Фие.17
Изобретение относится к упаковочному оборудованию и предназначено для упаковывания штучных изделий, например приборов, в картонные пачки.
Известен автомат для упаковки в коробки штучных изделий, например медицинских бинтов, содержащий механизм поштучной подачи коробок, транспортер для коробок, питатель изделий, толкатель изделий в коробки, приспособления для закрывания и открывания клапанов и клеена- носящее приспособление, механизм для набора изделий. Изделия питателем подаются на ленточный транспортер, где механизмом для набора изделий группируются в несколько рядов. Затем плоскосложенная заготовка коробки из наклонных направляющих подается вакуум-присосками на транспортер, где коробка формуется, и у нее открываются клапаны. Сгруппированные изделия подаются в коробки, затем с помощью приспособлений закрываются клапаны коробки и готовая коробка вытал- Тив аЗтся на наклонную лотковую направляющую для дальнейшей подачи на упаковку в ящик 1.
Недостатком известного устройства яв- ля ется низкая производительность, а также то, что упаковывание изделия производится в склеиваемую коробку.
Известна также автоматическая линия для упаковывания цилиндрических предметов, содержащая транспортер, параллельно установленный ему цепной конвейер, устройство формирования и подачи коробок, устройство формирования вкладыша, бункер с питателями, толкатель для подачи вкладыша с изделиями в коробку, устройство для загибания клапанов коробки и устройство для снятия коробок с конвейера. Линия снабжена также устройством контроля наличия и целостности изделий и устройством для наклейки бандероли 2.
Плоские заготовки вкладыш а подаются в устройство формирования и затем укладываются в носители транспортера, которые перемещаются в зону укладки в них изделий (ампул). Одновременно из плоских заготовок формируются коробки.
Носители с вкладышами и ампулами устанавливаются соосно коробкам, с помощью толкателя укладываются в коробки, затем закрываются боковые и передние клапаны коробки и происходит обандероли- вание коробки бумажной лентой. Упакованные и обандероленные коробки снимаются с конвейера и подаются к штабелирующему устройству.
К недостаткам известной линии можно отнести низкую производительность вследствие необходимости помещения ампул во вкладыш и укладки последнего в коробку, а также нанесение клея на боковые клапаны коробки.
5Наиболее близким к заявляемому
объекту является автомат для упаковывания в картонные коробки групп штучных изделий, например мелкой рыбы, содержащий кассету для картонных заготовок, при0 способление для поштучной их выдачи, направляющие и подающие ролики, штамп для формования коробок, направляющую воронку, транспортер для перемещения коробок, механизмы для заделки клапанов ко5 робок и механизм для укупорки верхнего клапана термосклеивающейся лентой 3.
Картонная заготовка из кассеты подается к штампу для формования коробок, где формируется коробка и поступает в карман
0 транспортера. Сформированная коробка перемещается транспортером под дозатор, где происходит ее загрузка. При последующем прохождении коробки по транспортеру закрываются торцовые клапаны коробки,
5 верхний клапан и заполненная закрытая коробка укупоривается термосклеивающейся лентой и выдается из автомата.
Известный автомат имеет ограниченные технологические возможности, низкую
0 производительность. Необходимость укупоривать верхний клапан коробки термосклеивающейся лентой ухудшает внешний вид упаковки.
Цель изобретения - повышение произ5 водительности и надежности линии в работе,
Поставленная цель достигается тем, что автоматическая линия снабжена механизмом загибания язычка верхнего клапана
0 пачки, состоящим из пары неподвижных направляющих, укрепленной с возможностью поворота вокруг горизонтальной оси Г-об разной пластины, механизмом загибания заднего торцевого клапана пачки, включаю5 щим консольно смонтированный с возможностью поворота вокруг горизонтальной оси подгибатель с изогнутой пластиной на свободном конце, механизмом загибания переднего торцевого клапана пачки, содер0 жащим направляющую, укрепленную на подпружиненной изогнутой пластине механизма фиксации торцевых клапанов пачки, механизмом загибания и закрывания верхнего клапана пачки, содержащим консольно
5 закрепленную с возможностью поборота вокруг горизонтальной оси пластину с кронштейном на свободном конце, криволинейную направляющую для язычка верхнего клапана пачки и приспособление для отгибания передней стенки пачки при вводе
язычка для образования замкового соединения, включающее корпус, расположенный в нем подпружиненный резьбовой упор и связанный с ним рычаг для взаимодействия с кронштейном.
