Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок на шта.мпо- вочных прессах.
Целью изобретения является повышение стойкости инструмента и качества получаемых деталей.
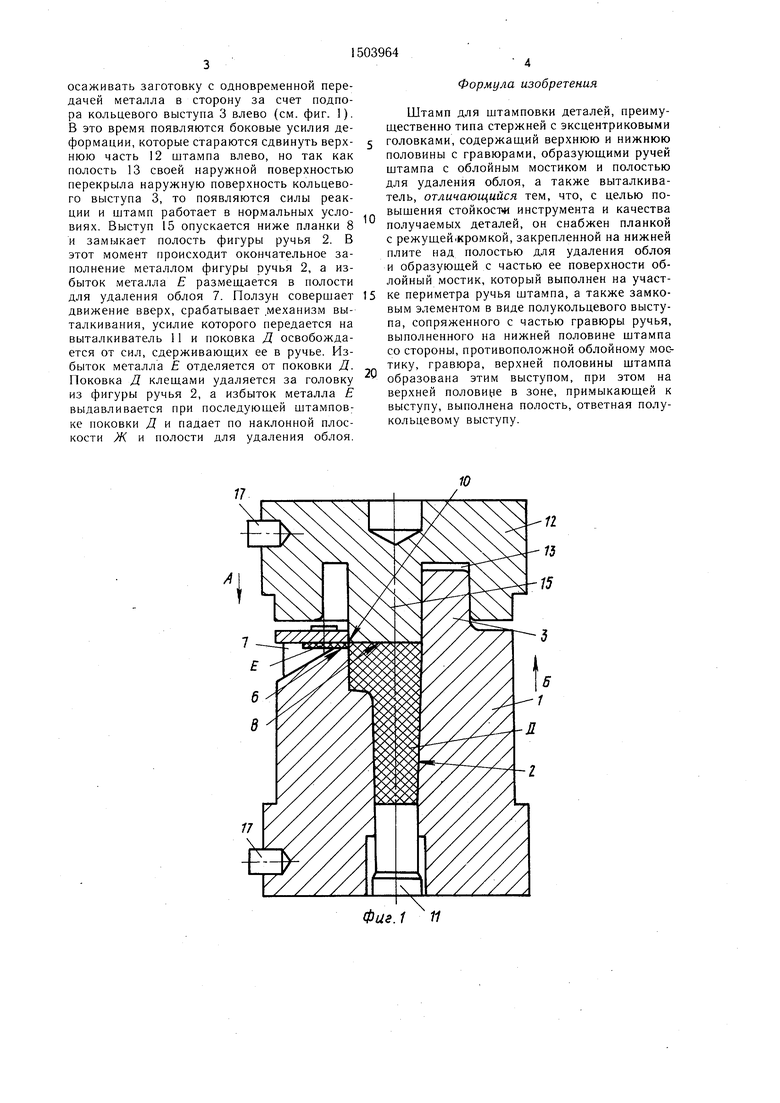
