Изобретение относится к технологии зготовления преимущественно сварочых трансформаторов контактной свари, с витыми ленточными магнитопро- одами, и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение каества изготавливаемых изделий за чет повышения прочности фиксации агнитопроводов на обмотках н скиже- ие материалоемкости.
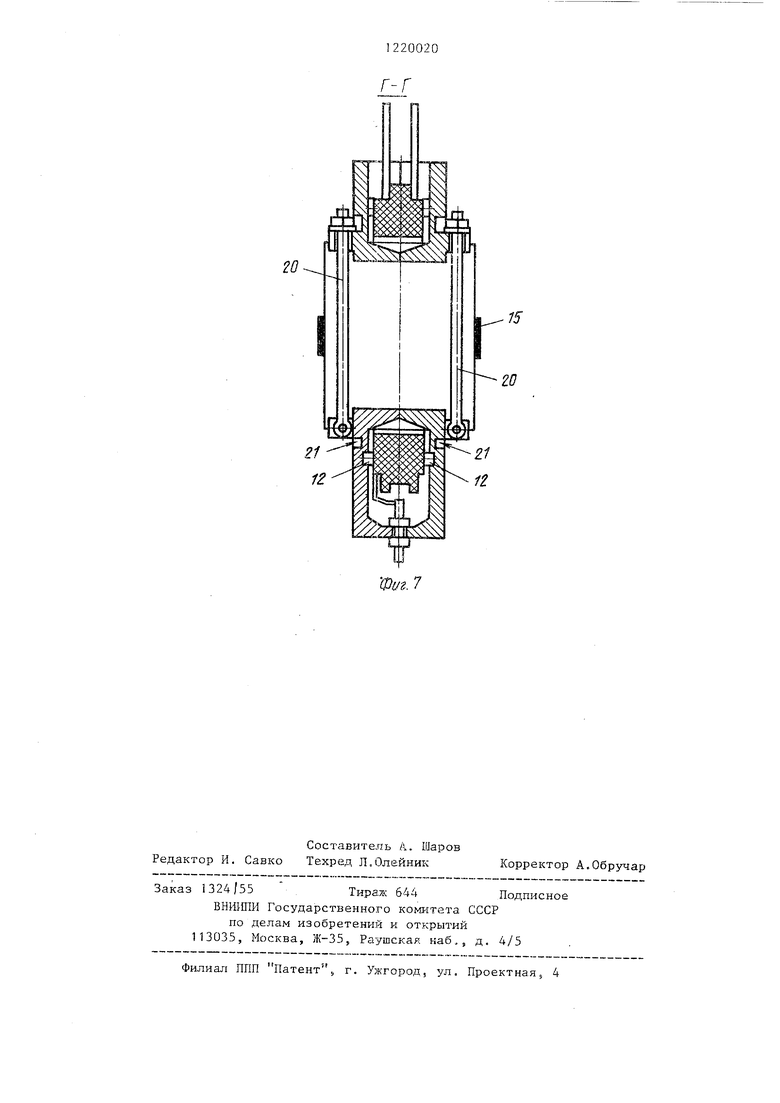
На фиг.1 показан трансформатор общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - установка протектора на обмотки; на фиг.4 - разрез Б-Б на фиг.З на фиг.З - форма для заливки компаундом; на. фиг.6 - разрез В-В на фиг.З; на фиг. 7 - разрез Г -Г на фиг.З.
Способ изготовления трансформа7 о- ров осуществляют следуюигим образом.
Изготавливают дискообразную первичную обмотку 1 и вторичную обмотку 2, выполненную в виде шины, изогнутой на ребро, к которой припаяна трубка 3 для водяного охлалсдения. Собирают обмотки 1 и 2 в кату-шку в определенной последовательности, устанавливая их одну на другую.
На катушку устанавливают протектор, для сначала устанавливают внутренний кожух 4 протектора, а затем , перемещая наружный кожух 5 вдоль катушки, соединяют их своими направляющими элементами 6.
После установки на катушку протектора производят намотку ленточнь5х магнитопроводов 7 известными методами на намоточном станке. После намотки магнитопроводов и удаления оправки намоточного устройства снимают протектор. Катушку с магнитопровода -ак устанавливают в форму для заливкк компаундом в следующей последовательности.
Форму, разобранную на части по разъему 8, устанавливают горизонтально и укладывают сверху катушку с маг- нитопроводами так, чтобы магнитопро- воды легли на радиусные поверхности выступов 9, а между торцами магнитопроводов и стенками полуформ IQ и 11 был минимальный зазор.