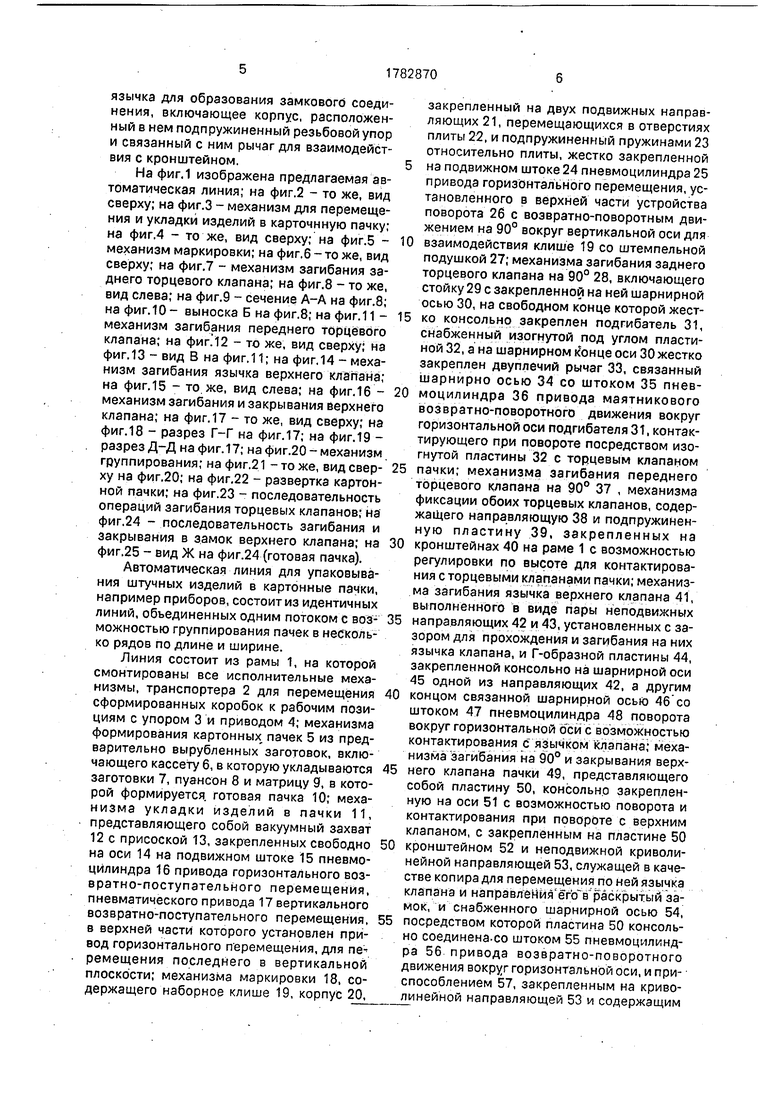
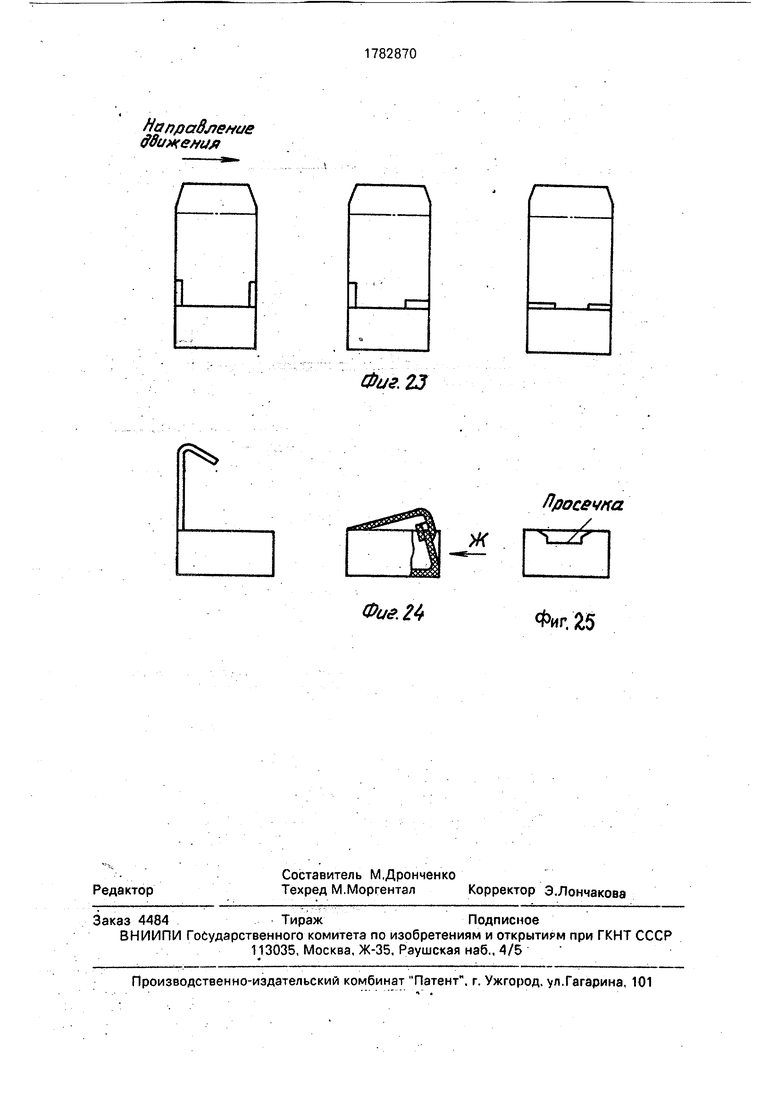
На фиг.1 изображена предлагаемая автоматическая линия; на фиг.2 - то же, вид сверху; на фиг.З - механизм для перемещения и укладки изделий в карточнную пачку; на фиг.4 - то же, вид сверху; на фиг.5 - механизм маркировки; на фиг.6 - то же, вид сверху; на фиг.7 - механизм загибания заднего торцевого клапана; на фиг.8 - то же, вид слева; на фиг.9 - сечение А-А на фиг.8; на фиг. 10- выноска Б на фиг.8; на фиг. 11 - механизм загибания переднего торцевого клапана; на фиг.12 - то же, вид сверху; на фиг.13 - вид В на фиг,11; на фиг.14 - механизм загибания язычка верхнего клапана; на фиг.15 - то же, вид слева; на фиг.16 - механизм загибания и закрывания верхнего клапана; на фиг. 17 - то же, вид сверху; на фиг. 18 - разрез Г-Г на фиг. 17; на фиг. 19 - разрез Д-Д на фиг. 17; на фиг.20-механизм группирования; на фиг.21 - то же, вид сверху на фиг.20; на фиг.22 - развертка картонной пачки; на фиг.23 - последовательность операций загибания торцевых клапанов; на фиг.24 - последовательность загибания и закрывания в замок верхнего клапана; на фиг.25 - вид Ж на фиг.24 (готовая пачка).
Автоматическая линия для упаковывания штучных изделий в картонные пачки, например приборов, состоит из идентичных линий, объединенных одним потоком с возможностью группирования пачек в несколько рядов по длине и ширине.
