Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных поковок, например типа колец, шестерен, фланцев и др. Получение поковок осуществляют в температурных режимах, соответствующих полугорячей и горячей объемной штамповке.
Известен способ изготовления штампованных поковок, включающий резку и нагрев исходной заготовки, предварительное профилирование в виде осадки, окончательную штамповку в открытом штампе, в процессе которой избыток металла вытесняют в облойную канавку с облойным мостиком и магазином, которую располагают в центральной по высоте области боковой поверхности поковки (Теория ковки и штамповки: Учеб. пособие для студентов машиностроительных и металлургических специальностей вузов //Е.П.Унксов, У.Джонсон, В.Л. Колмогоров и др.; Под общ. ред. Е.П.Унксова, А.Г.Овчинникова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1992. - 720 с.: ил., стр.482-483, 485-489).
Реализация способа связана с вытеснением большого количества металла в облой. Это обусловлено способом штамповки, по которому формирование труднозаполнимых частей поковки происходит за счет подпора (запирающего действия) металла, со стороны облойного мостика. Штампы имеют низкую стойкость из-за высоких усилий штамповки. Наличие у облойной канавки мостика, на котором реализуется деформационный контакт пластически деформируемого материала с инструментом, повышает общее усилие штамповки в 1,63-2,77 раза относительно усилия деформации поковки (Теория обработки металлов давлением. Вариационные методы расчета усилий и деформаций //И.Я.Тарновский, А.А.Поздеев, О.А.Гонаго и др.; Под ред. И.Я.Тарновского. - М.: Металлургиздат, 1963. - 672 с ил. стр. 404).
Известен способ изготовления штампованных поковок, включающий резку и нагрев исходной заготовки, предварительное профилирование путем осадки и формообразования полуфабриката, окончательную штамповку в открытом штампе с вытеснением избытка металла в облойную канавку с мостиком и магазином, оформление конфигурации поковки за счет подпора со стороны облоя, удаление отходов (Семендий В.И., Акаро И.Л., Волосов Н.Н. Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа. - М.: Машиностроение, 1989. - 304 с. ил. стр. 40-41, рис. 24).
Недостатком этого технического решения являются высокие усилия штамповки вследствие деформационного контакта металла с инструментом в области облойного мостика. Оформление конфигурации поковки за счет подпора со стороны облоя требует еще на стадии проектирования технологического процесса предусматривать расход металла на формирование облоя, что снижает коэффициент использования металла.
Поставлена задача разработать способ, позволяющий получать поковки с меньшими усилиями и меньшим расходом металла.
Технический результат в способе изготовления штампованных поковок, включающий получение исходной заготовки, ее нагрев, предварительное профилирование, окончательную штамповку в открытом штампе, имеющем верхниюю и нижнюю половины, с вытеснением избытка металла в зазор между указанными верхней и нижней половинами штампа и обрезку облоя, достигается тем, что при окончательной штамповке используют открытый штамп, в котором зазор между верхней и нижней половинами расположен в области поковки, формируемой в последнюю очередь, а размеры контактирующих с металлом поверхностей гравюр указанных половин не превышают соответствующих размеров поковки для исключения деформирования вытесненного избытка металла.
Предварительное профилирование проводят путем осадки.
Предварительное профилирование осуществляют путем вальцовки и формирования полуфабриката.
Предварительное профилирование осуществляют путем осадки и формирования полуфабриката.
Формирование полуфабриката проводят за несколько переходов.
Формирование полуфабриката проводят без вытеснения облоя.
Формирование полуфабриката проводят с вытеснением облоя.
Формируют в последнюю очередь область поковки в зоне перехода донной поверхности в боковую.
Формируют в последнюю очередь область поковки в зоне перехода верхней торцовой поверхности в боковую.
Формируют в последнюю очередь область поковки в зоне боковой поверхности.
Избыток металла вытесняют в облой и перемычку.
Вытеснение избытка металла в процессе окончательной штамповки в зазор между верхней и нижней половинами штампа, который не содержит облойного мостика, позволяет значительно снизить контактные напряжения и общее усилие штамповки. Это обусловлено тем, что вытесненный металл не имеет деформационного контакта с инструментом, пластически не деформируется и не создает подпора с внешней стороны. Реализуется штамповка без подпора со стороны облоя. Бесподпорная штамповка.
