сл
00
сг
42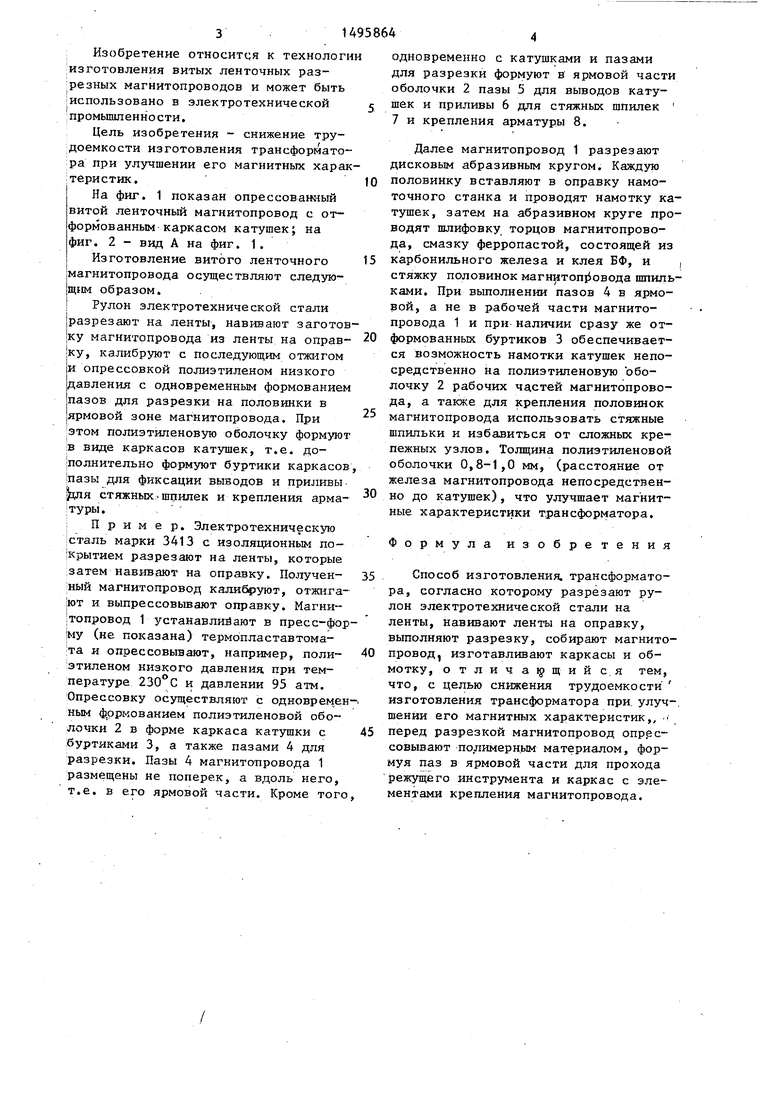
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU930403A1 |
| Оправка для изготовления витых разрезных ленточных магнитопроводов | 1985 |
|
SU1275563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| Оправка для изготовления витых ленточных магнитопроводов | 1979 |
|
SU896695A1 |
| Способ изготовления витых ленточных магнитопроводов | 1982 |
|
SU1078481A1 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| Способ изготовления разъемных магнитопроводов | 1982 |
|
SU1022230A1 |
| БРОНЕВОЙ МНОГОСТЕРЖНЕВОЙ МАГНИТОПРОВОД | 1993 |
|
RU2077082C1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU936055A1 |
Изобретение относится к технологии изготовления витых ленточных разрезных магнитопроводов и может быть использовано в электротехнической промышленности. Цель изобретения - снижение трудоемкости изготовления