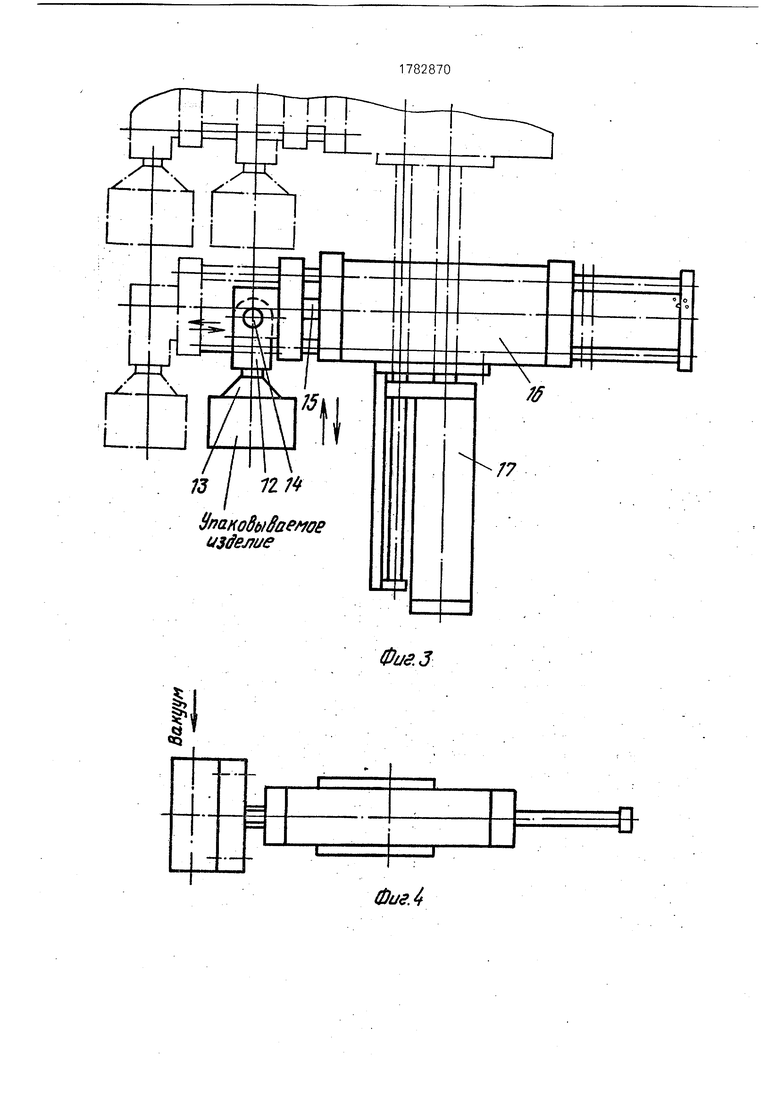
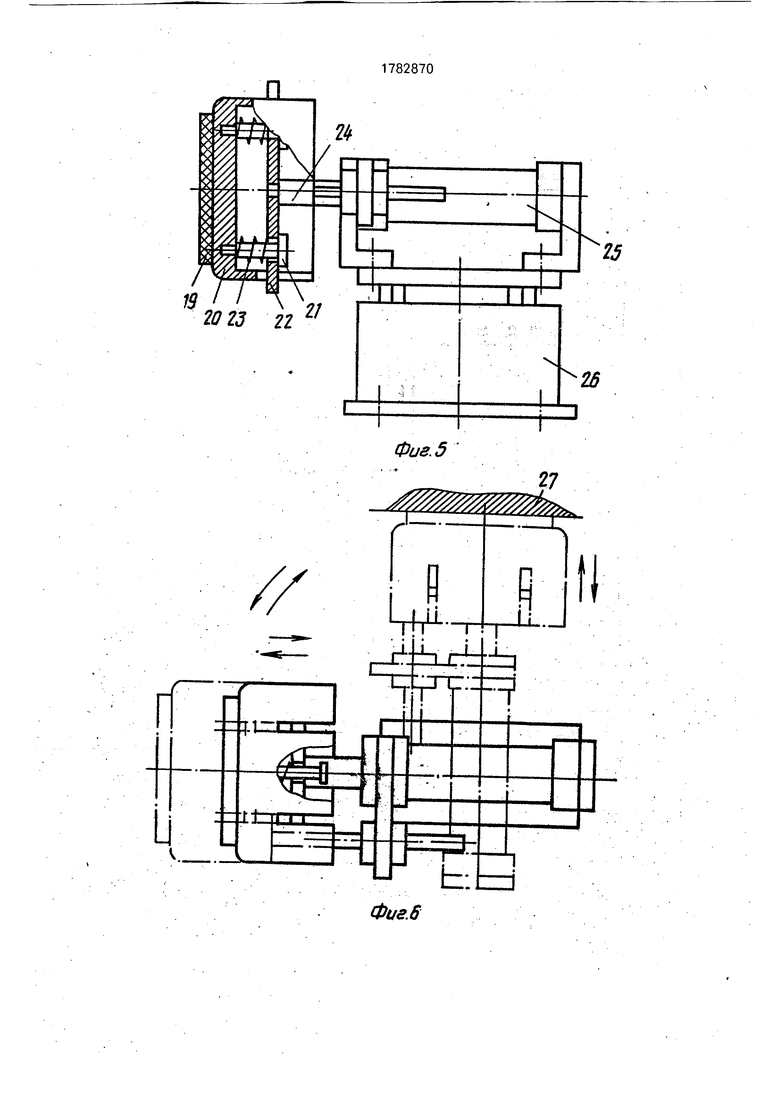
Линия состоит из рамы 1, на которой смонтированы все исполнительные механизмы, транспортера 2 для перемещения сформированных коробок к рабочим позициям с упором 3 и приводом 4; механизма формирования картонных пачек 5 из предварительно вырубленных заготовок, включающего кассету б, в которую укладываются заготовки 7, пуансон 8 и матрицу 9, в которой формируется готовая пачка 10; механизма укладки изделий в пачки 11, представляющего собой вакуумный захват 12 с присоской 13, закрепленных свободно на оси 14 на подвижном штоке 15 пневмо- цилиндра 16 привода горизонтального возвратно-поступательного перемещения, пневматического привода 17 вертикального возвратно-поступательного перемещения, в верхней части которого установлен привод горизонтального перемещения, для перемещения последнего в вертикальной плоскости; механизма маркировки 18, содержащего наборное клише 19, корпус 20,
закрепленный на двух подвижных направляющих 21, перемещающихся в отверстиях плиты 22, и подпружиненный пружинами 23 относительно плиты, жестко закрепленной 5 на подвижном штоке 24 пневмоцилиндра 25 привода горизонтального перемещения, установленного в верхней части устройства поворота 26 с возвратно-поворотным движением на 90° вокруг вертикальной оси для