Снижение контактных напряжений на поверхности гравюры уменьшает теплообмен между заготовкой и штампом, что также благоприятно влияет на стойкость инструмента.
Расположение зазора между верхней и нижней половинами штампа в области поковки, формируемой в последнюю очередь, позволяет экономить металл. В этом случае величина вытесненного металла в облой обусловлена только неточностью исходной заготовки и колебанием объема окончательно отштампованной поковки, который зависит от износа штампа и настройки технологического процесса.
Выполнение контактирующих с металлом поверхностей гравюр половин штампа с размерами, не превышающими соответствующих размеров поковки (после обрезки облоя у окончательно отштампованной поковки) в плане, позволяет для различных по конфигурации и размерам поковок реализовывать вытеснение металла в облой без его деформирования, облойный мостик с его функциями отсутствует.
В случаях простой конфигурации поковок предварительное профилирование проводят только путем осадки исходной заготовки. При этом возможны различные варианты: осадка на вставках с плоской контактной поверхностью, осадка на вставках с фигурной контактной поверхностью и, как вариант, осадка в шар. Для повышения симметричности осаженной заготовки проводят осадку в кольце. В результате повышается симметричность полуфабриката и, как следствие, экономится металл.
В случае, если конфигурация поковки позволяет использовать высокопроизводительные способы вальцовки, предварительное профилирование осуществляют путем вальцовки и формирования полуфабриката. Таким образом, например, можно получить поковки со стержнем.
В большинстве случаев предварительное профилирование проводят путем осадки и формирования полуфабриката.
В зависимости от сложности формы поковки формирование полуфабриката проводят за один или несколько переходов.
В большинстве случаев формирование полуфабриката проводят без вытеснения облоя.
В ряде случаев возможно вытеснение облоя в процессе формирования полуфабриката.
При расположении большей части поковки в верхней половине штампа формируют в последнюю очередь область поковки в зоне перехода донной поверхности в боковую. В этой же области располагают зазор между половинами штампа.
При расположении большей части поковки в нижней половине штампа формируют в последнюю очередь область поковки в зоне перехода верхней торцовой поверхности в боковую. В этой же области располагают зазор между половинами штампа.
В отдельных случаях, например, если образующая боковой поверхности поковки представляет ломаную линию с максимальным диаметром в зоне боковой поверхности, то формируют в последнюю очередь область поковки в зоне боковой поверхности. Здесь же располагают зазор между половинами штампа.
Если поковка имеет отверстие, то возможно при окончательной штамповке вытеснять избыток металла в облой и перемычку.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ изготовления штампованных поковок отличается от прототипа.
В способе-прототипе избыток (относительно объема поковки) металла вытесняют в облойную канавку с мостиком и магазином, которую располагают без учета кинематики течения металла. Объем избыточного металла, вытесняемого в облой, обусловлен двумя факторами: неточностью резки и необходимостью создать подпор. Именно за счет деформации вытесненного в облой металла создают подпор и заполняют гравюру ручья. Таким образом, сначала часть металла вытесняется в облой, а затем происходит заполнение гравюры ручья и тем самым оформляется поковка. Вытесняемый в облой металл назначается при проектировании техпроцесса и играет технологически необходимую для заполнения полости штампа роль. Затем его удаляют в виде отхода.
В предлагаемом способе избыток металла вытесняют в зазор, который не содержит мостика. Деформация облоя не предусмотрена. Он технологически, для заполнения полости штампа, не нужен и уже на стадии проектирования не назначается. Наличие облоя связано только с неточностью резки исходной заготовки. Поэтому общая величина облоя меньше.
В предлагаемом способе зазор располагают с учетом кинематики течения металла, а именно в области поковки, формируемой в последнюю очередь.
В прототипе размеры контактирующих с металлом поверхностей инструмента состоят из поверхностей гравюр и поверхностей облойного мостика.
В предлагаемом способе размеры контактирующих с металлом поверхностей инструмента состоят только из поверхностей гравюр, т.е. не превышают размеров поковки.