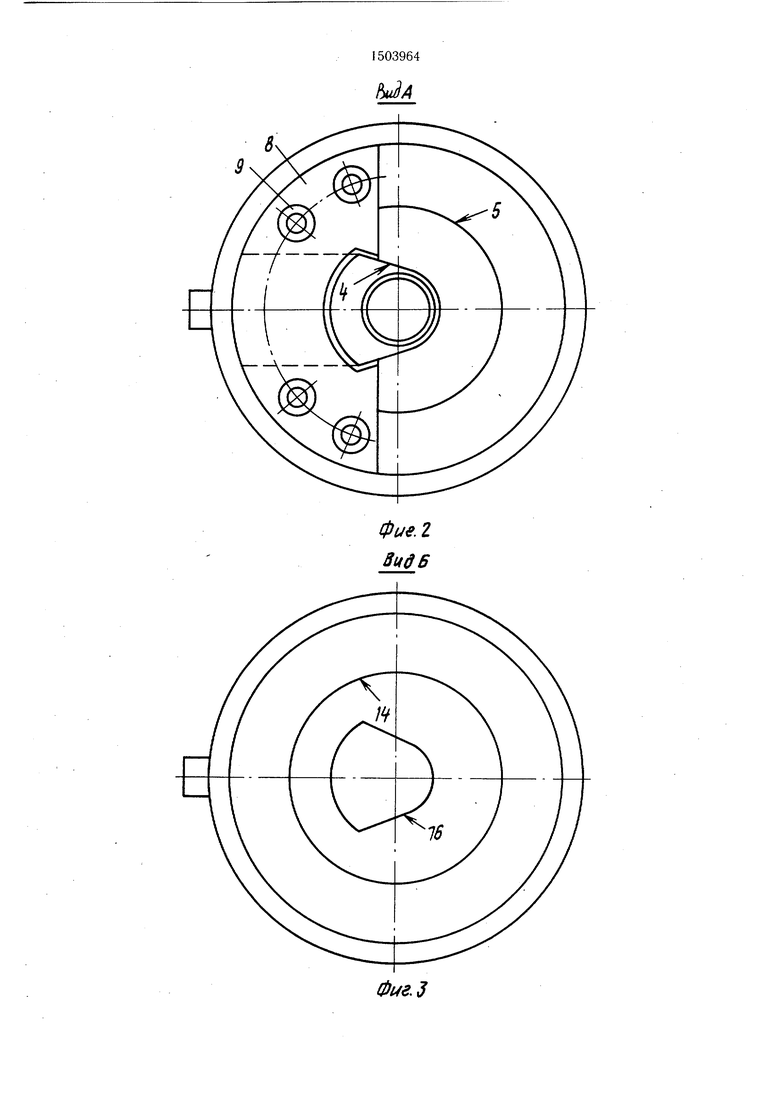
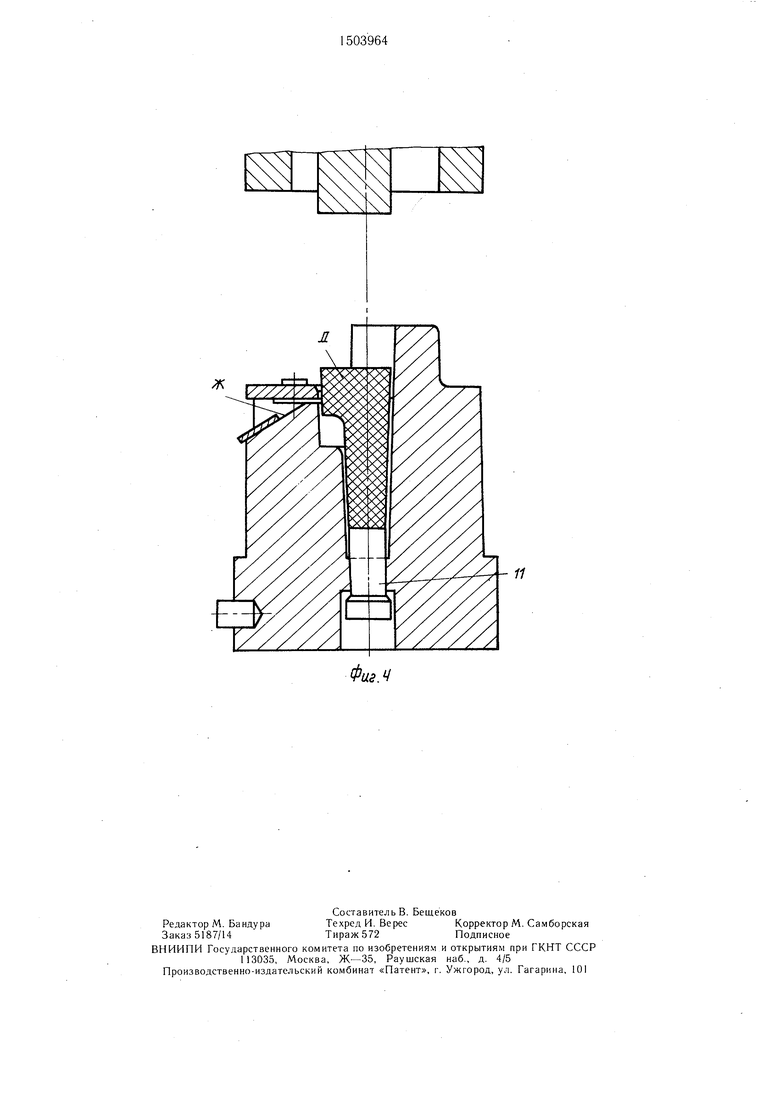
На фиг. 1 представлен штамп, обш,ий вид (конечное положение); на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - штамп при выталкивании детали.