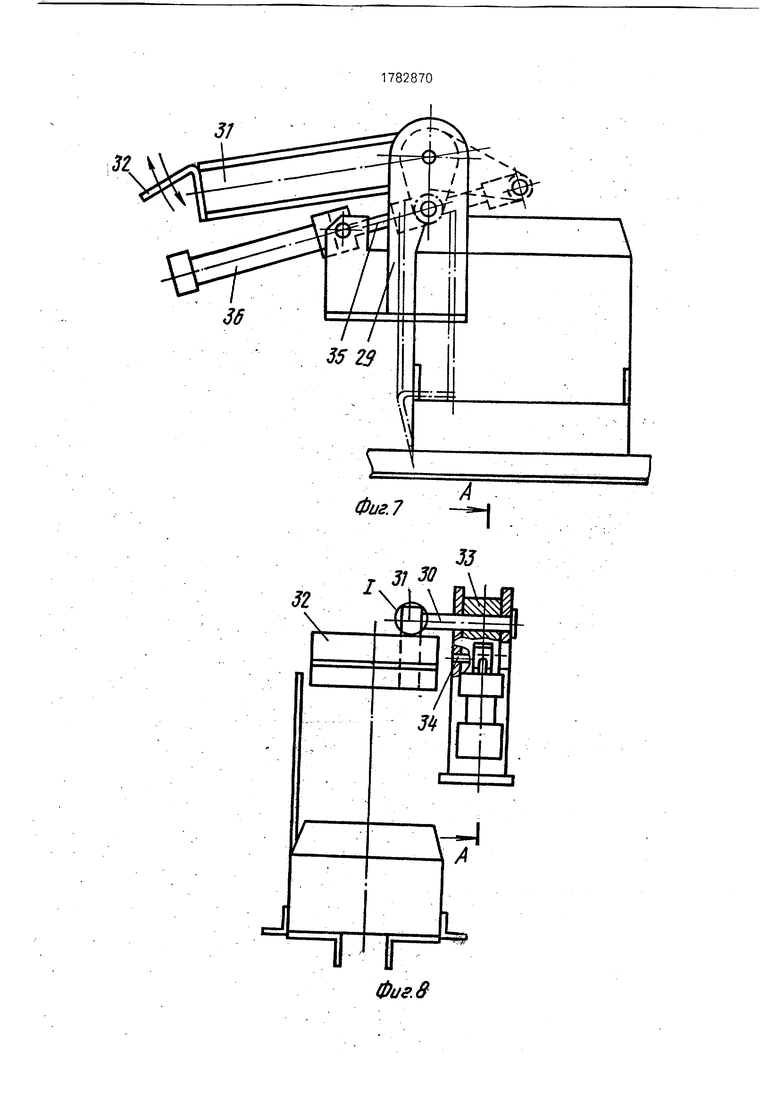
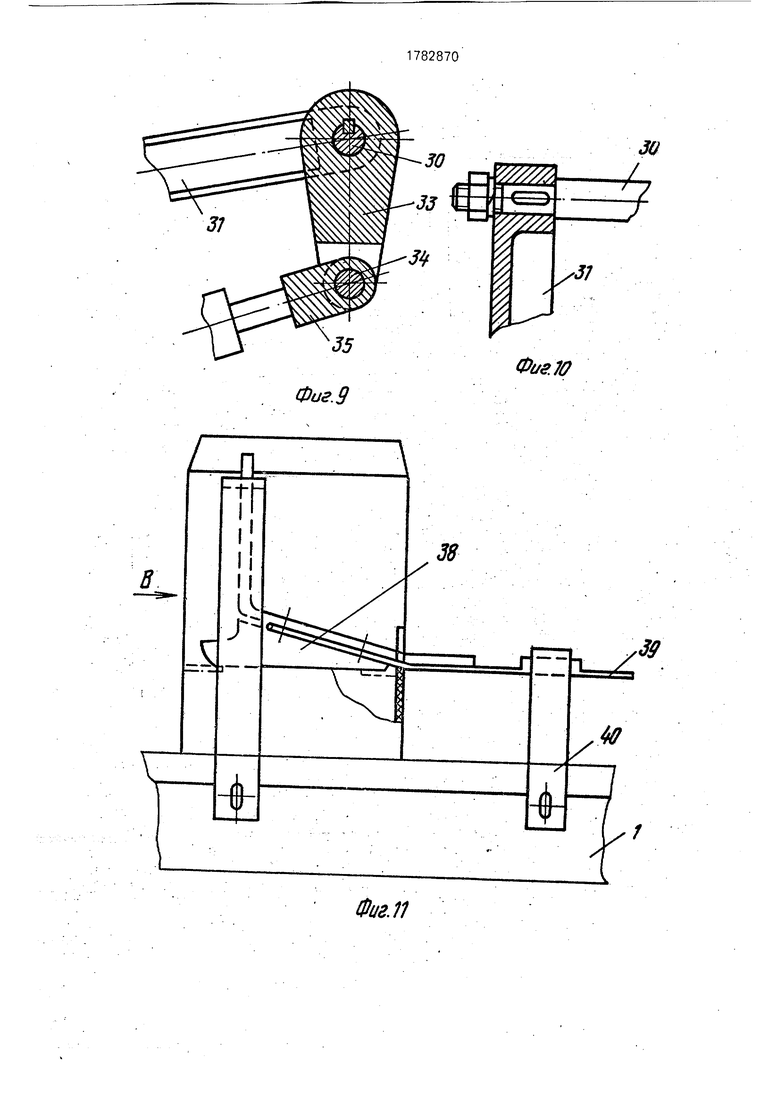
0 взаимодействия клише 19 со штемпельной подушкой 27; механизма загибания заднего торцевого клапана на 90° 28, включающего стойку 29 с закрепленной на ней шарнирной осью 30, на свободном конце которой жест5 ко консольно закреплен подгибатель 31, снабженный изогнутой под углом пластиной 32, а на шарнирном кЪнце оси 30 жестко закреплен двуплечий рычаг 33, связанный шарнирно осью 34 со штоком 35 пнев0 моцилиндра 36 привода маятникового возвратно-поворотного движения вокруг горизонтальной оси подгибателя 31, контактирующего при повороте посредством изогнутой пластины 32 с торцевым клапаном
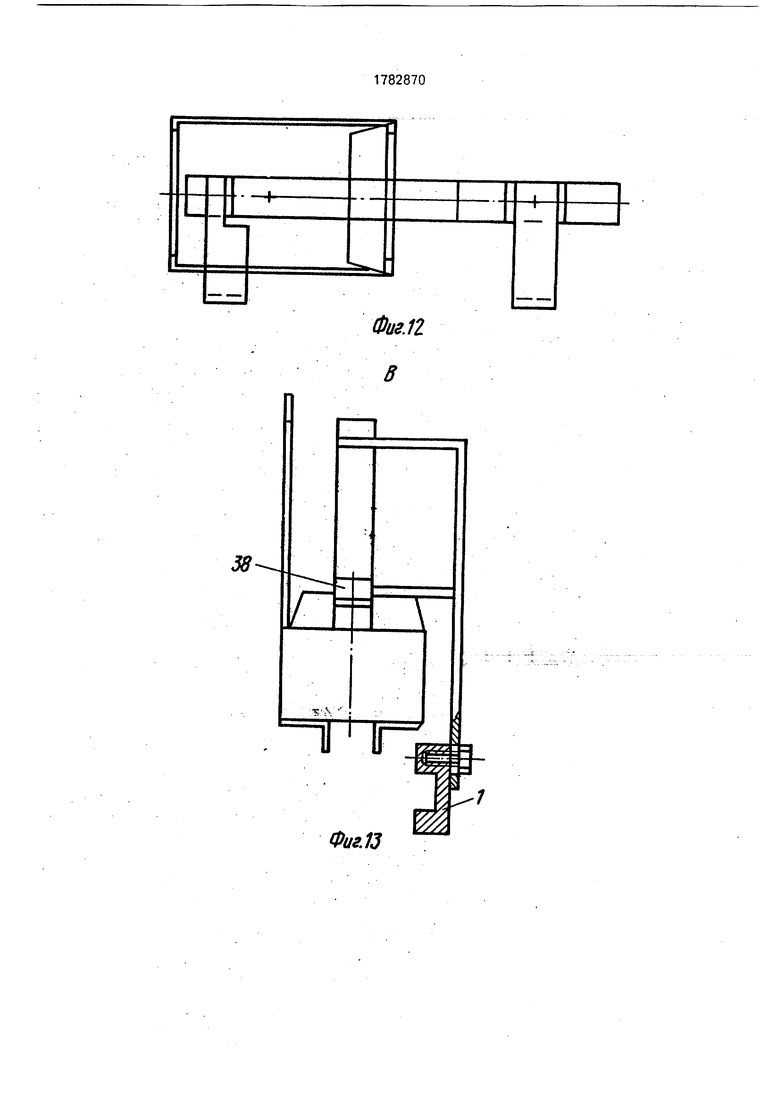
5 пачки; механизма загибания переднего торцевого клапана на 90° 37 , механизма фиксации обоих торцевых клапанов, содержащего направляющую 38 и подпружиненную пластину 39, закрепленных на
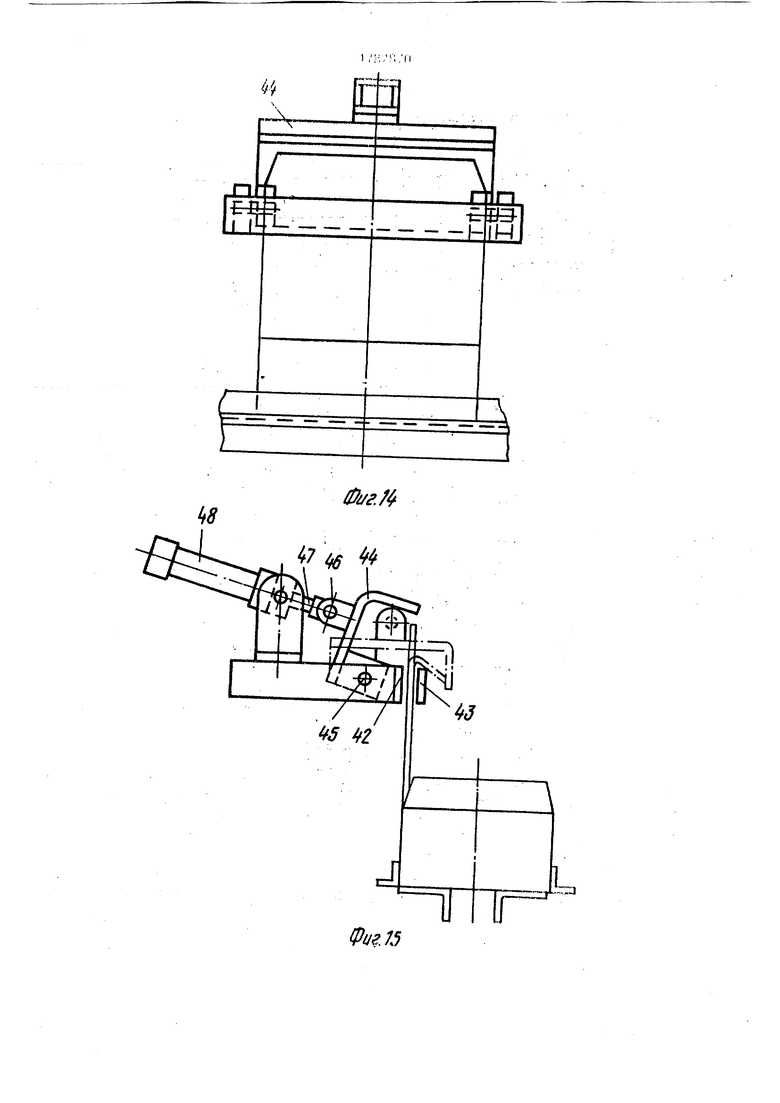