Эти отличительные признаки обеспечивают возможность получения штампованных поковок с меньшими усилиями и меньшими затратами на металл. При этом достигается высокая стойкость инструмента.
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое техническое решение соответствует критерию "изобретательский уровень".
На фиг.1 представлены технологические переходы штамповки; на фиг.2 - конец процессов деформирования осаженной заготовки, полуфабриката и окончательно отштампованной поковки с облоем.
Способ изготовления штампованных поковок реализуется следующим образом.
Штампованную поковку получают за несколько переходов, например за три, в ходе которых предварительно отрезанную от прутка и нагретую исходную заготовку 1 осаживают, получая заготовку 2, далее формируют полуфабрикат 3, затем, деформируя полуфабрикат, получают окончательно отштампованную поковку 4 с облоем 5, перемычкой 6. Затем обрезают облой 5 и пробивают перемычку 6 и получают поковку 7.
Исходную заготовку 1, полученную из прутка, осаживают между вставками 8 и 9. Вставки могут иметь плоские или фасонные контактные поверхности. В частном случае для получения строго определенной боковой поверхности после осадки осадку проводят в кольце. Как вариант, возможна осадка в шар.
Полученную в первом переходе осаженную заготовку 2 передают в штамп второго перехода, который состоит из матрицы 10, пуансона 11 и выталкивателей 12 и 13. Осаженную заготовку 2 устанавливают в полость матрицы 10. При движении ползуна пресса вниз пуансон 11 в матрице 10 деформирует осаженную заготовку 2, формируя полуфабрикат 3. Полуфабрикат 3 извлекают из матрицы 10 выталкивателем 12 или отделяют от пуансона 11 выталкивателем 13. Полученный полуфабрикат перекладывают в штамп третьего перехода, состоящий из матрицы 14, пуансона 15, выталкивателей 16 и 17. При движении ползуна пресса вниз пуансон 15 деформирует полуфабрикат 3 в матрице 14. В результате получается отштампованная в окончательном штампе поковка 4 с облоем 5 и перемычкой 6. После завершения процесса деформации ползун пресса поднимают вверх, поковку 4 удаляют из матрицы 14 выталкивателем 16 или снимают с пуансона выталкивателем 17. Обрезку облоя 5 и пробивку отверстия осуществляют на обрезном прессе одним из известных способов, например, Брюханов А.Н. Ковка и объемная штамповка. М.: Машиностроение, 1975, 408 с. с ил. с.349-364.
Пример конкретного выполнения штампованной поковки муфты левой чашки из стали 20ХГНМТА ТУ 14-1-3324-82
Исходную заготовку отрезают от прутка диаметром 56 мм. В результате получают заготовку высотой 91±1,5 мм. Затем нагревают в индукционном нагревателе до ковочной температуры и подают в штамп горячештамповочного пресса 100 мН на первую позицию штамповки, осаживают до получения бочки высотой 31,5 мм и диаметром 102,5 мм. Осаженную заготовку перекладывают в следующий ручей и формируют полуфабрикат с наибольшим размером в плане диаметром 103,1 мм, высотой 47 мм. При этом торцовые поверхности полуфабриката сверху остаются свободными. Полуфабрикат перекладывают в окончательный ручей и в процессе деформации получают поковку диаметром 103,5 мм, вытесняя металл в облой без подпора. Максимальный диаметр контактной поверхности верхней половины штампа равен 103,1 мм, т.е. не превышает диаметра поковки.
