Изобретение отнстсится. ЕС обработке металлов давлением, а именно к кузнечно-штамповочному производг, г- ву, и может быть использовано для горячей штамповки детален в штампах, имеющих закрытые участки ручьевi
Цель изобретения - повышение качества получаемых дета.лей и облегчение их удаления из штампа,
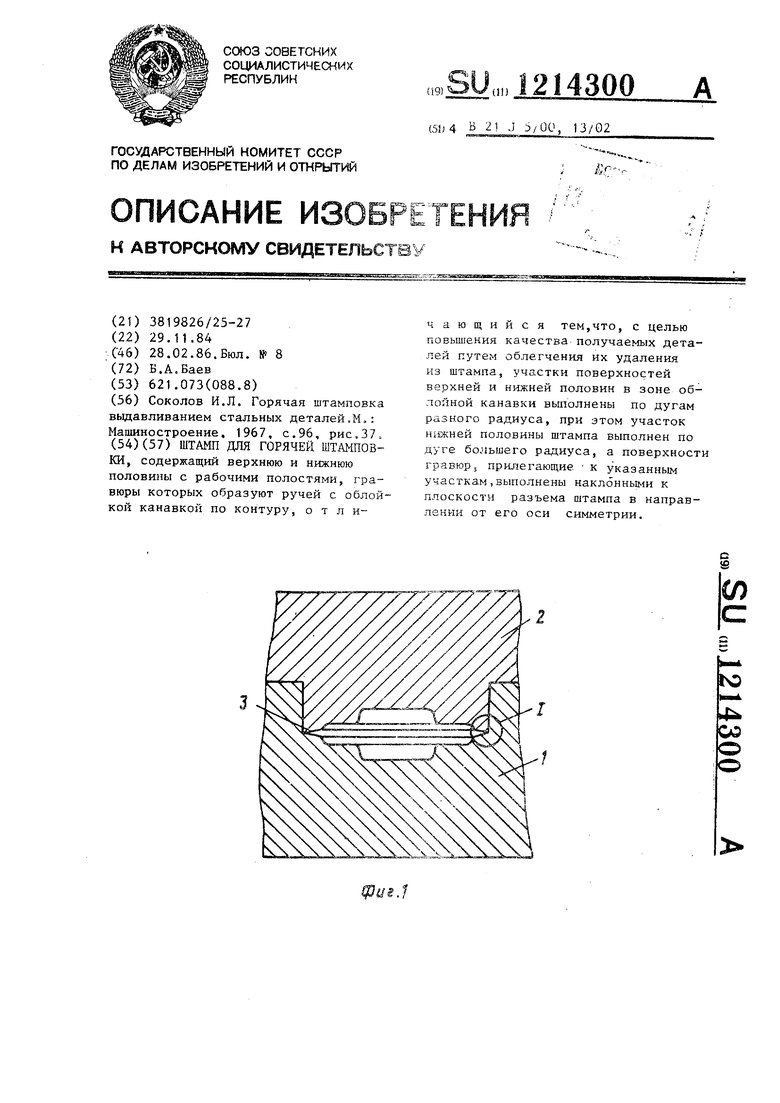
На фиг. 1 схематически представлен предлагаемый штамп, поперечный разрез; на фиг. 2 - узел I на фиг. 1, зона облойной канавки.
Штамп состоит из нижней 1 и верхней 2 половин, гравюры которых образуют ручей штампа с облойной канавкой 3 по контуру. Участки повер костей половин штампа в зоне облойной канавки 3 выполнены по цугам с различными радиусами, причем учас- ток нижней половины штампа выполнен по дуге большего радиуса,а поверхности гравюры,прилегающие к указанным участкгм, выполнены наклонными к плоскости разъема штампа в направлнии от его оси симметрии. В сомкнутом положении половины штампа соприкасаются между собой в точке С (фиг. 2).
Штамп работает следующим образом.