0 кронштейнах 40 на раме 1 с возможностью регулировки по высоте для контактирования с торцевыми клапанами пачки; механизма загибания язычка верхнего клапана 41, выполненного в виде пары неподвижных
5 направляющих 42 и 43, установленных с зазором для прохождения и загибания на них язычка клапана, и Г-образной пластины 44, закрепленной консольно на шарнирной оси 45 одной из направляющих 42, а другим
0 концом связанной шарнирной осью 46 со штоком 47 пневмоцилиндра 48 поворота вокруг горизонтальной оси с возможностью контактирования с язычком клапана; механизма загибания на 90° и закрывания верх5 него клапана пачки 49, представляющего собой пластину 50, консольно закрепленную на оси 51 с возможностью поворота и контактирования при повороте с верхним клапаном, с закрепленным на пластине 50
0 кронштейном 52 и неподвижной криволинейной направляющей 53, служащей в качестве копира для перемещения по ней язычка клапана и направления ercf в раскрытый замок, и снабженного шарнирной осью 54,
5 посредством которой пластина 50 консольно соединена-со штоком 55 пневмоцилиндра 56 привода возвратно-поворотного движения вокруг горизонтальной оси, и приспособлением 57, закрепленным на криволинейной направляющей 53 и содержащим
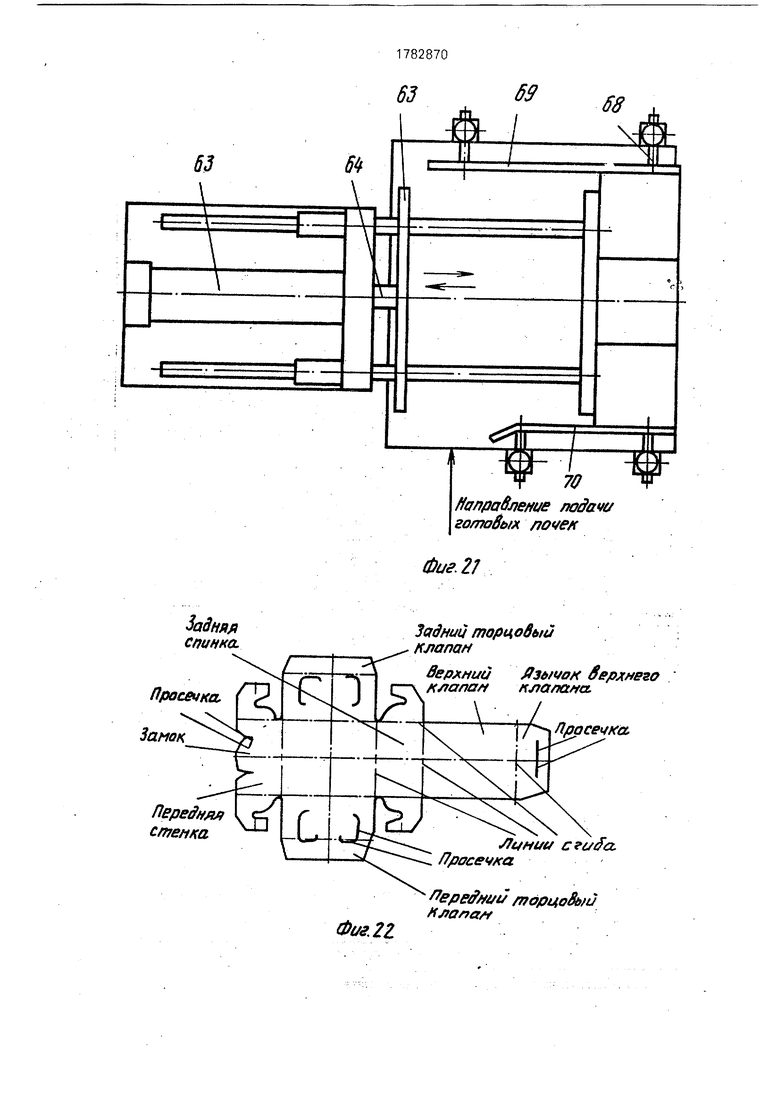
корпус 58, в котором установлен с возможностью поворота резьбовой упор 59, подпружиненный пружиной 60 и жестко соединенный с рычагом 61, взаимодействующим во время раскрытия замка с кронштейном 52; механизма группирования готовых пачек 62 в ряд, содержащего пнев- моцилиндр 63 горизонтального возвратно- поступательного перемещения, на штоке 64 которого жестко закреплен толкатель 65, стол 66, на котором закреплен пневмоци- линдр 63 и стойки 67, в отверстиях которых установлены с возможностью перемещения оси 68, на концах которых закреплены направляющие планки 69, 70, настраиваемые на определенный размер ширины ряда в зависимости от размеров готовой пачки; механизма сталкивания сгруппированных изделий 71 в тару (не показана), включающего толкатель 72, закрепленный на штоке 73 пневмоцилиндра 74 горизонтального возвратно-поступательного перемещения, и установленный в промежутке между потоками и параллельно им с возможностью сталкивания подаваемых с обеих линий пачек,
Для перемещения пачек от механизма группирования 62 к механизму сталкивания 71 предусмотрены промежуточные направляющие 75.