Штамп содержит нижнюю часть 1 с гравюрой ручья 2, замковый элемент в виде кольцевого выступа 3 с внутренней поверхностью 4 и наружной 5, облойным мостиком 6, полость для удаления облоя 7, планку 8, привернутую винтами 9 с режущей кромкой 10, выталкиватель 11 поковки, верхнюю часть 12 штампа с кольцевой полостью 13, боковой поверхностью 14 и выступом 15 с наружным контуром 16. Нижняя часть штампа 1 и верхняя часть 12 снабжены шпонкой 17. Штамп работает следующим образом.
Нагретая до ковочной температуры заготовка укладывается в нижнюю часть штампа I с гравюрой ручья 2, кольцевым выступом 3 с внутренней поверхностью 4 и наружной 5, облойным мостиком 6, полостью для удаления облоя 7, образованной облойным мостиком 6 и планкой 8, привернутой жестко винтами 9 с режупдей кромкой 10. Выталкиватель И поковки находится в нижнем положении. Верхняя часть 12 с полостью 13, боковой поверхностью 14 и выступом 15 с наружны.м контуром 16 находится в верхнем положении.
Нижняя часть 1 и верхняя часть 12 штампа сориентированы одна относительно другой щпонками 17, концы которых расположены в державках штампов (не показаны) .
Включается рабочий ход ползуна пресса (не показан) и ползун совершает движение вниз. Выступ 15 при движении снача.ча входит в направляющую часть (при.мерно на 10-12 мм) поверхности кольцевого выступа 3 и своим рабочим торцом В начинает
СП
о со
QD Ot
осаживать заготовку с одновременной передачей металла в сторону за счет подпора кольцевого выступа 3 влево (см. фиг. 1). В это время появляются боковые усилия деформации, которые стараются сдвинуть верхнюю часть 2 штампа влево, но так как полость 13 своей наружной поверхностью перекрыла наружную поверхность кольцевого выступа 3, то появляются силы реакции и штамп работает в нормальных условиях. Выступ 15 опускается ниже планки 8 и замыкает полость фигуры ручья 2. В этот момент происходит окончательное заполнение металлом фигуры ручья 2, а избыток металла Е размеш,ается в полости для удаления облоя 7. Ползун совершает движение вверх, срабатывает механизм выталкивания, усилие которого передается на выталкиватель 11 и поковка Д освобождается от сил, сдерживающих ее в ручье. Избыток металла Е отделяется от поковки Д. Поковка Д клещами удаляется за головку из фигуры ручья 2, а избыток металла Е выдавливается при последующей штампов ке поковки Д и падает по наклонной плоскости Ж и полости для удаления облоя.
Формула изобретения
Штамп для штамповки деталей, преимущественно типа стержней с эксцентриковыми головками, содержащий верхнюю и нижнюю половины с гравюрами, образующими ручей штампа с облойным мостиком и полостью для удаления облоя, а также выталкиватель, отличающийся тем, что, с целью повышения стойкости инструмента и качества получаемых деталей, он снабжен планкой с режущей.кромкой, закрепленной на нижней плите над полостью для удаления облоя и образующей с частью ее поверхности об- лойный мостик, который выполнен на участ- 5 ке периметра ручья штампа, а также замковым элементом в виде полукольцевого выступа, сопряженного с частью гравюры ручья, выполненного на нижней половине щтампа со стороны, противоположной облойному мостику, гравюра, верхней половины штампа образована этим выступом, при этом на верхней половине в зоне, примыкающей к выступу, выполнена полость, ответная полукольцевому выступу.
