Изобретение относится к промышленности строительных материалов и касается создания сборных алмазно-абразивных инструментов при шлифовании различных материалов, в частности сборки кругов с угловым профилем для декорирования изделий из художественного стекла и хрусталя, а также кругов для обработки призматических зеркал.
Цель изобретения - снижение трудоемкости сборки круга, а также повышение надежности крепления абразивных сегментов.
На фиг. 1 изображен предлагаемый абразивный круг; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2, сегмент, вид со стороны фланца); на фиг. 4 - вид В на фиг. 2 (вид со стороны другого фланца).
Алмазно-абразивный круг состоит из фланца 1 со ступицей 2. На торцах фланца выполнена кольцевая канавка 3. На ступице установлены алмазные сегменты 4. На боковой стороне сегментов со стороны фланца также выполнен дуговой паз 5, соответствующий канавке во фланце. В канавки 3 и 5, образующие замкнутую в сечении фигуру, например кольцо, треугольник или другую форму, установлено кольцо 6 соответствующей формы.
На каждом торце сегментов выполнены конусные пазы 7, представляющие собой половину фигуры, образующие полную с соседним сегментом. Сегменты поджаты к фланцу 1 вторым фланцем 8, на торце которого выполнена кольцевая канавка 9. В конусные пазы 7 между сегментами и канавкой 9 установлены шарики 10. Фланец 8 удерживается на ступице 2 гайкой 11. Для зажима сегментов фланец 1 устанавливают на горизонтальную плоскость. В кольцевую канавку 3 укладывается кольцо 6. Затем на ступицу 2 укладывают вплотную или с зазором сегменты 4 таким образом, чтобы имеющиеся на них пазы вошли в кольцо 6. Между уложенными на корпус сегментами в конусные пазы 7 вкладываются шарики 10. На них устанавливается фланец 8 с кольцевой канавкой 9 таким образом, чтобы кольцевая канавка легла на шарики. Затем осуществляется поджим фланца гайкой 11. В качестве гайки может служить и сам фланец с кольцевой канавкой, имеющей резьбу.
0
5
0
5
0
0
5
При зажиме гайкой шарики 10 начинают по конусным пазам углубляться, в свою очередь раздвигая по кольцу 6 сегменты 4 по окружности до тех пор, пока не выберутся имеющиеся размерные погрещности пазов, канавок и сегментов и не установится идеальный уровень щариков относительно кольцевой канавки, имеющейся на фланце.
Таким образом, все погрещности, существующие в деталях круга, благодаря наличию шариков и конусных пазов распределяются за счет межсегментных зазоров. Имеющаяся неточность в размерах ширины пазов на торцах сегментов и их толщин вследствие давления фланца на шарики компенсируется за счет различия расстояний между сегментами.
Eice сегменты надежно прижимаются к торцовой поверхности корпуса, поэтому точность сборки зависит только от одной базовой поверхности сегмента, имеющего кольцевую канавку. Эта канавка вместе с кольцом 6 выполняет роль базирования сег- .ментов, направления для них в момент закрепления шариками, а также для более надежного крепления сегментов. Другие детали инструмента на точность влияния не оказывают. Этим предлагаемая конструкция выгодно отличается от известных. Для более надежного крепления и увеличения точности сборки суммарная глубина кольцевых канавок на фланце 1 и сегментов 4 должна быть равна высоте кольца 6.
Диаметр шариков выбирается с учетом материала соприкасающихся частей круга. Для более надежного крепления сегментов необходимо, чтобы глубина канавки 9 на фланце 8 была не менее 0,25 диаметра шарика и не более 0,5, канавка служит для направления шариков. В таком же соотношении должна быть и величина пазов в сегментах. Конусность пазов на торцах сегментов выбирается с учетом того, чтобы в процессе зажима углубление шарика в паз было бы не более 0,5 его диаметра.
Использование величин менее 0,25 приводит к вырову сегментов, а более 0,5 - к неполному зажиму сегментов. Указанные пределы наиболее целесообразны при сборке предлагаемой конструкции сборного инструмента.
Ю
Вид В
(риг 2
(риг.З
Вид В
97i/a. If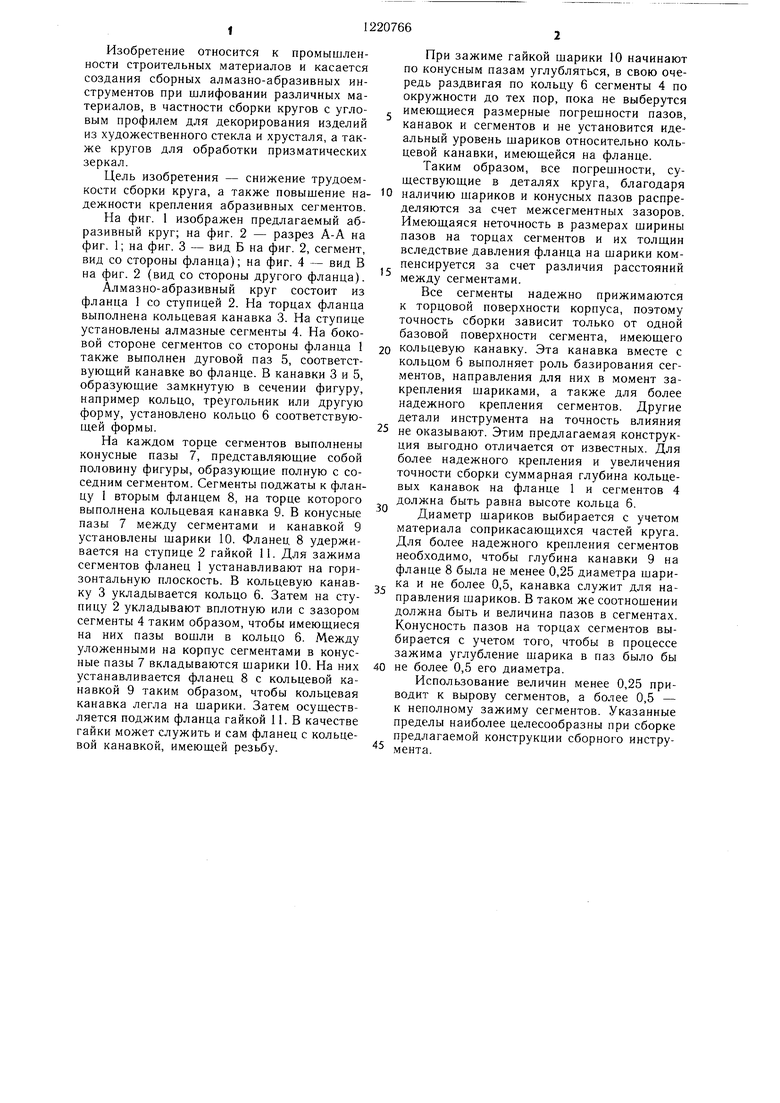
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| Сборный торцовый абразивный круг | 1985 |
|
SU1281393A1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПЕРЕМЕЩЕНИЯ ХИМИЧЕСКИХ НИТЕЙ НА МАШИНЕ МОКРОГО ФОРМОВАНИЯ | 1992 |
|
RU2036988C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНОГО ЛЕПЕСТКОВОГО КРУГА | 2004 |
|
RU2259270C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |


| Патент США № 1783727, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