Управление автоматической линией осуществляется от микропроцессора (не показан).
- Линия работает следующим образом. Картонная заготовка 7 из кассеты 6 подается под пуансон 8 и матрицу 9 механизма формирования картинных пачек 5, где формируется и с открытыми тдрцевыми и верх- ним клапанами устанавливается на транспортер 2, смонтированный на раме 1, где захватывается упором 3 движущегося транспортера 2 от привода 4.
Все операции осуществляются с остановкой транспортера.
Сформированная пачка 10 перемещается транспортером 2 к механизму укладки 11, где упаковываемое изделие при помощи вакуумного захвата 12, установленного с возможностью поворота на оси 14, захватывается присоской 13 из подающего транспортера (не показан) и при помощи подвижного штока 15 пневмоцилиндра 16 горизонтального возвратно-поступательного перемещения и привода 17 вертикал ьного возврати о-поступательного перемещения укладывается в пачку 10. Вакуумный захват 12 с присоской 13 возвращается в исходное положение.
При последующем перемещении транспортера 2 пачка с изделием подается к механизму маркировки 18, где происходит
нанесение краской данных на лицевую поверхность верха пачки 10. Для нанесения маркировки шток 24 пневмоцилиндра 25 привода горизонтального перемещения перемещает закрепленную на нем плиту 22, взаимодействующую посредством пружин 23 на перемещающийся на направляющих 21 в отверстиях плиты 22 корпус 20 с клише 19 к верхнему клапану картонной пачки 10
для нанесения маркировки. Перед нанесением маркировки клише 19 вместе с приводом горизонтального перемещения поворачивается на 90° при помощи устройства поворота 26 к штемпельной подушке
27, взаимодействуете ней, смачивается краской и возвращается в исходное положение для нанесения маркировки на последующей пачке.
При дальнейшем перемещении транспортера 2 картонная пачка 10 подается к механизму 28 загибания торцевого клапана на 90°. При этом подгибатель 31, закрепленный консольно на оси 30, при своем повороте при помощи двуплечего рычага 33,
связанного осью 34 со штоком 35 пневмоцилиндра 36, контактирует закрепленный на нем изогнутой пластиной 32 с клапаном пачки, загибая его на 90°, после чего возвращается в исходное положение.
Одновременно с этим происходит загибание механизмом переднего торцевого клапана на 90° 37 при помощи направляющей 38 и подпружиненной пластины 39, закрепленных на кронштейнах 49. При этом
направляющая 38 и пластина 39 будут фиксировать оба торцевых клапана. Далее пачка 10 перемещается к механизму загибания язычка верхнего клапана 41, проходя между двумя неподвижными направляющими 42 и
43. При этом закрепленная шарнирно на осях 45 и 46 Г-образная пластина 44 при ее повороте от штока 47 пневмоцилиндра 48 контактирует с язычком клапана, загибая его на направляющей 43, после чего возвращается в исходное положение.
В дальнейшем при перемещении пачки 10 к механизму 49 закрывания верха пачки консольно закрепленная на шарнирных осях 51 и 54 пластина 50 при своем повороте
вниз от штока 55 пневмоцилиндра 56 нажимает на верх пачки, загибает его вниз, а язычок клапана в это время контактирует с поверхностью криволинейной направляющей 53.
В конце поворота пластина 50 закрепленным на ней кронштейном 52 воздействует на конец рычага 61 приспособления 57, который при своем угловом повороте перемещает вперед подпружиненный пружиной
60 резьбовой упор 59, который при своем
перемещении нажимает на переднюю стенку пачки 10, способствуя попаданию замка в просечки язычка верхнего клапана. Происходит закрытие в замок верха пачки 10. После этого пластина 50 с кронштейном 52 возвращается штоком 55 пнемоцилиндра 56 вверх, а резьбовой упор 59 с рычагом 61 под действием пружины 60 возвращается в исходное положение.
Заполненная изделиями и закрытая пачка 10 перемещается транспортером 2 к механизму группирования 62, где сходящие с транспортера готовые пачки, упираясь одна в другую, перемещаются транспортером 2 по столу 66 к направляющей 69 и упираются в нее. Ширина ряда устанавливается при помощи направляющих 69 и 70, закрепленных на осях 68, установленных в стойках 67. После набора заданного ряда пневмоци- линдр 63 штоком 64 перемещает толкателем 65 сгруппированный ряд пачек на один шаг, равный ширине ряда.
В дальнейшем сгруппированные ряды пачек из двух линий рядами подаются на промежуточные направляющие 75 и далее к механизму сталкивания 71, где группируются в заданное количество рядов и сталкиваются толкателем 72 при помощи штока 73 пневмоцилиндра 74 в тару (не показана).
Цикл повторяется.
Управление работой линии осуществляется от микропроцессора (не показан).
Предлагаемая конструкция проста, позволяет повысить производительность, надежность линии, улучшить внешний вид упаковки, перейти на новый вид организации упаковочного производства.
Формула изобретения
Автоматическая линия для упаковывания штучных изделий в картонные пачки.