0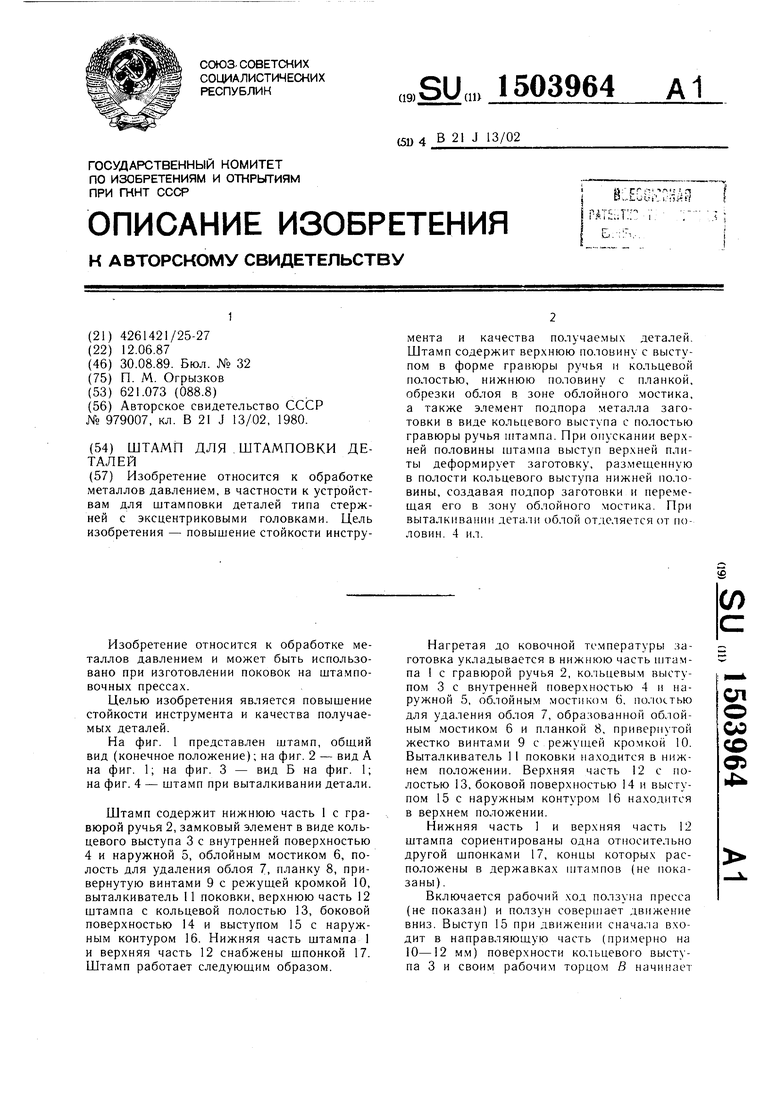
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
Изобретение относится к обработке металлов давлением , в частности, к устройствам для штамповки деталей типа стержней с эксцентриковыми головками. Цель изобретения - повышение стойкости инструмента и качества получаемых деталей. Штамп содержит верхнюю половину с выступом в форме гравюры ручья и кольцевой полостью, нижнюю половину с планкой, обрезки облоя в зоне облойного мостика, а также элемент подпора металла заготовки в виде кольцевого выступа с полостью гравюры ручья штампа. При опускании верхней половины штампа выступ верхней плиты деформирует заготовку, размещенную в полости кольцевого выступа нижней половины, создавая подпор металлу заготовки и перемещая его в зону облойного мостика. При выталкивании детали облой отделяется от половин. 4 ил.
Фие.1 11
Ф 148,3
| Комбинированный штамп | 1980 |
|
SU979007A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
