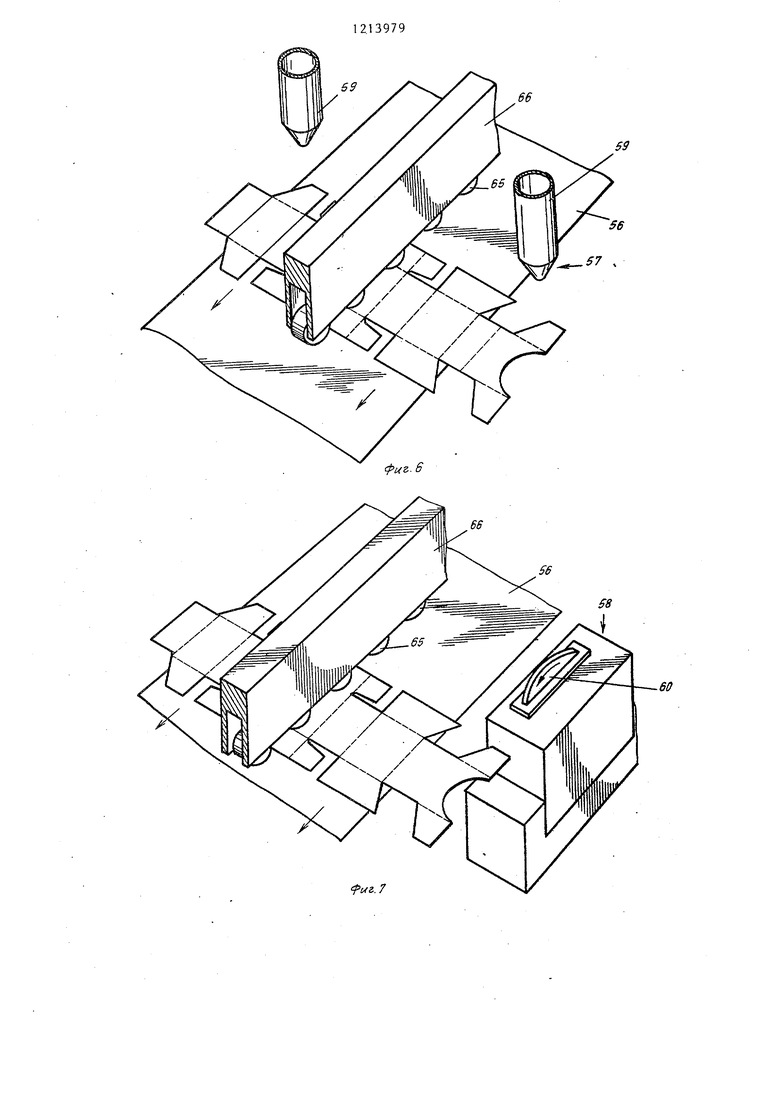
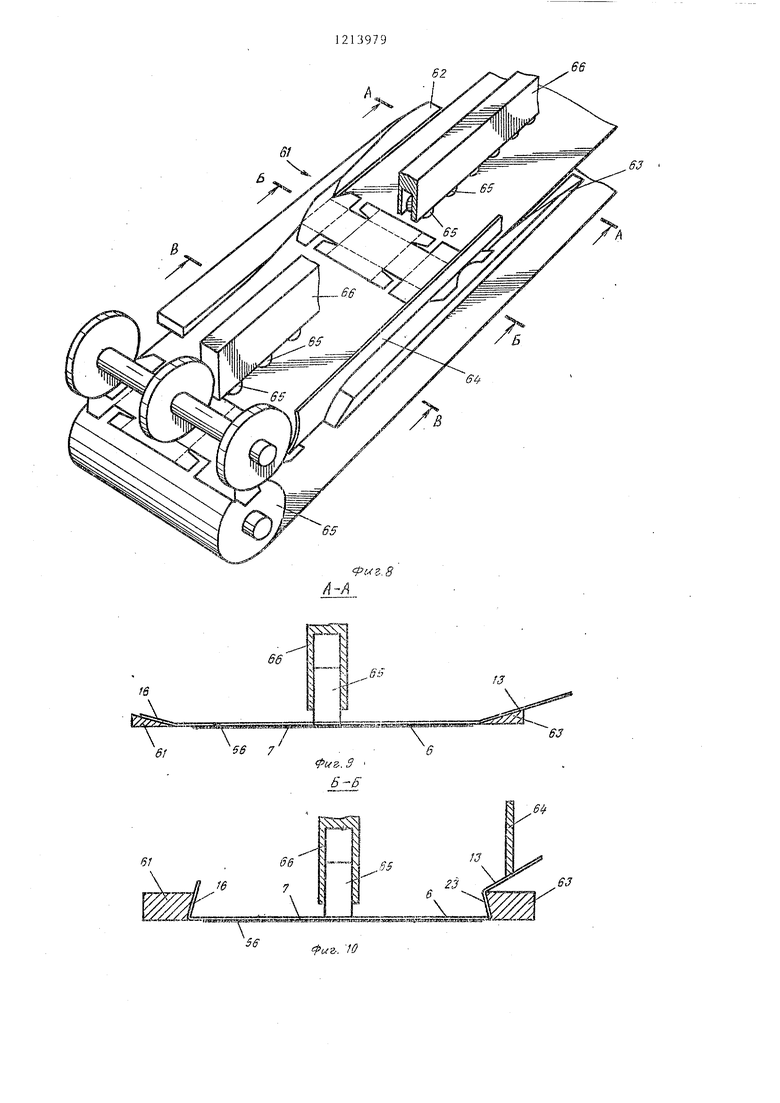
За конвейером 51 по ходу перемещения, заготовок установлен конвейер 56 с приспособлениями 57 и 58 для нанесения клея (фиг. 6 и 7), форсунки 59 приспособления 57 для нанесения клея наносят жидкий клей на внутреннюю поверхность панелей 16 и 23, а валик 60 приспособления .58 для нанесения клея наносит клей на наружную поверхность панели 13.
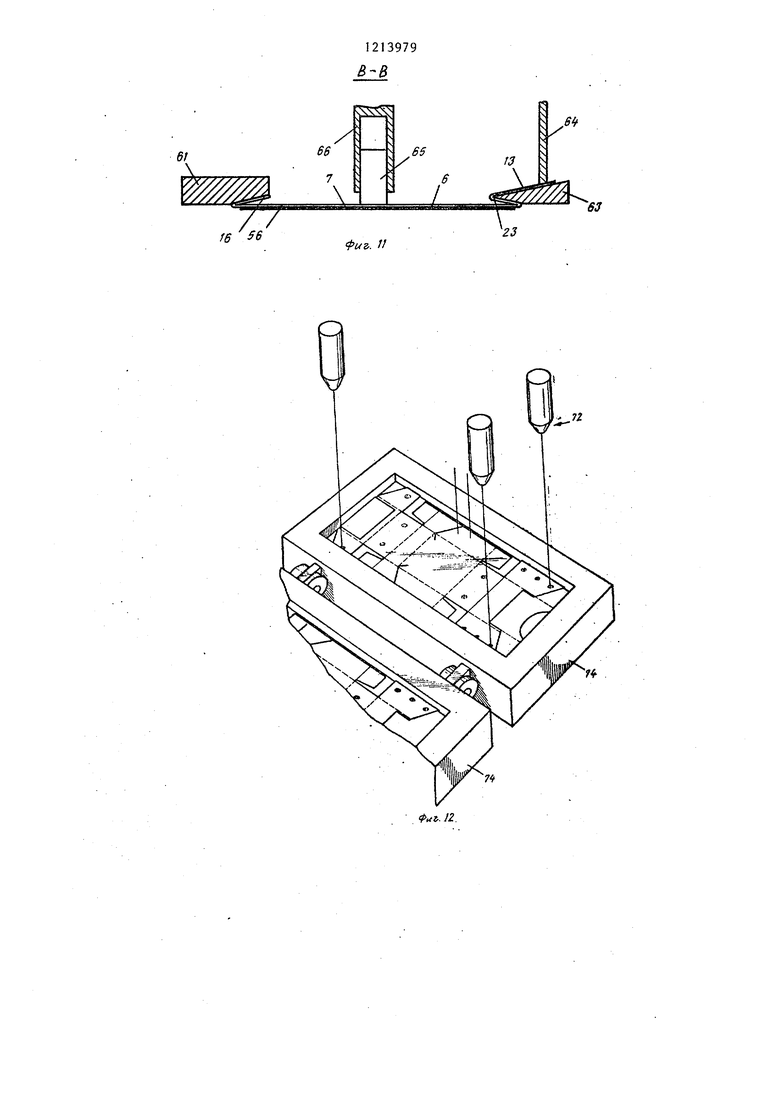
Первая загибочная станция 61 содержит отгйбатели 62 - 64 для складывания внутренних клапанов 17 и I S внутренних панелей крышки и внутренних клапанов 21 и 22 левой и правой внутренних панелей боковых стенок коробки перпендикулярно левой и правой внутренним панелям боковых стенок коробки. На выходе с первой загибочной станции 61 заготовки попадают на отгибатели 65 и 66 в виде роликов верхней панели 3 крьппки, дна 8, левой и правой внутренних панелей 9 и 10 боковых стенок коробки перпендикулярно задней панели 7. Отгибатели 65 и 66 загибают загнутые концевые части заготовок и передают их на конвейер 67. Горизонтально расположенная на конвейере 67 стопка 68 заготовок поступает в магазин 69 заготовок. Из магазина заготовок частично загнутые заготовки 49 попадают на конвейер 70, а затем на конвейер 71 (фиг. 4 и 12). На последнем заготовки 49 проходят через приспособление 72 для нанесения клея и приспособление 73 для складывания (фиг. 12 - 23).