Р1сходная заготовка укладывается ч нижнюю половину 1 штам ш при подияTi j верхней полови -е . Затем половина 2 опускается, дефорнируя ис- x-j;iHyio заготовку, Последняя в начале деформирования распрессовывается по
всему диаметру нижней половины в том числе на участках облойной к а : : а з ь; и . П р и д ал ь f i е и ш е м деформировании мета.:;л из облойной канавки перетекает в ручей штампа, оформляя
гравюру, В конце хода половины штампа касаются одна другой в то - ке С , пр --; этом образовавшийся облой в i v-iKe С ил:и рассекается полностью или образуется тонкая пленка (равная
величине недош тамповки) . Цля полностью закрытого ручья предусматривают дозированный объем исходнс й заготоЕ-- ки или компенсатор избытка металла. Затем верхнюю половину 2 поднимают,
п;;сле чег-о выталкивают деталь ,
Лрн вытачкнвэ-нии детаоть не застревает в ншк1- ей половине 5 так как облой Б точке С или просечек 1ши имеет толщину и при извлечении детали об:и1Й гнется в этом biecTe, и деталь oeri зна читсльных усилий выходит из штампа , В результате тот о что усилия 1 : лталкн:нання снижаются и ликви,циру- ется заклинивание со стороны стенок Цгк ней ПОЛОВИКЫ5 д-сталь не коробится и операция правка после штамповки ле требуется,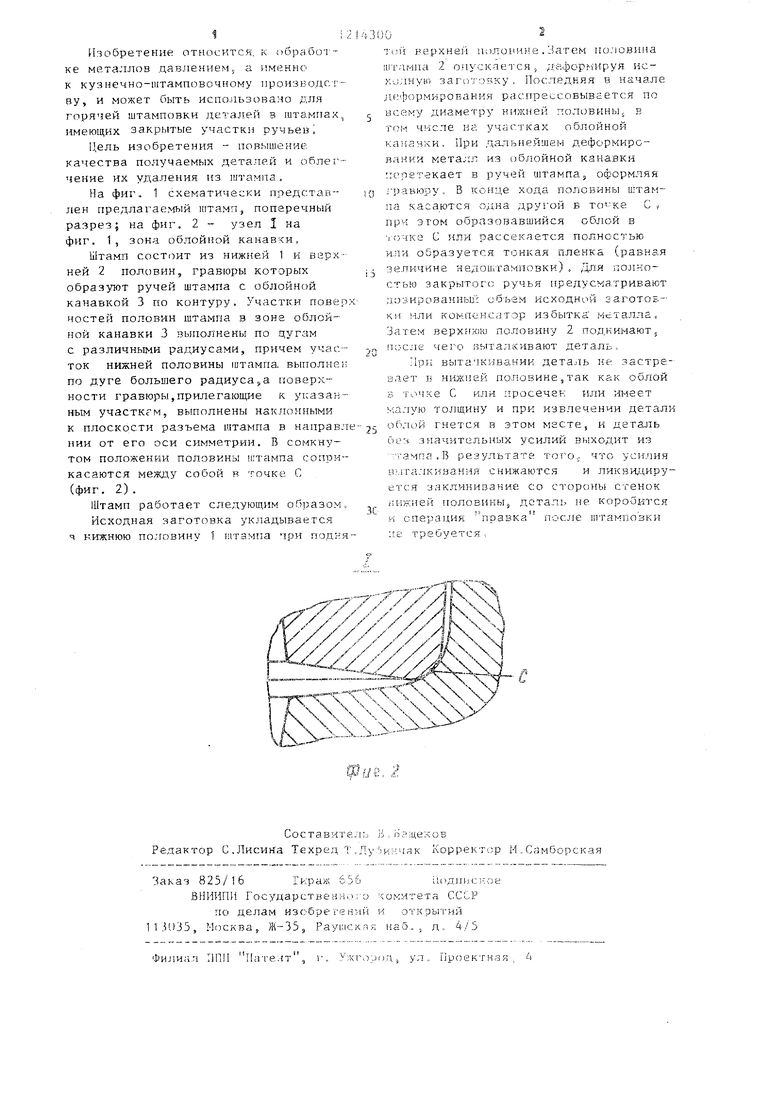
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для штамповки деталей | 1987 |
|
SU1503964A1 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
- ----x -7 7/iK /v-x//:x/Hb :
/- /Х/ /ЛЬчХ
,///:// // жчх .
Составитель В,Нащеков Редактор С.Лисика Техред т .Д- у ин/чак Корректор М „Самборская
Заказ 825/16 Гкраж 556 аидпьгсное ВНИИПИ Государственного чокмтета СССР
по делам изобретений /. открытий 113035, осква, Ж-ЗЗ PayiacKa;-; нао.. д. 4/5
Филиал ППП Пателт,, г. Ужгород, ул., Г1роектн зя ,
| Соколов И.Л | |||
| Горячая штамповка вьщавливанием стальных деталей.М,: Машиностроение, 1967, с.96, рис.37 |