трансформатора. Электротехническую сталь разрезают на ленты, которые навивают на оправку. Полученный магнитопровод 1 опрессовывают полимерным материалом. Опрессовку выполняют с одновременным формованием полиэтиленовой оболочки 2 в форме каркаса с буртиками 3 и пазом 4 в ярмовой части для разрезки магнитопровода, производят намотку катушек и сборку трансформатора стяжкой шпильками. 2 ил.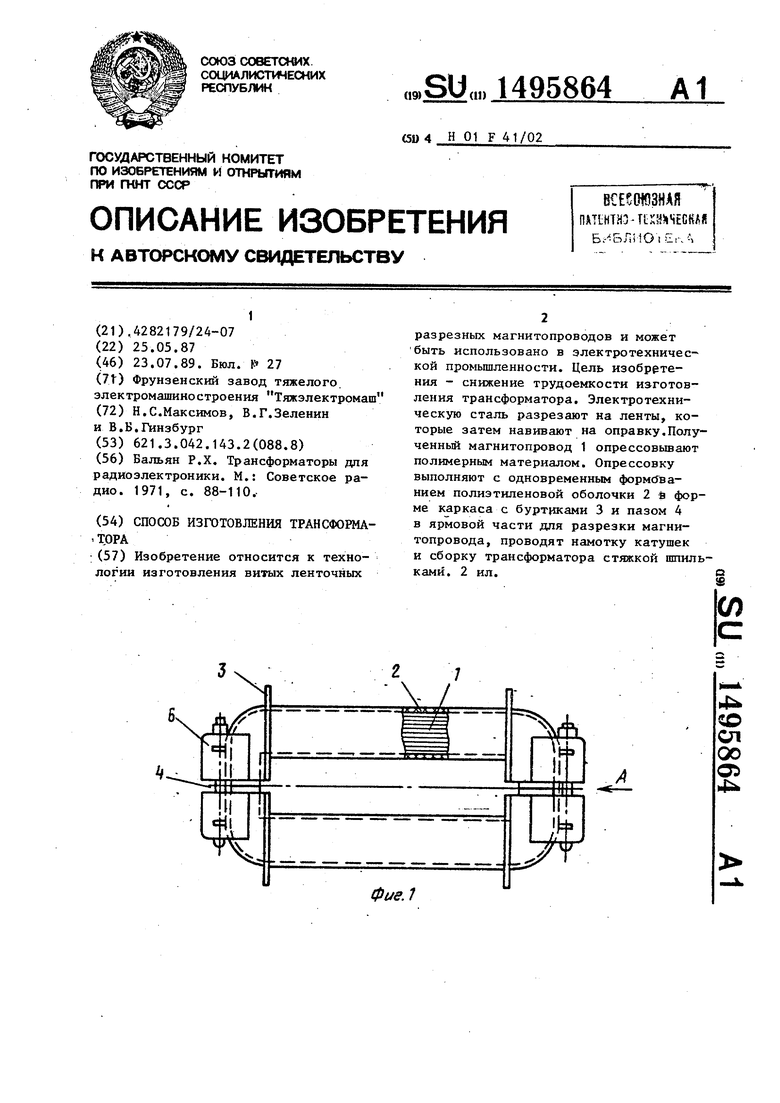
фиеЛ
Изобретение относится к технологи изготовления витых ленточных раз- ;резных магнитопроводов и может быть ;использовано в электротехнической промьшшенно сти,
Цель изобретения - снижение трудоемкости изготовления трансфориато- ра при улучшении его магнитных харак :теристик.
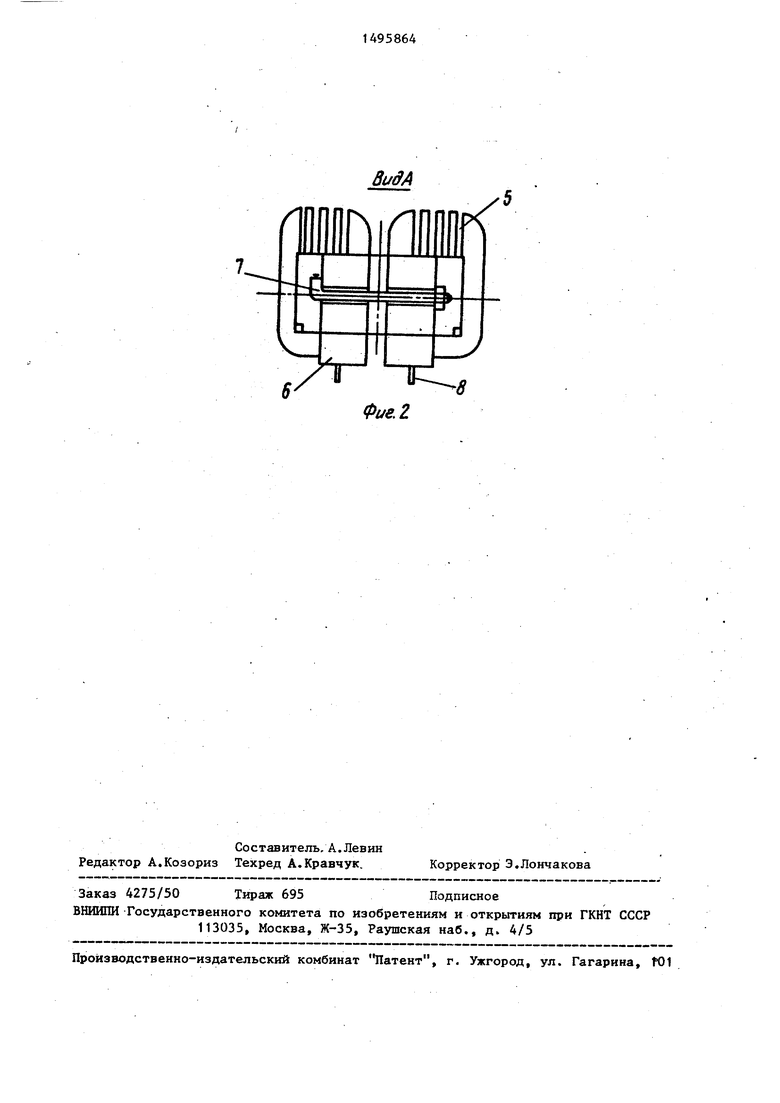
На фиг. 1 показан опрессованный витой ленточный магнитопровод с отформованным каркасом катушек; на фиг, 2 - вид А на фиг. 1.