По сравнению с прототипом предлагаемый способ изготовления штампованных поковок реализуется при меньших усилиях и более экономичен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных поковок, например типа колец, шестерен, фланцев. После нагрева исходной заготовки производят ее предварительное профилирование, окончательную штамповку и обрезку облоя. При окончательной штамповке используют открытый штамп, в котором зазор между верхней и нижней половинами расположен в области поковки, формируемой в последнюю очередь. Размеры контактирующих с металлом поверхностей гравюр указанных половин штампа не превышают соответствующих размеров поковки для исключения деформирования вытесненного избытка металла. В результате обеспечиваются снижение усилий деформирования и уменьшение расхода металла. 10 з.п. ф-лы, 2 ил.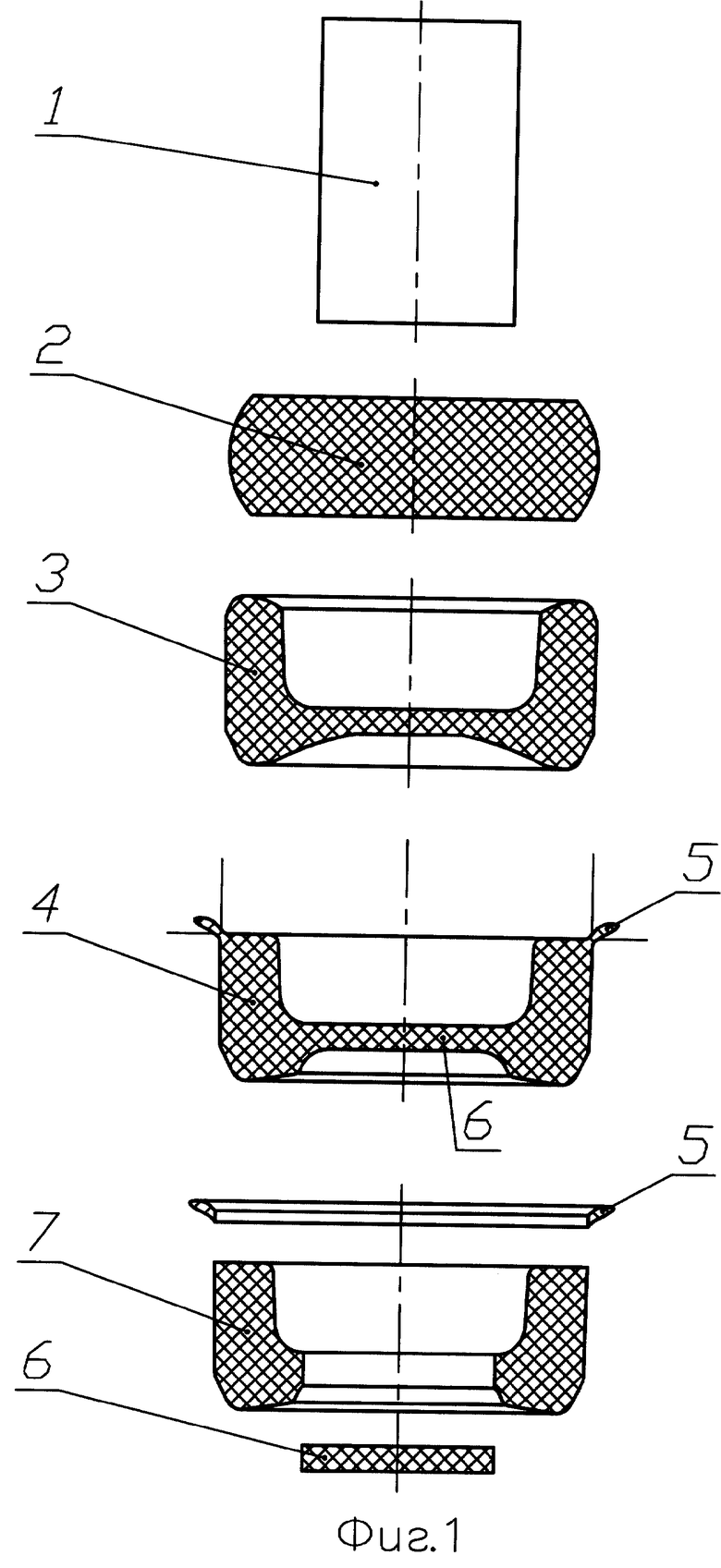
| СЕМЕНДИЙ В.И., АКАРО И.Л., ВОЛОСОВ Н.Н., Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа, Москва, Машиностроение, 1989, с.40-41, рис.24 | |||
| Способ штамповки конических шестерен | 1990 |
|
SU1731399A1 |
| Способ изготовления заготовок для изделий типа колес под прокатку | 1985 |
|
SU1279734A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Датчик давления Смыслова | 1987 |
|
SU1571446A1 |