Приспособление 73 для складывания содержит установленные вдоль конвейера 71 первые матрицы 74 для захвата и складывания заготовок вдоль линий, параллельных продольной оси конвейера, и конвейер 75, выполнен- ньй из нескольких вторйх матриц 76. При этом каждая вторая матрица совмещена с одной из первых.
Первая матрица 74 предназначена . для складывания передней панели 6 коробки, выполнена в виде плиты 77 и имеет полость 78 в форме задней и передней панелей 7 и 1 коробки для отгибания соединенных с ней панелей перпендикулярно к ней. Вокруг плоскости 78 размещены четыре подпорки 79 и 80 (показаны только две). Подпорки 79 и 80 установлены перпендикулярно панели 7 и расположены в местах перегиба клапанов 17, 18, 21 и 22. Пуансон 81 смонтирован с возможностью перемещения в направлении i перпендикулярном к плоскости матрицы 74 в полости 78.
10
15
20
213979Л
Полость второй матрицы 76 имеет поперечное сечение, больше поперечного сечения полости первой матрицы, и предназначена для отгиба книз-у 5 панелей 11 и 12, выходящих наружу за полость 78 первой матрицы 74 для взаимодействия с боковыми стенками частично сформированной коробки.
Когда заготовка установлена под пуансоном 81, последний перемещается вниз для взаимодействия с панелью 7, поджимая заготовку вниз на подборки 79 и 80, чтобы загнуть внутренние клапаны 17, 18, 21 и 22 кверху.
Между подпорками 79 и 80 смонтированы формирователи 82 и 83, имеющие скошенные поверхности. При проталкивании пуансоном 81 заготовки 49 книзу, формирователи 82 и 83 осуществляют загибание панелей 9, 19, 10, 20, 8 и 3, которые после зтого прижимаются к сторонам пуансона при входе его в полость 78 матрицы 74.
Формирователи 82 и 83 подпружинены к пуансону 81, в результате чего при полном входе пуансона 81 в полость матрицы внешние кромки панелей 9, 10, 19 и 20 перемещаются ниже уровня формирователей. Формирователи 82 и 83 защелкиваются внутрь под воздействием своих пружин до тех пор, пока не войдут во взаимодействие со сторонами пуансона 81. Когда пуансон 81 входит в полость 78 матрицы 74, загнутая заготовка удерживается на месте с помощью формирователей 82 и 83, которые перекрывают кромки панелей А, 5, 19 и 20.