Изготовление витого ленточного |магнитопровода осуществляют следую- |щим образом.
Рулон электротехнической стали разрезают на ленты, навивают заготов |ку магнитопровода из ленты на оправ- |ку, калибруют с последующим отжигом и опрессовкой полиэтиленом низкого давления с одновременным формованием |пазов для разрезки на половинки в ярмовой зоне магнитопровода. При ;этом полиэтиленовую оболочку формуют :В виде каркасов катушек, т.е. до- :полнительно формуют буртики каркасов ;пазы для фиксации выводов и приливы- я стяжных шпилек и крепления арма- туры. .
; Пример. Электротехническую деталь марки 3413 с изоляционным по- крытием разрезают на ленты, которые ;затем нав гаают на оправку. Получен- ный магнитопровод калибруют, отжига- ют и выпрессовывают оправку. Магни- |топровод 1 устанавливают в пресс-фор |му (не показана) термопластавтома- iTa и опрессовывают, например, поли- этиленом низкого давления при температуре 230°С и давлении 95 атм. Опрессовку осуществляют с одноврем ен ным ф ррмованием полиэтиленовой обо™ лочки 2 в форме каркаса катушки с буртиками 3, а также пазами 4 для разрезки. Пазы 4 магнитолровода 1 размещены не поперек, а вдоль него, т.е. в его ярмовой части. Кроме того
5
0
5
0
0
0
5
5
одновременно с катушками и пазами для разрезки формуют в ярмовой части оболочки 2 пазы 5 для выводов катушек и приливы 6 для стяжных шпилек 7 и крепления арматуры 8.
Далее магнитопровод 1 разрезают дисковым абразивным кругом. Каждую половинку вставляют в оправку намоточного станка и проводят намотку катушек, затем на абразивном круге проводят шлифовку торцов магнитопровода, смазку ферропастой, состоящей из карбонильного железа и клея БФ, и , стяжку половинок магн топ15овода шпильками. При выполнении пазов 4 в ярмовой, а не в рабочей части магнитопровода 1 и при наличии сразу же отформованных буртиков 3 обеспечивается возможность намотки катушек непосредственно На полиэтиленовую оболочку 2 рабочих ча.стей магнитопровода, а также для крепления половинок магнитопровода использовать стяжные шпильки и избавиться от сложных крепежных узлов. Толш;ина полиэтиленовой оболочки 0,8-1,0 мм, (расстояние от железа магнитопровода непосредственно до катушек), что улучшает магнитные характеристики трансформатора.
Формула изобретения
Способ изготовления, трансформатора, согласно которому разрезают рулон электротехнической стали на ленты, навивают ленты на оправку, выполняют разрезку, собирают магнитопровод, изготавливают каркасы и обмотку, отлича 9щийс.я тем, что, с целью снижения трудоемкости изготовления трансформатора при. улуч-. шении его магнитных характеристик,, перед разрезкой магнитопровод опр.ес- совывают полимерн.ьм материалом, формуя паз в ярмовой части для прохода режущего инструмента и каркас с элементами крепления магнитопровода.
ВидА
8
Фие.2
| Вальян Р.Х | |||
| Трансформаторы для радиоэлектроники | |||
| М.: Советское радио | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