Обмотки при этом ложатся на фиксаторы 12. По разъему полуформы 11 в специальные гнезда устанавливают отводы 13 превичной обмотки. Устанавливают сверху вторые половинки полу
форМ; проверяют положение обмоток относительно формы и стягивают корпус зажимами 14, обеспечивая герметичность разъема 8, Обмотки при этом за- х«1маютс я фиксаторами 12, обеспечивающими необходимую толщину слоя компаунда на наружных частях обмоток. Устанавливают поперечную стяжку 13, прижимают магнитопроводы 7 к выступам 9, герметизируя поверхность 16, и стягивают части формы между собой при помощи осевых стяжек 17. При этом герметизируются плоскости .18. Плоскость 19 1 ерметизргруется стяжками 20. Это происходит потому, что стенки .корпуса в местах расположения выступов 9 имеют повышеннуй гибкость из- за выборки 21.
Таким образом, в собранном виде формы обеспечивают точное взаимное положение магнитопровода и обмоток, необходимую толщину компаунда на наружных частях обмоток и герметичность всех стьгков формы.
Заливку компаунда 22 производят в вертикальном пололании сверху в предварительно разогретую заливочную форму.
Изготовление трансформатора таким способом снижает материалоемкость за счет устранения технологических зазоров в готовом изделии. Кроме того, не требуется механического крепления магнитопровода, что снижает трудоем- кость сборки трансформатора.
Снижение расхода активных материа- ЛО.В уменьшает потери и реактивные мощности холостого хода и короткого замыкания без снижения надежности трансформатора.
Формула изобретения
Способ изготовления трансформато- роз, включающий изготовление обмоток, заливку обмоток компаундом в заливоч- но л форме, намотку на обмотки ленточных магнитопроводов, фиксацию магни- топровода и обмоток и установку кре- пкжнгзих элементов, отличаю-, и и с я тем, что, с целью повышения качества изготавливаемых изделий за счет повышения прочности скрепления магнитопровода с обмотками и сни- сения материалоемкости, перед намоткой магнитопровода на обмотки устанавливают протектор, перед установкой маг нитопровода с обмоткой в за312200204
ливочную форму протектор удаляют, чением требуемого зазора между ними, фиксируют отдельно магнитопровод и а фиксацию магнитопровода и обмоток обмотку в заливочной форме с обеспе- производят заливкой компаундом.
riu 1 и 1
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофазный трансфоматор | 1984 |
|
SU1229834A1 |
| Многофазный трансформатор и способ изготовления многофазного трансформатора | 1985 |
|
SU1292135A1 |
| Двухотсчетный вращающийся трансформатор | 1984 |
|
SU1265932A1 |
| Высоковольтный трансформатор | 1985 |
|
SU1332396A1 |
| Сглаживающий фильтр | 1988 |
|
SU1674331A1 |
| Магнитопровод ошева для электроиндукционного устройства | 1977 |
|
SU734821A1 |
| Способ изготовления трансформатора | 1987 |
|
SU1495864A1 |
| Универсальный бесконтактный измерительный преобразователь тока | 1990 |
|
SU1739307A1 |
| Полюс ротора синхронного генератора | 1986 |
|
SU1363380A1 |
| Статор электрической машины переменного тока | 1986 |
|
SU1403222A1 |



Изобретение относится к технологии изготовления преимз тцественно сварочных трансформаторов контактной сварки с витыми .ленточными магнито- проводами. Способ заключается в том, что на собранную катушку, состоящую из первичной и вторичной обмотки, устанавливают протектор, после чего производят намотку ленточных магни- топроводов. Затем после намотки магнитопроводов снимают протектор и катушку с магнитопроводами устанавливают 3 форму для заливки в следующей последовательности. Форму, ра- зобранмую на части по разъему 8, устанавливают горизонтально и укладывают сверху катушку с магнитопроводами так, чтобы между торцами магнитопроводов и стенками полуформ 10 и 11 был минимальный зазор. Устанавливают сверху вторые половинки полуформ и стягивают корпус зажимами 14, обеспечивая герметичность разъема 8. В собранном виде формы обеспечивают точное взаимное положение магнитопрово- да и обмоток, необходимую толщину компаунда на наружных частях обмоток и герметичность всех стыков. Заливку компаунда производят в вертикальном .положении сверху в предварительно разогрету о з ::ливочную форму. За счет устранения технологических зазоров Б готовом из.делии обеспечивается снижение материалоемкости, а сн1-1женив трудоемкости сборки обеспечивается за счет того, iro не требуется механического крепления магни- топровода, 7 ил. с (О k-ff SfS bQ bQ
Фиг. 2
ФигЛ
11
фиг. 5
10
lit.
П
Фиг.б
Составитель Л. Шаров Редактор И, Савко Техред ЛиЗлейник
Заказ 1324/55Тираж 644 Подписное
ВННИПИ Государственного комитета СССР
по делам изобретений к открытий 113035, Москва, Ж-35, Раушская, каб. , д, 4/5
Филиал ППП Патент,, г. Ужгород, ул. Проектная, 4
Фиг. 7
Корректор А.
| Les transformateurs de soudage monophases type Europeen iTnpimer.ie SCTAKY, 94, VITPY-S/Saine - Depot legal: 319661 | |||
| Проспект фирмы Сия- ки, 1965, с.43-50, 63. |