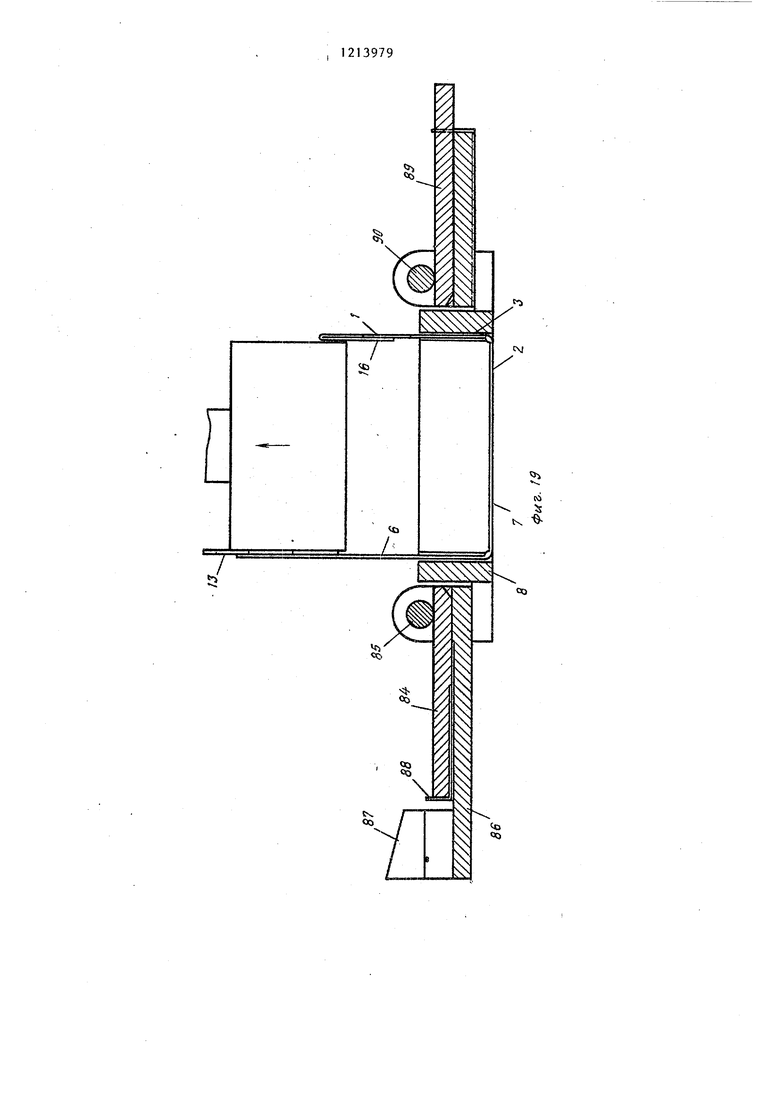
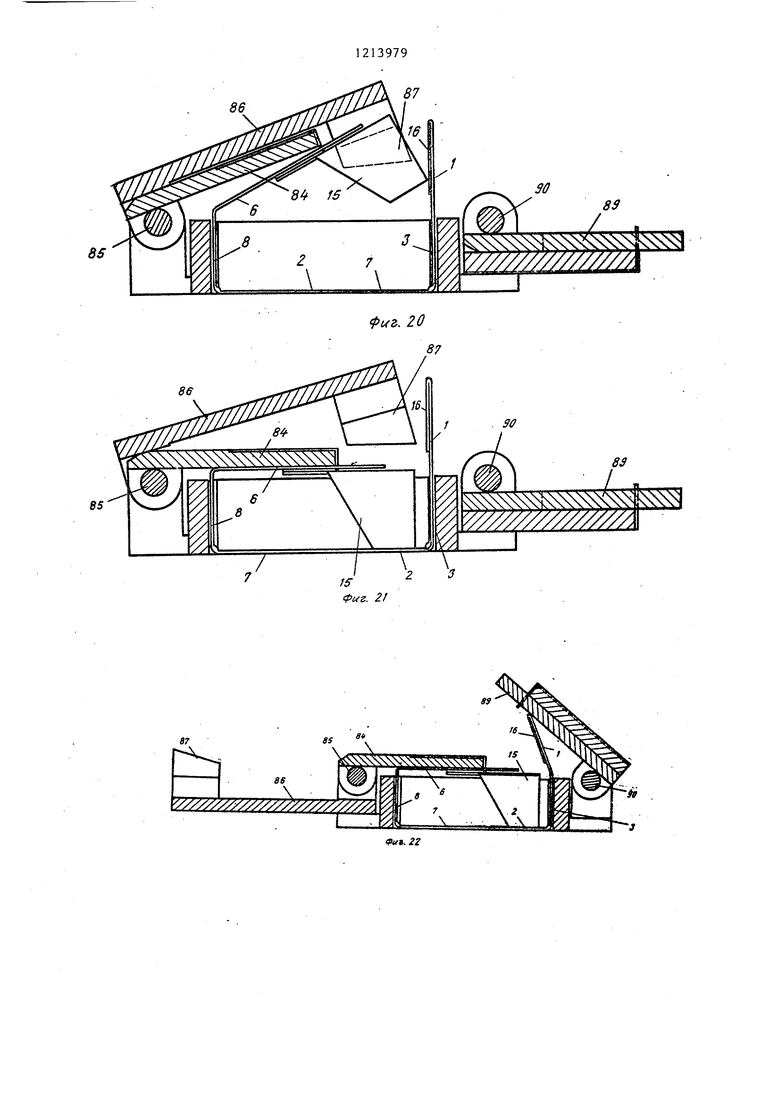
Следующая стадия загибания осуществляется, когда заготовка удерживается на матрице 74. Рычаг 84 поворачивается вокруг щарнира 85 для поворота панели 6 книзу из положения, показанного на фиг. 19, в положение, при котором она расположена параллельно панели 7 (фиг.21).
