Изобретение относится к области пайки, а именно производства гибридных интегральных схем (ГИС), и может найти применение на операциях их ремонта и реставрации.
Цель изобретения - повышение производительности устройства.
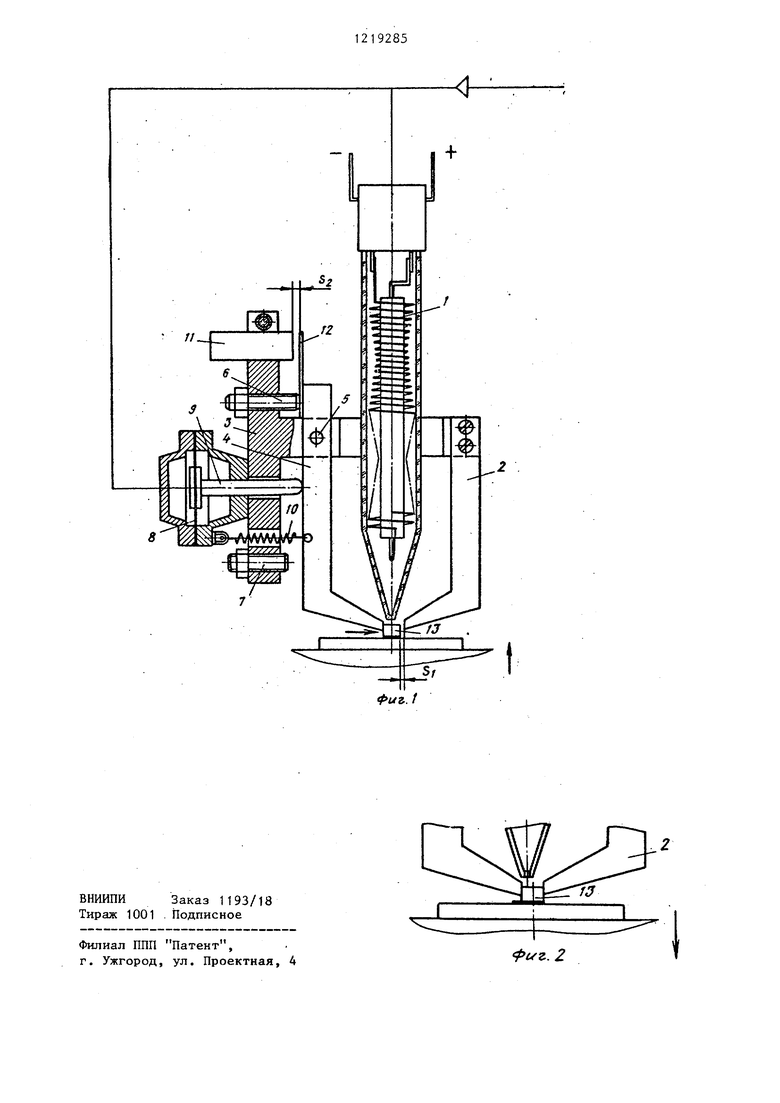
На фиг. 1 приведено устройство демонтажа паяных соединений до начала сдвига элемента; на фиг. 2 - устройство после сдвига элемента.
Устройство содержит газовый нагреватель 1, неподвижную губку 2, закрепленную на кронштейне 3. Подвижная губка 4 имеет возможность поворачиваться вокруг оси 5. Ограничением ДЛЯ поворота губки 4 служат упоры 6 и 7. Подвижная губка 4 кинематически Связана с мембраной 8 пневмопривода и штоком 9. Постоянный контакт подвижной губки 4 со штоком 9 обеспечивает пр жина 10. Отключение рабочего ццкла обеспечивает датчик 11 сдвига, на который воздействует лепесток 12. Демонтируемый элемент 13 припаян к плате- ГИС.
Устройство работает следующим образом.
Газовый нагреватель находится в постоянной рабочей готовности, т.е. работает в холостом режиме, для чего на его спираль подается напряжение до 20В и инертный газ давлением 0,1 МПа и расходом 0,1 м /г..После подачи воздуха в рабочую зону и совмещения демонтируемого элемента с соплом газового
192852
нагревателя включается рабочий цикл, заключающийся в подаче напряжения 36-4DB на спираль нагревателя и импульса газа давлением 0,15 МПа, рас, ходом 0,4-0,5 м /ч. Газовый нагреватель разогревает струю газа до 750-800 С и подает разогретый газ на демонтируемый элемент, в результате чего припой с платой распл авляются,
)Q Одновременно газ подается в пневмо- камеру, воздействуя на мембрану 8, которая, прогибаясь, перемещает шток 9. Преодолев усилие пружины 10, шток 9 перемещает подвижную губу 4 до упора
JJ в демонтируемый элемент 13. В результате воздействия разогретого газа припой вторично расплавляется и подвижная губка 4 сдвигает элемент до упора в неподвижную губку 2. Как
2Q только подвижная губка 4 повернется вокруг оси 5 и дошлет демонтируемый элемент 13 до упора в неподвижную губку 2, лепесток 12 приблизится к индукционному датчику 11 сдвига, выj, бирая зазор S, который дает команду на переключение устройства с рабочего цикла на холостой.
Демонтируемый элемент 13, сдвинутый подвижной губкой 4 на величину сдувается струей газа с платы.
Применение устройства позволяет автоматизировать процесс демонтажа компонента с платы ГИС, что ведет к увеличению производительности устрой- 35 ства.
фиг.. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для демонтажа многовыводных электронных элементов | 1987 |
|
SU1496939A1 |
| Газовый нагреватель для изготовления и ремонта полупроводниковых приборов | 1988 |
|
SU1581495A1 |
| Устройство для демонтажа микросхем | 1988 |
|
SU1516267A1 |
| Устройство для демонтажа радиоэлементов | 1981 |
|
SU984081A1 |
| ЛЕПЕСТКОВЫЙ ГАЗОДИНАМИЧЕСКИЙ ПОДШИПНИКОВЫЙ УЗЕЛ (ВАРИАНТЫ) | 2007 |
|
RU2346193C1 |
| Устройство для демонтажа изделий | 1975 |
|
SU554991A1 |
| Устройство для демонтажа прессовых соединений | 1985 |
|
SU1315210A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ДЕМОНТАЖА МИКРОСХЕМ | 1991 |
|
RU2019931C1 |
| Устройство для ремонта узлапЕчАТНОй плАТы | 1979 |
|
SU809676A1 |
| Многожальный паяльник для групповой отпайки | 1985 |
|
SU1279768A1 |

| Максимихин Б.А | |||
| Технологические процессы пайки электромонтажных .соединений | |||
| М., 1980, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Насос | 1917 |
|
SU13A1 |