содержащая кассету для картонных заготовок механизм формирования пачек, транспортер для их перемещения, вакуумный захват, механизмы загибания на 90° пере- днего и заднего торцовых клапанов пачки механизм их фиксации, состоящий из подпружиненной изогнутой пластины, и механизм загибания и закрывания верхнего клапана пачки, имеющего язычок, о т л и чающаяся тем, что, с целью повышения производительности и надежности в работе, она снабжена механизмом загибания язычка верхнего клапана пачки, при этом механизм загибания заднего торцевоП папана пачки включает консольно смонтированный с возможностью поворота вокруг горизонтальной оси подгибатель с изогнутой пластиной на свободном конце, механизм загибания переднего торцового
клапана пачки содержит направляющую, укрепленную на подпружиненной изогнутой пластине механизма фиксации торцовых клапанов пачки, механизм загибания язычка верхнего клапана пачки состоит из пары
неподвижных направляющих и укрепленной с возможностью поворота вокруг гори- зонтальной оси Г-образной пластины, механизм загибания и закрывания верхнего клапана пачки содержит консольно закрепленную с возможностью поворота вокруг горизонтальной оси пластину с кронштейном на свободном конце, криволинейную направляющую для язычка верхнего клапана пачки и приспособление для отгибания передней стенки пачки при вводе язычка для образования замкового соединения, включающее корпус, расположенный в нем подпружиненный резьбовой упор и связанный с ним рычаг для взаимодействия с кронштеином.
/fr/yg- гдиуг
Cix/jtcefti/e I хонбеёфег
iff Ь9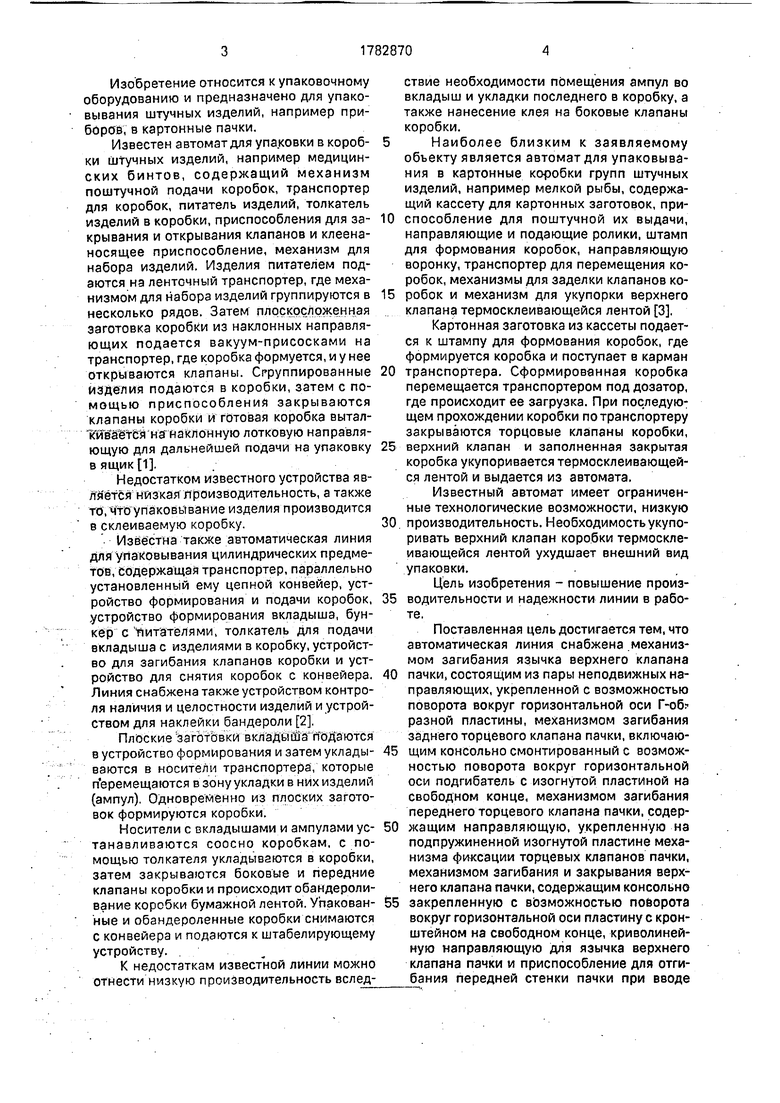

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загибания клапанов картонных пачек | 1991 |
|
SU1824348A1 |
| ОПИСАНИЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU385829A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1988 |
|
SU1518209A1 |
| Устройство для формирования картонных коробок и укладки в них изделий | 1988 |
|
SU1527095A1 |
| Устройство для формирования картонных пачек | 1988 |
|
SU1622226A1 |
| Автоматическая установка для упаковки продуктов в картонные коробки | 2017 |
|
RU2668676C1 |
| Устройство для укладки изделий в картонные коробки | 1987 |
|
SU1413032A1 |



иг.
Фиг.З
&
Фиг. 4
//
26
Фиг. 5
8
л
tl
л
I Г
,г4ь
Cjtpy
Фие.6
J/
Фиг#
30
&
ФиеЮ
Фиг. 11
тч
Фиг.13
Фиг.11 В
1
irr,
НТ
ее
н t
LJ
1
гт
э
JkMMl Ч«..Ж.
J Ц
Фие.16
r-r
Я
Фиг. 18
s
о
I-CD OJ CO Г-.
;§
4s
tt
Задняя спинка.
Передняя стенка
63
69
58
70
Направление nodaw готовых, лочек
Фиг. 2
Задниц торцовый клапан
Верхний Язычок берхнего K/tcmatt клапана.
Просечка,
Линии Просечка
Лере#ми торцовый Клалая
Направление &дижения
Г
Фиг. 23
Лросбчка у
Фи$. 2Ь
Фиг. 25