25
30
35
40
45
50
Второй рычаг 86 (фиг. 19 - 23) поворачивается на том же шарнире 85 и имеет длину, большую, чем рычаг 84. Рычаг 86 на свободном конце 55 снабжен крыльями 87 для взаимодействия с панелями 14 и 15.
Рычаги 84 и 86 при подъеме пуансона 81 перемещаются из положения.
показанного на фиг. 19, в вертикальное и 1фижямают панели 14 и 15 к пуансону, загибая их по линиям 42 и 43 перегиба. Затем пу ансон 81 перемещается вверх, пока не выйдет за пределы траектории движения рычагов .84 и-86л Рычаг 86, все еще удерживающий панели 14 и 15 в их загнутом вовнутрь положении, поворачивается вместе с рычагом 84 из положения, показанного на фиг.20, В положение, в котором панели 14 и 15 полностью входят в полость 78 матрицы 74 и находятся на внутренней стороне панелей 9 и 10.
Рычаг 84 имеет выступы 88 для оттягивания на кромке панели 13, в результате чего углы панелей 14 и 15 удерживаются за пределами внутрен них клапанов 17 и 18 при полном пере гибе панели .6.
Затем рычаг 86 освобождз;ает рычаг 84, прижимающий панель 6. Рычаг
89 закреплен на шарнире 90 и установлен с возможностью взаимодействия с панелью 1. Последняя поворачивается в положение заподлицо с панелью 5 6 (фиг, 23).
На конечной стадии процесса загибания (фиг. 25 и 26) коробка 91 установлена напротив матрицы 76.
(О Последняя имеет полость 92, форма которой соответствует форме законченной коробки. Матрицы 76 шарнирно связаны между собой по всей длине конвейера 75. Пуансон 93, расположенfS ный над матрицей 74, выталкивает коробки из полости 78 матрицы 74 в полость 92 матирцы 76, одновременно заставляя панели 11, 12, 4 и 5 с нанесенным на них клеем загибаться 20 книзу на стороны коробки и склеиваться с ними. Готовая коробка 91 поступает на выходной конвейер (не по- :казан).
17
II
20
5
/«и
2 3
25
2 3
fifZ. 1
Л
/
/5
-
J oS
Фш.5
фиг. 6
66
66
58
fuz.7
81
65
fuz.S





. 5 6-6
6f
6
5ff
1213979
в-в
16 se
Фиъ. //
t3
П
111п
.
83
r
5/
фиг. 6
Л-4
Г
/i7
. /7
/г
/
Su-3 18
t
5
ri
К
Со
«э «о
Ч)
Со
OQ
86
87
/
83
S
. 20
86
90
83
L
$$$SS$$ SS $ :$ $
W//////y//
67
as
y y / /yy/ iy//// //
вг
ее
l/Z 77 7/7//y//7/7////ZiW/
tfut. 23
ff
7«
/
/;
/
76
/
. 2
/
/
$1
n
X
pu&. 25
76
фи&. 26
9
9
фиг...27
Составитель Ю.Смояяков Редактор О.Юрковецкая Техред М.Герг ель Корректор Т. Кол б
789/63
Тираж 372Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий -113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, А
| СПОСОБ ИНФУЗИОННОЙ ТЕРАПИИ ПРИ КЕТОАЦИДОТИЧЕСКОЙ КОМЕ У БОЛЬНЫХ С САХАРНЫМ ДИАБЕТОМ | 2003 |
|
RU2242236C1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
